数控加工中心机工艺卡片(铝合金轮毂钻孔)
合集下载
(完整版)机械加工工艺过程卡片及工序卡片模板

每台件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
数控机械加工工序卡
0
0
0
500
2
0.2
4
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
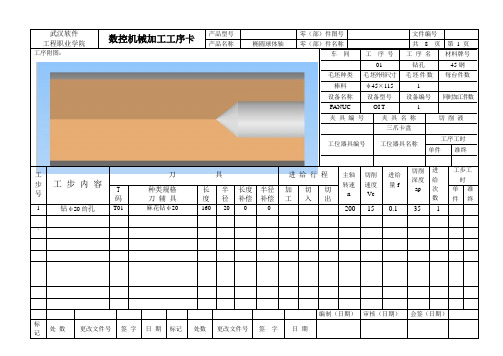
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
椭圆球体轴
零(部)件名称
共8页
第1页
工序附图:
车间
工序号
工序名
材料牌号
01
钻孔
45钢
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
棒料
φ45×115
1
设备名称
设备型号
设备编号
同时加工件数
FANUC
OI T
1
夹具编号
夹具名称
切削液
三爪卡盘
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
5
车M24×2内螺纹
T05
内螺纹刀
160
0
0
0
500
60
2
4
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
椭圆球体轴
零(部)件名称
0
0
0
500
2
0.2
4
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
椭圆球体轴
零(部)件名称
共8页
第1页
工序附图:
车间
工序号
工序名
材料牌号
01
钻孔
45钢
毛坯种类
毛坯外形尺寸
毛坯件数
每台件数
棒料
φ45×115
1
设备名称
设备型号
设备编号
同时加工件数
FANUC
OI T
1
夹具编号
夹具名称
切削液
三爪卡盘
刀辅具
长度
半径
长度补偿
半径补偿
加工
切入
切出
单件
准终
5
车M24×2内螺纹
T05
内螺纹刀
160
0
0
0
500
60
2
4
1
`
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
武汉软件
工程职业学院
数控机械加工工序卡
产品型号
零(部)件图号
文件编号
产品名称
椭圆球体轴
零(部)件名称
0
(完整版)机械加工工艺过程卡片及工序卡片模板
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
Ⅹ
精车小端
卧式车床
0.274 0.355
Ⅺ
去毛刺
Ⅻ
终检
设 计(日 期)
标 记
处 数
更改文件号
签 字
日 期
标 记
处 数
更改文件号
签
日
字
期
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称
填料箱 共 8
盖
工序号
工序名称
Ⅰ
粗车外圆面及端面
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材料牌号
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
Ⅹ
精车小端
卧式车床
0.274 0.355
Ⅺ
去毛刺
Ⅻ
终检
设 计(日 期)
标 记
处 数
更改文件号
签 字
日 期
标 记
处 数
更改文件号
签
日
字
期
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称
填料箱 共 8
盖
工序号
工序名称
Ⅰ
粗车外圆面及端面
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材料牌号
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
数控车(四级)工艺卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
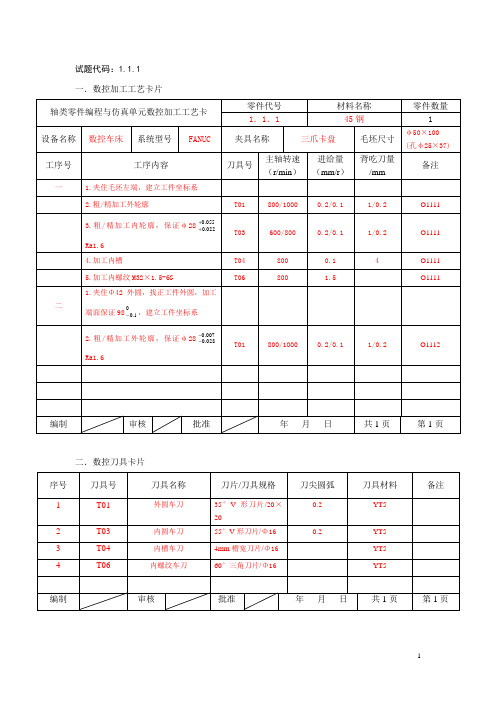
试题代码:1.2.2一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片
一.数控加工工艺卡片
二.数控刀具卡片。
机械加工工艺卡片模板

Φ70×44
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
夹正已车外圆,靠平已车端面。
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
车床
三爪
15
车
夹正 外圆,粗精车端面至总长40。粗精车外圆 ,倒外圆角 。
车床
三爪
20
车
调头夹已车外圆,靠平已车端面。粗精车另一端面至总长38.5,车 肩面,割 槽,控制尺寸25,倒肩面角 。
车床
三爪
25
钻
定 外圆,钻 孔为 深15控制与 外圆对称。
立式钻床
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
C620-1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
夹正已车外圆,靠平已车端面。
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
C620-1
夹具编号
夹具名称
切削液
3
钻模
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
钻 孔为 ,
立钻
200
14.4
车床
三爪
15
车
夹正 外圆,粗精车端面至总长40。粗精车外圆 ,倒外圆角 。
车床
三爪
20
车
调头夹已车外圆,靠平已车端面。粗精车另一端面至总长38.5,车 肩面,割 槽,控制尺寸25,倒肩面角 。
车床
三爪
25
钻
定 外圆,钻 孔为 深15控制与 外圆对称。
立式钻床
皮带轮造型及数控加工工艺工序卡片

第3张
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
3
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45、90°车刀
游标卡尺
0.02
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
粗车φ58圆柱面保证长度为27mm
Φ58
34
2.5
1.25
0.52
2.0
0.59
1
4
粗车台阶面
0.3
6.33
0.76
1
5
精车φ85圆柱面,保证长度2
Φ55
1
0.5
0.3
6.33
1.79
1
6
精车φ85外圆至φ82 ,并保证长度分别为55mm
Φ47
1
0.5
0.3
6.33
1.79
1
7
精车φ58外圆φ55 圆柱面,保证长度为27
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
产品型号
零(部)件代号
零(部)件名称
皮带轮
工序号
3
设备
材料
名称
卧式车床
名称
45钢
型号
CK6140
硬度
200HBS
夹具名称、编号
三爪卡盘
刀具
量具
辅具
名称
规格
名称
规格
名称
规格
车刀
45、90°车刀
游标卡尺
0.02
技术等级
工时定额
班产量
准备及
终结时间
工作地点
服务时间
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
粗车φ58圆柱面保证长度为27mm
Φ58
34
2.5
1.25
0.52
2.0
0.59
1
4
粗车台阶面
0.3
6.33
0.76
1
5
精车φ85圆柱面,保证长度2
Φ55
1
0.5
0.3
6.33
1.79
1
6
精车φ85外圆至φ82 ,并保证长度分别为55mm
Φ47
1
0.5
0.3
6.33
1.79
1
7
精车φ58外圆φ55 圆柱面,保证长度为27
基本时间
辅助
时间
单件
时间
工
步
号
工步名称及内容
加工表面尺寸
切削用量
直径或宽度
长度
加工计算长度
切深mm
进给量
Mm/r
转速或
双行程数
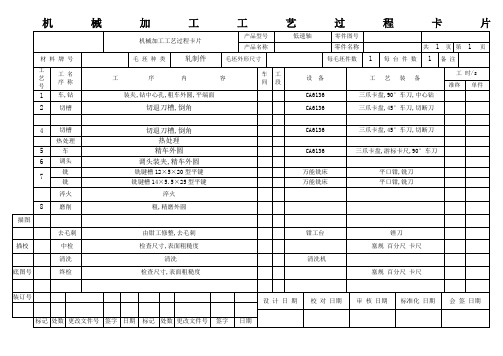
机械加工工艺过程卡片
车床
CA6136
夹具编号
夹具名称
通用夹具
工位器具编号
工位器具名称
每台件数 1
同时加工件数
切削液
工序工时 /s
准终
单件
工步号 工
步
内
1 调头装夹
2 半精车φ40.5--39×58mm
3 半精车φ46.5--45.5×90mm
4 半精车φ51.8--50×28mm
容
工艺装备
主轴转速 r/min
切削速度 m/min
0.67
0.4
2
1
三爪卡盘,45°车刀,切断刀
设 计 日 期 校 对 日期 审 核 日期 标准化 日期 会 签 日期
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序 3 卡片
机械加工工序卡片
产品型号 产品名称
减速器
车间
毛坯种类
零件图号
零件名称 低速轴
共 1 页第 1 页
机
材料牌号
工 艺 号
工名 序称
1 车,钻
2 切槽
械
加
工
工
艺
过
程
卡
片
机械加工工艺过程卡片
毛坯种类
轧制件
产品型号 产品名称 毛坯外形尺寸
低速轴
零件图号 零件名称
每毛坯件数 1
共 1 页第 1 页 每台件数 1 备注
工
序
内
容
装夹,钻中心孔,粗车外圆,平端面
切退刀槽,倒角
车工 间段
设备
CA6136 CA6136
mm
进给次数
工步工时 机动 辅助
低速档 高速档
机械加工工艺过程卡片+工序卡

700
80
7
扩4×Φ12H7至4×Φ11.8
T05
Φ11.8钻头
500
90
8
扩2×Φ30H7至2×Φ19
T06
Φ19钻头
300
80
编制
审核
批准
共4页
第1页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
凸块
锻铝
LX07-01
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
20
711/712/713/71
Φ16高速钢直柄立铣刀
Φ16
强力铣夹头刀柄
BT40-C22-95
C22
卡簧C22-16
3
T03
Φ2中心钻
Φ2
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧ER25-10
4
T04
Φ8.5高速钢直柄麻花钻头
Φ8.5
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
5
T05
Φ11.8高速钢锥柄麻花钻头
15
铰4×Φ12H7( )Ra1.6成
T12
Φ12H7铰刀
200
100
内径表
千分尺
16
攻6×M10-7H螺纹成
T13
M10-H2丝锥
200
300螺Leabharlann 规编制审核批准
共4页
第2页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
80
7
扩4×Φ12H7至4×Φ11.8
T05
Φ11.8钻头
500
90
8
扩2×Φ30H7至2×Φ19
T06
Φ19钻头
300
80
编制
审核
批准
共4页
第1页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
凸块
锻铝
LX07-01
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
20
711/712/713/71
Φ16高速钢直柄立铣刀
Φ16
强力铣夹头刀柄
BT40-C22-95
C22
卡簧C22-16
3
T03
Φ2中心钻
Φ2
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧ER25-10
4
T04
Φ8.5高速钢直柄麻花钻头
Φ8.5
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
5
T05
Φ11.8高速钢锥柄麻花钻头
15
铰4×Φ12H7( )Ra1.6成
T12
Φ12H7铰刀
200
100
内径表
千分尺
16
攻6×M10-7H螺纹成
T13
M10-H2丝锥
200
300螺Leabharlann 规编制审核批准
共4页
第2页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件