电焊条知识
焊接方法与设备第2章 焊条电弧焊知识讲解
19
(2)BX1—300型弧焊变压器 BX1—300是动铁式弧焊变压器,它由一个口字形固定铁心和一
个梯形活动铁心组成,活动铁心构成了一个磁分路,以增强漏 磁使焊机获得陡降外特性。她的一次侧和二次侧绕组各自分成 两半,分别绕在变压器固定铁心上,一次侧绕组两部分串联接 电源,二次侧绕组两部分并联接焊接回路。 BX1-300焊机的焊接电流调节方便,仅需移动铁心就可满足电流 调节要求,其调节范围为75-400A,调节范围广。当活动铁心由 里向外移动而离开固定铁心时,漏磁减少,则焊接电流增大, 反之,焊接电流减少。其梯形动铁心相对固定铁心移动调节电 流大小,如图2-9所示。
20
图2-9 动铁心相对固定铁心移动调节电流
Ⅰ—静铁心 Ⅱ—动铁心 δ—气隙长度
21
2.弧焊整流器 (1)硅弧焊整流器 硅弧焊整流器是以硅二极管作为整流元件,利用降压变 压器将50Hz的单相或三相交流电网电压降为焊接时所需的低电压,经硅整 流器整流和电抗器滤波后获得直流电的直流弧焊电源。硅弧焊整流器曾一 度是直流弧焊发电机的替代产品之一,现有被晶闸管式弧焊整流器、弧焊 逆变器替代的趋势,其型号有ZXG—160、ZXG—400等。硅弧焊整流器的组 成如图2-10所示。
16
三、 常用焊条电弧焊电源 1.弧焊变压器 (1)BX3—300型弧焊变压器 BX3—300型弧焊变压器属于动圈式,是生 产中应用最广的一种交流焊机,其外 形如图2-7所示。它是依靠一、二次 侧绕组间漏磁获得陡降外特性的。
图2-7 BX3—300型弧焊变压器外形 17
其结构如图2-8所示,它有一 个高而窄的口字形铁心。变压 器的一次侧绕组分成两部分, 固定在口形铁芯两芯柱的底部。 二次侧绕组也分成两部分,装 在两铁心柱的上部并固定于可 动的支架上,通过丝杆连接, 转动手柄可使二次侧绕组上下 移动,以改变一、二次侧绕组 间的距离,从而调节焊接电流 的大小。
教你焊条的存储与保养知识

教你焊条的存储与保养知识焊条的存储(1)各类焊条必需分类、分商标堆放,防止紊乱。
(2)焊条必需寄存在较枯燥的仓库内,建议室温在10°C以下,相对湿度小于60%。
(3)各类焊条存储时,必需离地上高300mm,离墙壁300mm以上寄存,以免受潮。
(4)普通焊条一次出库量不克不及超越两天的用量,曾经出库的焊条,必需要保管好。
焊条运用前的烘干与保管(1)酸性焊条对水分不敏感,金桥电焊条而有机物金红石型焊条能允许有更高的含水量。
金桥电焊条价钱所以要依据受潮的详细状况,在70-150°烘干一小时,存储工夫短且包装优越,普通运用前可不烘干。
(2)碱性低氢型焊条在运用前必需烘干,以降低焊条的含氢量,避免气孔、裂纹等缺陷发生,普通烘干温度为350°C、一小时。
不成将焊条在高温炉中忽然放入或忽然冷却,以免要皮干裂。
含氢量有非凡要求的,烘干温度应进步到400-500°C,一至量个小时。
经烘干的碱性焊条最好放入另一个温度节制在50-100°C低温烘干箱中寄存,并随用随取。
(3)烘干焊条时,每层焊条不克不及堆放太厚(普通1-3层)以免焊条烘干时受热不均和潮气不易扫除。
(4)露天操作时,隔夜必需将焊条妥帖保管、不答应露天寄存,应该在低温箱中恒温寄存,不然次日运用前必需从新烘干。
耐磨焊条焊接构件在实践运用中要承当各类各样的力,焊接缝设计时就必需思索使之到达必然的力学功能目标,焊时就必需接纳各类响应的办法到达这种要求,如选择恰当的焊接办法,合用的耐磨焊条,得当的焊接工艺标准和其他该当接纳的办法。
比方,用碳素构造钢Q235,低碳钢20,低合金钢345等资料制造的焊接构造件,其受力焊缝对焊接时要开恰当的焊接坡口以包管焊透,并选用响应强度品级的焊接资料以包管与母材等强度,受力的角焊缝了要经由核算才干确定其焊脚尺寸,为了补足开孔后对构件受力的影响,在开孔处要加焊补强圈,其尺寸须经由受力核算并思索接头的实践状况给出足够的平安系数。
焊工(焊条电弧焊)初级理论知识试卷(后面附答案)

焊工(焊条电弧焊)初级理论知识试卷(后面附答案) 注 意 事 项 1、本试卷依据《焊工》国家职业标准命制, 考试时间:120分钟。
2、请在试卷标封处填写姓名、准考证号和所在单位的名称。
3、请仔细阅读答题要求,在规定位置填写答案。
一、单项选择题(第1题~第160题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题0.5分,满分80分。
) 1.( )是一种社会意识形态,是人们共同生活及其行为的准则与规范。
A 、法律 B 、准则 C 、要求 D 、道德 2.有关道德与法律下面说法正确的是( )。
A 、道德与法律产生的社会条件是相同的 B 、道德与法律的表现形式相同 C 、道德与法律的推行力量不同 D 、道德与法律的制裁方式相同 3.法律与道德都是人们的( )。
A 、个人生活准则 B 、个人行为准则 C 、社会行为规范 D 、自我约束力 4.中华民族传统美德的核心是( )。
A 、集体主义 B 、爱国主义 C 、仁爱主义 D 、亲善友好 5.企业文化以人为管理主体,以( )的共识为核心,以群体的行为为基础,以形成最佳的管理机制为目的,是一种特殊的管理哲学。
A 、集体利益 B 、企业精神 C 、生产活动 D 、奉献精神 6.( )是社会道德要求在职业行为和职业关系中的具体体现。
A 、人际关系 B 、生产关系 C 、经济关系 D 、职业道德 7.职业道德的意义之一是有利于推动( )。
A 、企业体制改革 B 、产品价格的提高 C 、不计报酬超强工作 D 、社会主义物质文明和精神文明建设 8.下列( )是职业道德的特点的重要组成部分。
A 、社会主义企业建设 B 、社会主义道德标准 C 、社会主义道德体系 D 、社会主义道德规范 9.职业道德的内容很丰富,它包括( )、职业道德守则、职业道德行为规范,以及职业道德培养和职业道德品质等内容。
A 、职业道德意识B 、业务素质C 、政治素质D 、个人行为10.下列关于职业道德是事业成功的保证的说法中,正确的是( )。
焊接基础知识5

焊接基础知识51、焊条电弧焊焊接回路由、、、、和组成。
2、弧焊电源的作用是为焊接电弧稳定燃烧提供所需要的合适的和。
3、是焊接回路中的负载。
4、焊条电弧焊时,焊条既作为,又作,熔化后与母材熔合形成。
5、焊条前端药皮有左右的倒角,作用是。
6、焊芯的作用是和。
7、焊条药皮的作用有、、。
8、按焊条药皮熔化后的熔渣特性,焊条可分为、。
9、焊条焊接时易放出氧,因而对工件的铁锈,油污等污物不敏感。
10、酸性焊条可采用、焊接电源,使用于位置的焊缝,焊前焊条的烘干温度。
11、酸性焊条的缺点是焊缝金属的差,尤其是焊缝金属的和均低于碱性焊条形成的焊缝。
12、酸性焊条仅使用于一般和的普通低合金结构的焊接。
13、碱性焊条的熔渣成分主要是和。
14、碱性焊条药皮中的萤石有较好的去氢能力,故焊缝中含氢量低,所以也称。
15、使用碱性焊条,焊缝金属的尤其是、和都比酸性焊条好,所以这类焊条适用于和焊接。
16、碱性焊条的主要缺点是,对、及等较敏感。
17、使用碱性焊条焊接前,要严格烘干焊条,并且仔细清理焊件,在施焊时应始终保持操作。
18、碱性焊条电弧稳定性差,不加稳弧剂时只能采用焊接。
19、焊条型号是指;焊条牌号是指。
20、开破口是为了保证电弧能深入接头,使根部焊透并便于以获得较好的成形。
21、根部间隙的作用。
22、钝边的作用是。
23、根部半径的作用是。
24、焊接接头的坡口根据其形状不同可分为、和三类。
25、焊接接头的基本型坡口有、、、、 5种。
26待焊接上的称为坡口面,两坡口面之间的夹角称为。
27、焊接开坡口时,沿焊件接头坡口根部的部分叫钝皮,钝边的作用是。
28、叫根部间隙,又称为,其作用是。
29、焊缝表面与母材的叫焊趾,焊缝表面两焊趾之间的距离叫。
30、超出母材表面连线上面的那部分焊缝金属的最大高度叫。
31、焊条电弧焊的余高值一般为。
32用方法连接的接头称为焊接接头;焊接接头由、、 3部分组成。
33、焊接接头的5种基本类型是和。
34、对焊接接头常用的坡口形式有。
电焊操作基本知识

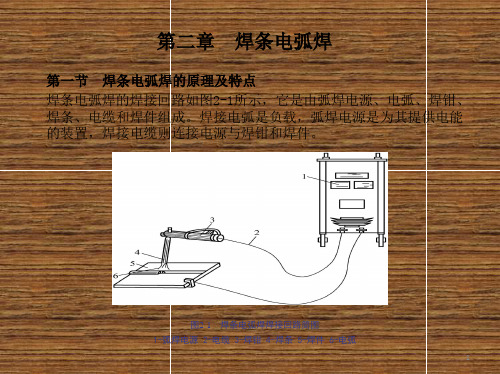
电焊操作基本知识电焊操作基本知识手工电弧焊(简称手弧焊)是以手工操作的焊条和被焊接的工件做为两个电极,利用焊条与焊件之间的电弧热量熔化金属进行焊接的方法。
一、手工电弧焊原理焊接过程:手工电弧焊由焊接电源、焊接电缆、焊钳、焊条、焊件、电弧构成回路,焊接时采用焊条和工件接触引燃电弧,然后提起焊条并保持一定距离,在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧,产生高温,焊条和焊件局部加热到融化状态。
焊条端部熔化的金属和被熔化的焊件金属熔合在一起,形成熔池。
在焊接中,电弧随焊条移动,熔池中的液态金属逐步冷却结晶后便形成焊缝,两焊件被焊接在一起。
在焊接中,焊条的焊芯熔化后以熔滴的形式向熔池过渡,同时焊条涂层产生一定量气体和液态熔渣。
产生的气体充满在电弧和熔池周围,隔绝空气。
液态熔渣比液态金属密度小,浮在熔池上面,从而起到保护熔池作用。
熔池内金属冷却凝固时熔渣也随之凝固形成焊渣覆盖在焊缝表面,防止高温的焊缝金属被氧化,并且降低焊缝的冷却速度。
在焊接过程中,液态金属与液态熔渣和气体间进行脱氧、去硫、去磷、去氢等复杂的冶金反应,从而使焊缝金属获得合适的化学成分和组织。
二、电弧引燃方法接触短路引弧法,用于手工电弧焊中,接触短路引弧法的过程见下图。
三、 焊接电弧的稳定性 影响焊接稳定性的因素:1) 焊工操作技术:如焊接操作中电弧长度控制不当,将会产生断弧;2) 弧焊电源:a 弧焊电源特性,符合电弧燃烧的要求时,稳定性好,反之则差;b 弧焊电源的种类。
直流焊接电源比交流弧焊电源的电弧稳定性好;c 弧焊电源的空载电压。
越高引弧越容易,电弧燃烧的稳定性越好,但空 载电压过高时对焊工人身安全不利。
3) 焊接电流:焊接电流大,电弧温度高,电弧燃烧越稳定;4) 焊条涂层:焊条涂层中含电离电位较低的物质(如钾、钠、钙的氧化物) 越多,气体电离程度越好,导电性越强,则电弧燃烧越稳定;5) 电弧长度:电弧长度过短,容易造成短路;过长就会产生剧烈摆动,破 坏焊接电弧稳定性,而且飞溅大;6) 焊接表面状况、气流、电弧偏吹等:表面不清洁,气流,大风,电弧偏 吹等都会降低电弧燃烧稳定性。
电焊条的选购指南

电焊条的选购指南电焊条是一种常见的焊接材料,广泛应用于建筑、制造业等领域。
选择适合的电焊条对于焊接质量和效果至关重要。
本文将为您提供一些选购电焊条的指南,帮助您做出明智的选择。
一、了解电焊条的基本知识电焊条是一种焊接工艺材料,一般由焊芯和外壳组成。
焊芯是电焊条的核心部分,负责提供熔融金属,而外壳则起到保护焊缝、稳定电弧的作用。
在选购电焊条时,需要了解以下几个关键参数:1.1 焊接特性根据不同的焊接需求,电焊条可分为多种类型,如碱性电焊条、钙钛型电焊条等。
不同类型的电焊条具有不同的焊接特性,选择适合焊接等的类型是十分重要的。
1.2 电流类型电焊条的电流类型有交流和直流两种。
交流电焊条适用于使用交流电源进行焊接,而直流电焊条适用于直流电源。
在购买时需要根据所使用的电源类型来选择电流类型。
1.3 规格和尺寸电焊条的规格和尺寸对于焊接质量和效果也很关键。
一般来说,较大直径的电焊条适用于大型焊接项目,而较小直径的电焊条适用于小型焊接项目。
在选购时,需要根据具体的焊接需求选择合适的规格和尺寸。
二、选择适合的电焊条类型2.1 碱性电焊条碱性电焊条适用于焊接低合金钢和普通钢。
它具有良好的焊接性能、较高的焊接强度和较好的焊接外观,是常见的焊接材料之一。
2.2 钙钛型电焊条钙钛型电焊条适用于焊接高合金钢、低温合金钢等。
它具有低氢均匀性、热效应小等特点,适用于高强度焊接,但价格相对较高。
2.3 不锈钢电焊条不锈钢电焊条适用于焊接不锈钢等特殊材料。
它具有良好的耐蚀性和抗裂性能,焊缝美观。
2.4 铸铁电焊条铸铁电焊条适用于焊接铸铁等。
它具有较好的抗拉强度和硬度,适用于修复工作。
三、注意选购细节3.1 查看包装在购买电焊条时,要注意查看包装的完好性。
包装应该没有破损或潮湿,以确保电焊条的质量。
3.2 质量认证选择经过质量认证的电焊条是非常重要的。
常见的质量认证标志有CCC认证、ISO认证等。
这些认证保证了电焊条符合国家和行业标准,质量有保障。
电焊基础知识
电焊基础知识电焊基本知识1.什么叫焊接?答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接.2.什么叫电弧?答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。
〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。
〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。
〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。
3.什么叫母材?答:被焊接的金属#-叫做母材。
4.什么叫熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴#-叫做熔滴。
5.什么叫熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分#-叫做熔池。
6.什么叫焊缝?答:焊接后焊件中所形成的结合部分。
7.什么叫焊缝金属?答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。
8.什么叫保护气体?答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体#-保护气体。
9.什么叫焊接技术?答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称—叫焊接技术。
10.什么叫焊接工艺?它有哪些内容?答:焊接过程中的一整套工艺程序及其技术规定。
内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
11.什么叫CO2焊接?答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。
12.什么叫MAG焊接?答:用混合气体75#95% Ar + 25#5 % CO2 ,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化极气体保护焊—称为MAG焊。
13.什么叫MIG焊接?答〈1〉用高纯度氩气Ar≥ 99.99%做保护气体的熔化极气体保护焊接铝及铝合金、铜及铜合金等有色金属;〈2〉用98% Ar + 2%O2 或95%Ar + 5%CO2做保护气体的熔化极气体保护焊接实心不锈钢焊丝的工艺方法#称为MIG焊。
了解电焊条的基本知识

了解电焊条的基本知识电焊条是电焊工作中常用的焊接材料,它是由焊工用来进行金属连接和修复的重要工具。
了解电焊条的基本知识对于从事焊接工作的人员来说至关重要。
本文将介绍电焊条的定义、分类、特点和使用注意事项,以帮助读者更好地了解和掌握电焊条的基本知识。
一、电焊条的定义电焊条,也称为焊条或焊丝,是一种焊接材料,由焊芯和药皮(包覆层)组成。
焊芯是由金属材料制成的,药皮则包裹在焊芯外层,用于保护焊芯和改善焊接性能。
二、电焊条的分类根据焊芯材料的不同,电焊条可分为常用焊条和特种焊条两大类。
1. 常用焊条:常用焊条适用于一般焊接工作,包括碳钢焊条、低合金焊条、不锈钢焊条等。
这些焊条具有焊接应力低、焊接速度快等特点,广泛应用于制造业和修复领域。
2. 特种焊条:特种焊条根据焊接材料的不同,可分为铝焊条、铜焊条、镍焊条、铁焊条等。
特种焊条具有特殊的焊接性能和应用特点,适用于特殊材料的焊接工作。
三、电焊条的特点电焊条具有以下几个特点:1. 焊接性能稳定:电焊条的焊接性能稳定,能够保证焊接接头的质量和可靠性。
2. 易于操作:电焊条操作简便,只需将焊条插入焊条夹即可进行焊接。
适合不同层次的焊接人员使用。
3. 适应性强:电焊条可用于各种金属材料的焊接,包括碳钢、低合金钢、不锈钢等。
4. 遮蔽效果好:焊条的药皮在焊接时形成一层气雾,能有效遮蔽气体、液体和杂质对焊接区域的影响。
四、电焊条的使用注意事项使用电焊条时需要注意以下几点:1. 选择合适的电焊条:根据焊接材料和焊接工艺要求,选择适合的电焊条,以确保焊接质量和效果。
2. 焊接位置和环境:在焊接前应清理焊接位置,并确保焊接环境通风良好,以防止焊接过程中产生有害气体的积累。
3. 焊接工艺参数:根据焊接材料的要求,合理设置热焊接参数,包括电流、电压和焊接速度等。
4. 个人防护措施:焊接过程中应佩戴防护眼镜、手套和防护服等个人防护装备,以保护自身安全。
5. 药皮处理:焊条的药皮需在焊接前去除,以提高焊接质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊条相关知识
一、相关介绍
1、发达国家电焊条产量占钢产量的0.2%~0.4%,我国电焊条产量占钢产量的0.6%,焊条占全部焊接材料产量的75%左右。
2、各类焊条的构成比例大致为:普通结构钢焊条约占87%,低氢型结构焊焊条约占7.5%,不锈钢焊条约占 1.4%,其他类型焊条约占4.1%。
3、年产焊条10万吨以上的有:天津大桥、天津金桥、四川大西洋。
4、药皮质量系数=药皮质量/带药皮的这部分焊芯质量,一般焊条药皮的质量系数为35%~55%。
二、酸性焊条和碱性焊条
1、酸性焊条和碱性焊条划分的主要依据是药皮熔渣的酸碱度,即熔渣中酸性氧化物和碱性氧化物的比例。
2、酸性焊条的特点
电弧柔软、飞溅小、熔渣流动性和覆盖性好,因此焊缝外观美观、焊波细密、成形平滑;药皮中含有较多的氧化铁、氧化钛和氧化硅等,其氧化性较强,因此,焊接过程中合金元素烧损较多。
同时,由于焊缝金属中氧和氢的含量较多,因而苏醒、韧性较低。
3、碱性焊条的特点
熔滴过程是短路连接,电弧不够稳定,熔渣的覆盖性差、焊缝形状凸起,且焊缝外观波纹粗糙,但在向上立焊时,容易操作。
药皮中含有多量的大理石和萤石,萤石中的氟化钙在高温时与氢结合形成氟
化氢,从而较低了焊缝中的含氢量。
4、性能对比
三、焊条的分类
1、按药皮成分分类
焊条可按药皮的主要成分进行分类,确定焊条的药皮类型,如钛钙型,唯有低氢型例外,虽然低氢型焊条药皮的主要成分是钙、镁的碳酸盐和萤石,但却以焊缝中含氢量低作为其主要特征而命名。
对于有些药皮中黏粘剂分别为钾水玻璃或钠水玻璃,因此,同一药皮类型又可以进一步划分为钾型和钠型,如低氢钠型。
2、按用途分类
焊条牌号中按焊条的主要用途分为以下10大类:
焊条大类
代号
拼音汉字
△结构钢焊条J 结△耐热钢焊条R 热△铬不锈钢焊条G 铬
△铬镍不锈钢焊条 A 奥
堆焊焊条 D 堆
低温钢焊条W 温
铸铁焊条Z 铸
镍及镍合金焊条Ni 镍
铜及铜合金焊条T 铜
铝及铝合金焊条L 铝
四、焊条型号
1、焊条型号是以焊条国家标准为依据、反应焊条主要特性的一种表示方法。
型号应包括以下含义:焊条、类别、特点、药皮类型、焊接电源等。
2、焊条型号与国家标准对照
焊条大类
标准
标准号名称
碳钢焊条GB/T 5117 《碳钢焊条》低合金钢焊条GB/T 5118 《低合金钢焊条》
不锈钢焊条GB/T 983 《不锈钢焊条》
堆焊焊条GB/T 984 《堆焊焊条》
铸铁焊条GB/T 10044 《铸铁焊条及焊丝》铝及铝合金焊条GB/T 3669 《铝及铝合金焊条》镍及镍合金焊条GB/T 13814 《镍及镍合金焊条》铜及铜合金焊条GB/T 3670 《铜及铜合金焊条》
3、主要类型焊条型号表示方法
①碳钢焊条
举例:
碳钢焊条分E43系列和E50两个系列,43表示熔敷金属抗拉强度最小值为43Kgf/mm²(420MPa);50系列表示熔敷金属抗拉强度最小值为50Kgf/mm²(490MPa)。
第三位数字:0和1表示适用于全位置焊接;2表示适用于平焊和平角焊;4表示适用于向下焊。
适用于全位置焊接的E43、E45系列常见碳钢焊条型号与药皮类型对照见下表:
型号中第3、4位数字药皮类型型号中第3、4位数字药皮类型
01 钛铁矿型12 高钛钠型
03 钛钙型13 高钛钾型
10 高纤维钠型15 低氢钠型
11 高纤维钾型16 低氢钾型
②低合金焊条
低合金焊条型号的表示方法与碳钢焊条类似,如E5018-A1表示:焊条、熔敷金属抗拉强度最小值为50Kgf/mm²(490MPa),适用于全位置焊接,焊条药皮为铁粉低氢型,可用交流或直流反接焊接,A1表示熔敷金属化学成分分类编号。
其中字母表示低合金焊条的类别,数字对该类别焊条中的主要化学成分分类。
字母低合金焊条的类别字母低合金焊条的类别
A 碳铬钢焊条 C 镍钢焊条
B 铬钼钢焊条 D 锰钼钢焊条
③不锈钢焊条
不锈钢焊条型号根据熔敷金属化学成分、药皮类型、焊接位置和电源类型划分,不同于碳钢和低合金钢焊条型号表示方法的是,不锈钢焊条不体现熔敷金属的最低抗拉强度。
五、焊条牌号
1、焊条牌号是对焊条产品的具体命名,由焊条厂制定,如普通钛钙型低碳钢焊条,上海产的“上焊-12A”,天津产的“T-50”,兰州产的“CH-422”。
2、众多的牌号给用户选用带来不便,因此从1968年起,焊条行业开始采用统一牌号,如上述焊条统一命名为J422。
目前,为了创名牌、加强市场竞争力,有些厂又陆续开始编制自己的产品牌号,如大西洋的J422(E4303)和A102(E308-16)焊条牌号分别为CHE422和CHS102,上海的则为SH.J422及SH.A102,而锦泰则称为KT-42和JS-308。
但不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签上注明该产品“符合国标”或“相当于国标”某型号的焊条。
2、各类焊条的牌号(如J422)中第三位数字均表示焊条药皮的类型,这一点与焊条型号也不同,焊条牌号中第三位数字与药皮类型的对应见下表。
数字药皮类型数字药皮类型
1 氧化钛型 6 低氢钾型
2 钛钙型7 低氢纳型
3 钛铁矿型8 石墨型
4 氧化铁型9 盐基型
5 纤维素型0 不属于已规定的类型
3、主要类型焊条牌号表示方法
①结构钢焊条
②钼和铬钼耐热钢焊条
其中第一位数字表示铬(Cr)和钼(Mo)的含量,其范围是从1到8,数字越大,熔敷金属中铬和钼的含量也越大。
第二位数字用以区分除铬和钼的以外其他成分含量的不同。
③低温钢焊条
常用低温钢焊条一般工作温度均低于-60℃,低温钢焊条中W10X 表示其工作温度为-100℃。
④不锈钢焊条
不锈钢焊条分铬不锈钢焊条、奥氏体不锈钢焊条,其中铬(Cr)不锈钢焊条用“G”或“铬”表示,奥氏体不锈钢焊条用“A”或“奥”表示。
不锈钢焊条牌号(如G302、A102)第一位数字表示主要成分“铬”、“镍”的含量,数字越大表示含“铬”、“镍”越多,第二位数字用以区分除铬、镍的以外其他成分含量的不同。