干式气柜安装的关键环节
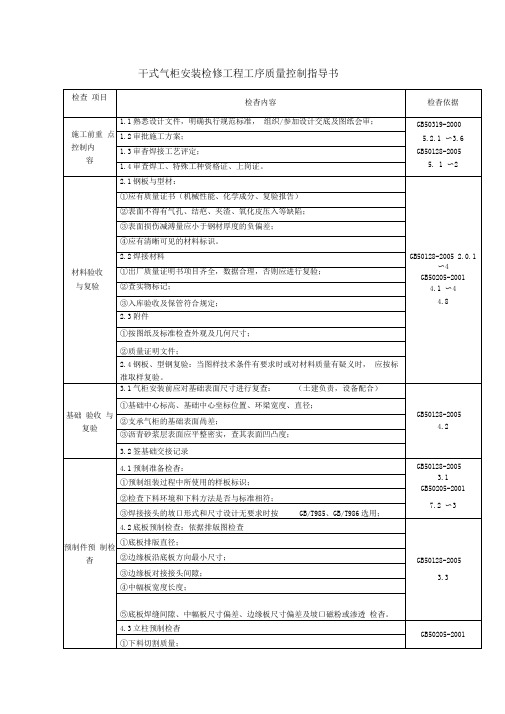
干式气柜安装检修工程工序质量控制指导书
设计图样
(2006FS-77/SM3
17供参考)
①活塞支架垂直度检查;
②活塞挡板组装后高度检查;
③焊缝检查;
④密封安装用槽钢焊缝煤油渗透检查及二次吹入压缩空气渗漏检查;
⑤T档板内侧密封用角钢与活塞档板顶环梁外周间隙尺寸检查;
5.8T挡板安装检查
设计图样
(2006FS-77/SM3
供参考)
①焊接外观检查;
②储液罐盛装介质及配比检查;
③测量标尺刻度检查;
5.12容量指示器安装检查
设计图样
(2006FS-77/90
供参考)
焊接 与
修补
6.1焊接材料烘干、发放、回收、使用情况检查
GB50128-2005
材料验收
与复验
2.1钢板与型材:
GB50128-2005 2.0.1〜4
GB50205-2001
4.1〜4
4.8
①应有质量证书(机械性能、化学成分、复验报告)
②表面不得有气孔、结疤、夹渣、氧化皮压入等缺陷;
③表面损减溥量应小于钢材厚度的负偏差;
④应有清晰可见的材料标识。
2.2焊接材料
①出厂质量证明书项目齐全,数据合理,否则应进行复验;
GB50128-2005
②其他圈侧板垂直度;
4.4
③侧板对接接头的间隙;
设计图样
④侧板组对错边量;
(2006FS-77/SM3
⑤侧板凹凸度;
8供参考)
⑥焊接检查;
⑦密封角钢以全部焊缝做煤油渗透检查。
5.4柜顶梁及顶板安装检查:
GB50128-2005
①复查包边角钢半径偏差;
4.5
②顶板搭接宽度检杳;
20000立方干式卷帘橡胶密封型气柜施工注意事项

20000立方干式卷帘橡胶密封型气柜施工注意事项20000m3干式卷帘橡胶密封型气柜施工注意事项摘要:本文在对2万m3的卷帘式干式气柜的结构特点进行了分析,同时指出了可能导致密封失效的因素,并指出在施工过程应注意哪些问题并采取相对应的策略,从而确保工程质量,建设优良工程。
关键词:干式气柜密封橡胶密封帘一、干式卷帘橡胶密封型气柜结构特点卷帘式干式气柜的工作原理是内外圈使用密封帘和加了活塞环的密封槽钢相结合,柜壁处使用密封角钢,然后用螺丝拧紧进行连接密封。
之后经过水平测平与调平设备推动活塞可以平稳快速升降。
这种装置的特点是密封比较严实、短时间内吞吐量大。
二、密封失效的因素分析关于密封使其失效的原因大致有以下几点:第一,气柜的底部、活塞板侧部,用的材料比较薄、易腐蚀,不好焊接。
尤其是活塞经过的区域,焊接部位质量不达标,在活塞急速反复升降的冲击下,更容易出现开裂现象,导致密封失败。
第二,密封帘采用的是橡胶材质。
这种材质在安装使用过程中最容易损坏。
比方说在开箱、散开、安装的时候,如果说使用方法不正确,很容易就会造成密封帘的划破、折皱错位、变形、和密封角钢连接不完全等导致密封失败的现象。
第三,需要和密封帘进行连接的设备,包括柜壁、T型挡板和波形板、活塞部位设施包括导向板、环,压条等,它们的接触面是不是光洁,是影响橡胶密封帘工作效果的关键因素。
如果这些设备和密封帘接触的部位有疤痕或者其他尖锐物件存在,那么就会对密封帘造成损伤,影响气柜在工作过程中的密封效果。
第四,测平和调平设备的准确性,是活塞装置平稳工作的保障。
假若这两个设备出现故障,会导致橡胶密封帘和侧壁之间相互挤压,从而出现密封帘破损,密封失败。
第五,气柜放散部位的正常工作,也是保证气柜密封效果的关键所在。
如果放散部位不能正常进行放、散,就会导致密封帘被扯破或者放散密封面泄露。
第六,在对气柜进行试验或者试用的时候,如果和密封帘有接触的部位落入一些尖锐物,会划伤密封帘,导致密封效果不佳。
干式煤气柜的安装方法

干式煤气柜的安装方法
煤气柜是贮存工业及民用煤气的钢制容器,有湿式煤气柜和干式煤气柜两种。
那么对于干式煤气柜的安装方法有哪些人一起随
(2)基柱是煤气柜的骨架和行走导轨,其间距通常为5~7m,安装时要精心调整间距以及径向和切线方向的垂直度。
(3)底部油沟一般先安装角部,后安装边部,油沟下面要紧贴基础,上平面水平度应控制在2mm以内,周边焊缝要作严密性试验。
(4)活塞安装一般由中心环向外和角部油沟方向同时对称进行,并利用活塞板控制活塞桁架的间距。
活塞板的焊接由中心环向外对称进行。
(5)柜体安装通常采用浮升正装法,用设在柜顶的移动小吊车或塔式起重机安装。
(6)压重块按设计要求和实际重量配置,并要考虑活塞倾斜情况。
(7)密封装置是密封煤气的关键部位,一般应在柜体结构安装完成、不再进行电焊和气割作业后开始安装。
安装顺序为:滑板组装一帆布组装一角部组装一油沟内组装一隔离装置组装277麟一检验
一注油。
(8)活塞走行试验在柜体与密封装置安装调试完成后进行,主要是对活塞倾斜、密封油系统、导轮、密封装置等进行综合性考核。
(9)走行试验分慢速和快速两种:先采用慢速(一般为1~
2m/rai’n)进行全行程上升或下降试验,完成后再进行快速下降试验。
气柜工序质量控制经验交流
干式气柜工序质量控制中油吉林石化公司炼油厂瓦斯回收系统增上30000m3干式气柜是吉化公司有史以来建造的第一台干式气柜,它和以往储存煤气的湿式气柜相比,在结构上,性能上有许多优点和独到之处,属于环保节能型项目。
此台干式气柜的建设成功,有着重要的意义,随后将有许多台干式气柜要建设,这就为监理市场开辟了新的活源,为吉化公司增值创效作出了新的贡献。
此台干式气柜控制手段先进,当活塞运行至低位下限时可自动切断出口阀门,并停压缩机,当活塞呈高位上限时,可发出报警信号,当活塞超极限时,可进行储存介质的自动放散,以防止发生活塞冲顶事故,活塞行程测量则采用机械式和雷达式双重测量体系互相连锁确保气柜在安全状态下运行。
因此,这吉化公司第一台干式气柜的诞生为吉林石化公司应用干式气柜开了一个先河,为节约能源改善保护环境起到了重大作用,监理工程师为保证质量而采取的严格的过程控制受到吉林石化公司工程部领导的好评质量控制是专业监理工程师四大控制中最重要的一环,大量的质量控制都是在安装制造过程中进行,因此,抓好气柜的安装质量过程控制是专业监理工程师的头等大事,首先要编制好监理细则, 监理规划,准备好图纸会审工作,施工单位是气柜施工制造的主体,严格审查施工单位的企业资质,人员资质,焊工,起重工等特殊工种资质,严格审核其质量保证体系是把住准入关的关键。
合格材料是建成优质气柜工程的基本条件,抓好材料报验是专业监理工程师基本主要工作之一。
掌握干式气柜结构及安装特点,紧紧抓住关键环节开专题会议,结合质量联合大检查进一步推动质量控制,预先防范强调重点,保证工程优质高效,使整个工程的质量自始至终处于受控状态。
下面分几个方面对气柜的质量控制进行论述。
一)严格审查把好准入关首先,根据工程具体情况编制监理细则,使其具有针对性和操作性,认真抓好材料报验,企业资质报验和特殊工种报验。
1材料报验:规范规定:钢结构工程所采用的钢材应具有质量证明书,并应符合设计的要求(注:此处所指的规范是钢结构工程施工及验收规范GB50205-2001)材料报验是监理工作的首要任务,材质符合要求是工程的主要的基本要求。
干式煤气柜浮升法施工中鸟形钩安装技术

2021 年第01 期Equipm ent & unit干式煤气柜浮升法施工中鸟形钩安装技术李文玉赵常俊刘贵福杨灿全周之宾(云南建投安装股份有限公司昆明650032)摘要:鸟形钩是干式煤气柜浮升安装侧板期间用于使活塞和柜顶随侧板安装高度增加不断上升和固定 的核心受力工装构件,其安装质量决定着气柜浮升期间的施工安全•本文以贵州水城钢铁厂的15万VPOC干式 煤气柜制作安装工程中的关键工序一鸟形钩工装安装为例,分析了鸟形钩安装难点及重点,并详细介绍了鸟形钓安装关键技术和质量控制措施,该技术确保了浮升法鸟形钩的安全使用功能、缩短了安装工期、节约了人工、降低了成本。
关键词:干式煤气柜鸟形钓测量安装精度底座焊接中图分类号:TU745. 7 文献标识码:B文章编号:1002-3607(2021)01-0028-03气柜浮升法中鸟形钩是连接活塞、柜顶的部件,承载活塞、柜顶、柜顶吊、施工平台及近100名作业人员 及施工机具的重量。
鸟形钩在气柜浮 升期间为不断承受拉、压转换的交变 荷载受力部件,活塞上升时为受压部 件,活塞停止时挂在立柱止动板的鸟 形钩上部受压、下部受拉。
如何控制 鸟形钩的安装精度和安装质量显得尤 为重要。
本文在水钢15万m3新型干式 高炉煤气柜施工过程中,通过实测立 柱的垂直度、导轮支架顶部标高及导 轮支架与立柱的尺寸,计算得出每个 鸟形钩底座的安装标高;鸟形钩安装 过程中再通过调整鸟形钩底座标高,使鸟形钩安装质量得到有效控制,确 保整个浮升过程安全可靠。
该技术能 够大幅缩短鸟形钩安装时间,有效节 约人工、机械、材料,工期,成本,值得类似工程参考与借鉴。
1工程槪况水钢15万m3新型干式高炉煤气柜 是由中冶赛迪工程公司改进、开发设 计的P O C煤气柜。
该P O C煤气柜柜体主要由侧板、立柱、柜顶、柜底板、活塞等组成;主要技术参数为公称容积 15x104m3,压力9500±150P a,柜体吞吐能力0m3/h~15000m3/h,侧板高度86.3m,柜体内径<))51.2m,活塞最大行程72.855m,柜体全高98.849m,防回转装置4个,立柱及浮升施工鸟形钩数量28个,活塞导轮56个。
浅谈干式气柜首次投用应注意的问题
浅谈干式气柜首次投用应注意的问题摘要:干式气柜是一个构造复杂操作条件严格的储气设备。
干式气柜调试、气密工作的好坏是能否保证干式气柜的安全运行的关键。
关键词:干式气柜调试气密前言:干式气柜是一个构造复杂操作条件严格的储气设备。
能否保证气柜的安全运行, 关键在于干式气柜调试、气密工作的好坏。
1 新建干式气柜的验收调试 :干式气柜及其它相关工艺配管安装完毕后气柜的验收试运转 ,主要是保证干式气柜各部分能按照设计正确安装。
1.1 调平装置1.1.1 目的 : 确保调平配重动作协调 , 滑轮转动灵活。
1.1.2 检查事项 :…调平配重导轨光滑,无突出物…各滑轮按照设计图纸安装正确…连接钢绳给脂润滑充分…调平钢绳安装正确…相关轴承充分润滑1.1.3 实施要领 : 在活塞和 T 型围栏的动作中进行。
1.2 活塞及 T 型围栏的水平调整1.2.1 目的 : 保证活塞和 T 型围栏的水平1.2.2 检查事项 :…确认鼓风机处于备用状态 , 随时可以启动…活塞及 T 型围栏上没有其它杂物…配重混凝土块己经等分配置…调平装置的准备工作完成…活塞着地时测定调平钢绳的张力 , 使之相等。
1.2.3 实施要领 :…送入空气 , 在活塞上升后进行水平测定 , 在容许的范围内使橡胶密封膜最大限度地上升 , 此后在活塞一次性下降 , 并在其刚刚着地之前(用活塞水平测定器) 进行水平测定。
…活塞水平存在偏差时 , 调整混凝土块,尽可能地调整水平…在活塞围栏的顶部放置粘土球 , 使活塞上升到 T 型围栏之前 , 测定粘土球的高度差 , 再用垫片调整高度1.2.4 调整标准 : 活塞水平度 -30~+3Omm1.3 活塞压力平衡用混凝土块的配置1.3.1 目的 : 确认活塞上混凝土块均匀配置1.3.2 实施要领 :…活塞和 T 型围栏的水平度超出判定标准时 , 应根据需要变更混凝土块的配置。
…变更混凝土块的配置后将钢绳的张力重新调整至均匀1.3.3 判断标准 :…活塞和T 型围栏的水平度在判定标准之内。
橡胶密封干式煤气柜制作与安装技术

1.2 柜体结构组成由侧板、支柱、柜顶、底板、活塞、T形挡板、密封橡胶膜、活塞调平装置、防风桁架、走廊及梯子平台等部件组成。
柜的外壳是由侧板、支柱、柜顶及底板构成的一个固定圆形几何体,其内部有一个可活动的活塞。
侧板与活塞之间的密封采用合成橡胶制的薄膜密封。
在活塞的外侧与侧板之间设置T形板,T档板前后的两圈密封胶、外圈密封橡胶连接于侧板和T形挡板之间,内圈密封橡胶连接于T形板和活塞之间,使气柜成为一个二段或密封的气柜。
1.2.1 气柜的底板用钢板搭接焊制而成。
1.2.2 气柜外壁用侧板和H型立柱焊制而成。
各段侧板均用加强角钢加固与立柱连接固定。
1.2.3 气柜的柜顶用型钢组成拱形骨架,在其中央部设有换气用的通风帽。
1.2.4 气柜的活塞有活塞板和活塞构件、砼坝、T挡板架台、T挡板构件等组成。
活塞板为球面,环形的砼坝置于活塞板周边之上。
活塞构件与T挡板架台之间、柜壁与T挡板构件之间通过两个环形橡胶密封帘连接,形成密封气室。
1.2.5 调平装置、煤气进出口管、自动放散管、柜容指示器等均为气柜的工艺设施。
1.3 工作原理采用二段式密封结构,在气柜内未储存气体时,活塞座落在底板上,T形档板座落在T档板台架上,,当气体逐步进气时,且到达一定的压力,活塞便开始上升,内侧密封橡胶膜开始向上卷动,这时,T形档板入外侧密封橡胶膜都不动作,随着气体的不断进入,活塞上升至活塞支架顶部碰到T形档板上部支架时,内侧密封橡胶膜被向上拉直,活塞已不能单独上升,当煤气继续进入,到达第二段压力时,活塞将与T档板同时上升,这时,外侧密封橡胶膜开始向上卷动,最后活塞及T档板上升到最高位置,外侧密封橡胶膜也被向上拉直,气柜便到达了最大储气量。
当气柜向外送气时,其过程与上述过程相反。
2.橡胶密封膜干式气柜制作工艺2.1 划线号料2.1.1 钢材和焊接材料的规格、型号必须符合设计要求,有合格的材质证明单,当对材料有疑意时,要对其进行复验。
2.1.2 钢材外表不得有大于0.5mm的划痕。
10万m3干式气柜施工工法
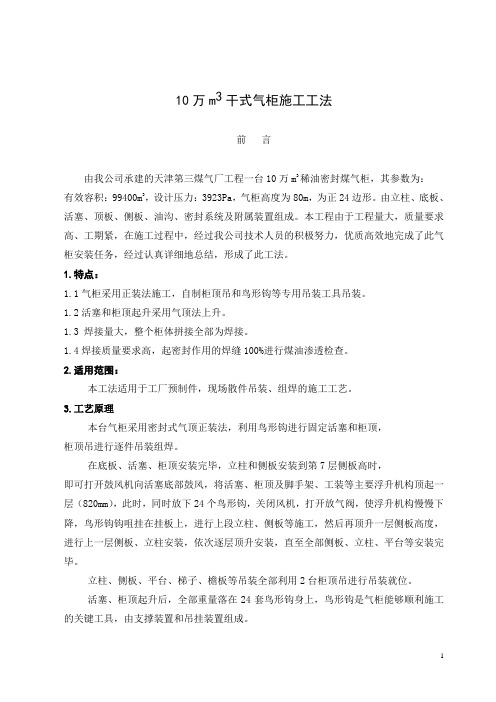
10万m3干式气柜施工工法前言由我公司承建的天津第三煤气厂工程一台10万m3稀油密封煤气柜,其参数为:有效容积:99400m3,设计压力:3923Pa,气柜高度为80m,为正24边形。
由立柱、底板、活塞、顶板、侧板、油沟、密封系统及附属装置组成。
本工程由于工程量大,质量要求高、工期紧,在施工过程中,经过我公司技术人员的积极努力,优质高效地完成了此气柜安装任务,经过认真详细地总结,形成了此工法。
1.特点:1.1气柜采用正装法施工,自制柜顶吊和鸟形钩等专用吊装工具吊装。
1.2活塞和柜顶起升采用气顶法上升。
1.3 焊接量大,整个柜体拼接全部为焊接。
1.4焊接质量要求高,起密封作用的焊缝100%进行煤油渗透检查。
2.适用范围:本工法适用于工厂预制件,现场散件吊装、组焊的施工工艺。
3.工艺原理本台气柜采用密封式气顶正装法,利用鸟形钩进行固定活塞和柜顶,柜顶吊进行逐件吊装组焊。
在底板、活塞、柜顶安装完毕,立柱和侧板安装到第7层侧板高时,即可打开鼓风机向活塞底部鼓风,将活塞、柜顶及脚手架、工装等主要浮升机构顶起一层(820mm),此时,同时放下24个鸟形钩,关闭风机,打开放气阀,使浮升机构慢慢下降,鸟形钩钩咀挂在挂板上,进行上段立柱、侧板等施工,然后再顶升一层侧板高度,进行上一层侧板、立柱安装,依次逐层顶升安装,直至全部侧板、立柱、平台等安装完毕。
立柱、侧板、平台、梯子、檐板等吊装全部利用2台柜顶吊进行吊装就位。
活塞、柜顶起升后,全部重量落在24套鸟形钩身上,鸟形钩是气柜能够顺利施工的关键工具,由支撑装置和吊挂装置组成。
4.工艺流程及操作要点4.1工艺流程4.1.1气柜基柱定位安装4.1.2气柜底板及油沟安装4.1.3气柜活塞架安装4.1.4气柜活塞板安装4.1.5鸟形钩工装系统及临时撑杆安装4.1.6气柜顶架安装4.1.7气柜顶板安装,风帽安装4.1.8第一节立柱安装4.1.9 第一至七层侧板安装4.1.10柜顶吊及其它工装设备安装,具备顶升条件。