标准(模具统计表格)
模具设计所需要的表格
备注
h1——凸模凹进卸料板高度1mm h2——凸模冲裁后进入凹模高度2mm t——材料厚度 h——卸料板工作行程 h凸——凸模修磨量(5mm) H自由=H/(0.25——0.3) H预=(0.10~0.15)H自由 n——橡胶个数
d——内径 p——单位面积产生的压力
橡胶的安装高度
H安=H自由- H预
卸料板槽设计
橡胶的设计步骤
项目 卸料板工作行程 h
公式 h= h1+ h2+t
橡胶工作行程H
H=h+ h凸
橡胶自由高度H自由 橡胶的预压缩量H预 每个橡胶承受预压缩力Fxy 橡胶的外径D
H自由=(3——4)H H预=15% H自由 Fxy= F卸/n D=
校核橡胶自由高度
0.5≤H自由/D≤1.5
确定搭边表格——排样
卸料力、推件力、顶件力系数
冲件材料
纯铜、黄铜 铝、铝合金
Kx
0.02~0.06 0.025~0.08
KT
KD
0.03~0.09 0.03~0.07
0.03~0.09 0.03~0.07
钢 (料厚 t/mm)
约0.1 > 0.1~0.5 > 0.5~2.5 > 2.5~6.5 > 6.5
300 420 630 150 300 200 80
50 70 230 300 30°
420 570 860 310 450 400 80
50 70 360 400 25°
380 540 800 230 360 280 100 200 60 80 350 370 30°
J23— 10 0
1000 130 38
J23— 1 2 5
模具加工课员工日产能(值)统计表

Kunshan new teng sheng precision mold co., LTD
模具加工课员工日产能(值)统计表
工段:加工者:工号:加工月份:
①
日期
图号
件号
加工数量
生管工时
实际工时
产值
备注
注:1、模具加工课的所有员工每天必须如实将当天的工作记录在本表中,下班后交于生产经理处;ห้องสมุดไป่ตู้产经理客观如实的对其工作进行确认。
2、各工段主管在自己下班前将当班的所有员工的的报表交于模具课长处;模具课长要严格要求每工段的所有人员做本事情,员工每少一次除当天产出为“0”外,罚款50元每次。
班长:模具课长:经理:
CMK计算表格
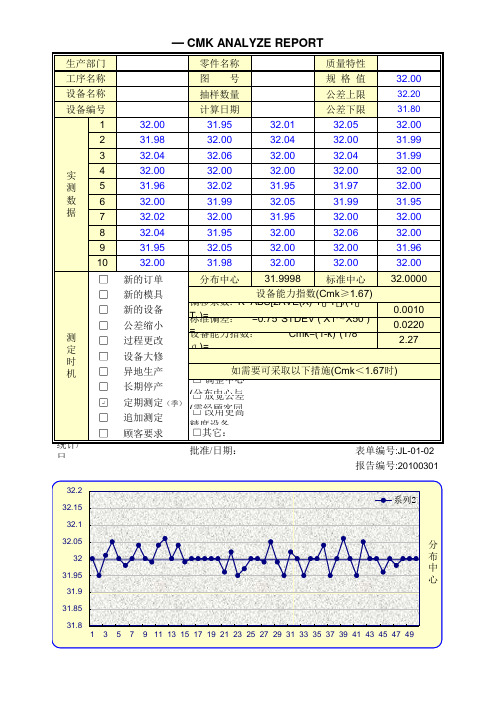
零件名称质量特性图 号规 格 值32.00抽样数量公差上限32.20计算日期公差下限31.80132.0031.9532.0132.0532.00231.9832.0032.0432.0031.99332.0432.0632.0032.0431.99432.0032.0032.0032.0032.00531.9632.0231.9531.9732.00632.0031.9932.0531.9931.95732.0232.0031.9532.0032.00832.0431.9532.0032.0632.00931.9532.0532.0032.0031.961032.0031.9832.0032.0032.00 新的订单分布中心31.9998标准中心32.0000 新的模具 新的设备0.0010 公差缩小0.0220 过程更改 2.27设备大修 异地生产 长期停产 □ 调整中心(分布中心与 定期测定(季) □ 放宽公差(需经顾客同 追加测定 □ 改用更高精度设备 顾客要求□其它:统计/日批准/日期:表单编号:JL-01-02 报告编号:20100301测定时机偏移系数:K=ABS[2AVE(X)-T U -T L ]/(T U -T L )=标准偏差: =0.75*STDEV ( X1~X50 )=设备能力指数(Cmk ≥1.67)设备能力指数: Cmk=(1-k)*(T/8σ)=如需要可采取以下措施(Cmk <1.67时)实测数据设备编号工序名称─ CMK ANALYZE REPORT生产部门设备名称31.831.8531.931.953232.0532.132.1532.2135791113151719212325272931333537394143454749系列2分布中心。
ISO9001:2015质量管理体系手册(模具加工行业)

XXX模具制造有限公司企业标准QM/XX-2020质量手册按ISO9001:2015要求编制版本号:A/0受控号:2020-5-1发布2020-5-1实施xxx有限公司发布修订记录目录批准令本《质量手册》是依据ISO9001:2015质量管理体系标准要求,结合本公司产品生产特点、生产规模和体制实际情况,为确保和提高产品质量,健全质量管理体系而编制。
本手册规定了本公司的质量方针和目标,对产品实现过程的持续改进、质量管理体系的有效运行规定了准则和方法。
本手册是本公司质量管理体系运行开展各项质量活动的指导性文件、法规性文件,现予以发布。
本公司全体员工务必认真学习,严格遵照执行,确保本手册得以认真有效的实施。
本手册于2020年五月一日起正式实施。
凡于本手册不一致的质量文件一律以本手册为准。
总经理:***2020年五月一日管理者代表任命书为了便于公司ISO9001质量管理体系的有效推行,由总经理任命***先生为本公司管理者代表,其职责和权限为:1、负责按ISO9001标准建立保持并经济有效地实施文件化质量体系,领导各职能部门开展质量活动;2、负责方针目标管理,及时向总经理汇报质量管理体系运行情况,负责质量管理体系内部审核的组织领导工作,并提供质量体系改进的依据和建议;3、负责组织贯彻实施企业经营管理决策、目标方针,完善各项管理制度,不断提高公司管理水平;4、领导内部质量审核活动,协调解决质量管理体系运行中的不一致等问题;5、负责做好对过程的监视和测量及数据分析的领导控制工作;6、负责质量管理体系有关事宜的外部联络工作;7、负责提高公司员工文化、生活水平,营造良好的作业环境和安全舒适的生活环境;8、负责公司重大纠正/预防措施的审批和组织实施。
总经理:***本公司宗旨:品质稳定----我们成功的基石公司的质量方针:开拓进取,群策群力;持续精进,客户满意。
释义:1、在当前的市场竞争中,保持质量管理体系运行的持续有效性是企业承诺的主题,其根本目的在于为社会和顾客提供满足要求的产品。
模具FMEA(金型)
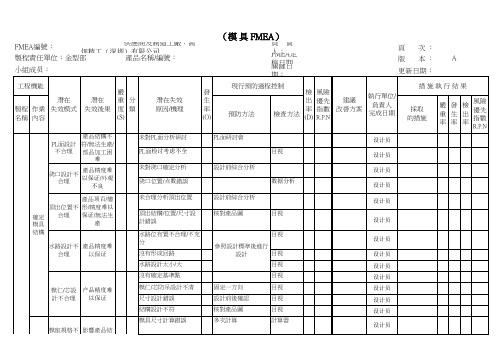
負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:圖設計負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:件检查負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:具制造負 責 人:頁 次 : FMEA 定稿日期 2010-6-24版 本 :關鍵日期:更新日期:小組成员:A(模 具 FMEA)供應商及制造工廠:高畑精工(深圳)有限公司製程責任單位:金型部 產品名稱/編號:FMEA編號:。
PPAP全套表格模板
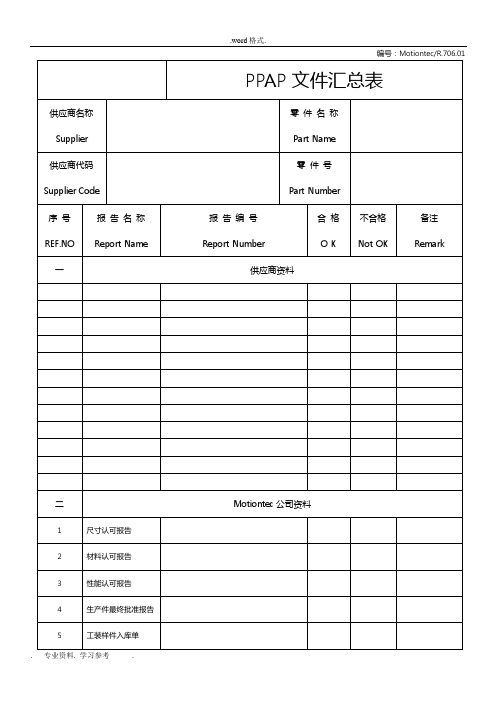
编号:Motiontec/R.706.02. 专业资料. 学习参考.. 专业资料. 学习参考. Motiontec品管部:注:1、本表格由供应商或二级供应商认真填写,要求附工艺流程图,并加盖公章后将原件提交给Motiontec品管部;2、本表格作为最终批准的输入之一;3、表格(工序栏)不够可续表;4、关键工序在项目“第x序”前打√,并在工序能力一栏中填写Cpk或Ppk数值,如Cpk=1.33或Ppk=1.67。
. 专业资料. 学习参考.. 专业资料. 学习参考..word格式.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1、 本表由二级供应商认真填写,并加盖二级供应商和供应商公章后将原件提交给Motiontec 品管部;2、本表是最终批准的重要输入之一,如有变动应及时通知Motiontec 品管部。
3、当二级供应商变化时,应及时通过Motiontec 品管部,以确定是否进行生产件批准。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考.. 专业资料. 学习参考 .注:1.必要时,供应商应附详细的自审报告;2.在完成各过程的内部批准并确认满足批量生产、供货要求时才可提交本表; 3.SQE 尽量携带本表去供应商现场确认; 4.在不适用的选项的 “× ”。
. 专业资料. 学习参考.Motiontec采购部:. 专业资料. 学习参考.编号:Motiontec/R.706.23生产件批准状况通知PRODUCTION PART APPROVAL STATUS NOTICENO:致:先生/女士(职务)供应商名称:地址:供适用范围(产品型号)APPLICATION(VEHICLES)零件号PART NUMBER零件名称PART NAME更改等级/更改日期CHENGE LEVEL/DATED更改号CHENGE NUMBER原用零件号ORIGINAL PART NUMBERPPAP 编号MOTIONTEC PPAP NUMBER生产件批准状况如下:Production part approval status is as follow批准状态有效截止日期/数量CLASS THROUGH DATE/QUANTITY备注:Motiontec品管工程师. 专业资料. 学习参考.Motiontec2、版面不够,可附页;. 专业资料. 学习参考.3、任何产品变更、物流/运输方式变化导致包装改变时,应向Motiontec品管部门确认是否进行重新认可。
模具寿命管理规范(含表格)
压铸模具寿命管理规范(IATF16949/ISO9001-2015)1.0目的为了确保模具的使用处于受控状态,防止已报废模具被使用,并根据模具寿命申请备用模具,使公司对模具的使用寿命进行有效的管理。
2.0适用范围适用于公司的压铸模具。
3.0职责3.1压铸模具工负责对压铸模具寿命的评估申请;3.2开发负责对压铸模具寿命的评估及判定;3.3压铸模具由开发工程师及项目工程师进行评估申请及判定。
4.0内容:4.1压铸模具4.1.1在新模试产合格后移交至压铸车间时,模具工根据《模具库管理办法》建立模具履历等相关资料。
在生产现场每一次归还模具时,模具工在模具履历上填写使用的相关模数,并根据《压铸模具保养规程》进行保养。
当模具生产使用到寿命时,及时提交<模具寿命评估表>。
压铸模具使用寿命判定如下:(1)当压铸模的总寿命达到表1的额定使用寿命规定后,若模具已严重磨损无法使用,则需要提交《模具报废申请表》进行审批;(2) 提交《模具寿命评估报告》进行评估后若仍可继续使用,使用的模具则每生产满5000模次后,需进行一次二级保养。
表1 压铸模的额定使用寿命(万次)模仁材质压铸合金壁厚≥2.0mm 壁厚≤2.0mmDAC55铝合金8 8SKD61 锌合金30 304.2压铸模具4.2.1开发在模具移交至生产的时候,工程师或项目工程师负责提供模具履历档案信息和易损件,包括模具设计寿命、镶针设计图面、模具水路图等资料。
4.2.2外协单位每次借用/归还模具时需采购按流程填写《固定资产调拨单》,在压铸车间《模具进出登记表》登记,每次借出模具的生产数量、日期以及维修事项记录于模具履历表内。
4.2.3模具工对每次模具生产完毕后将生产数量记录到模具履历表中,模具生产数量已达到设计寿命的50%以上的模具由模具工统计出来将统计结果反馈到开发和销售部门,提出计划开备用模具的申请。
4.2.4模具使用部门可以根据模具寿命统计表进行模具寿命评估申请(包括以下三种情况):a.当模具的使用寿命达到模具设计寿命的50%以上,使用部门可以提出申请对模具的状况进行评估,并依据模具寿命标准将评估内容填入《模具寿命评估表》中.。
材料用量统计表(注塑模具)
18
S05-1键盘架组件/S9000键盘架A(2008-5-15 新增)
SJ0606074
模具规格
产品材料
模具穴位
2335A50B30C3 ABS+PC(阻
5D35
燃)
1*4
CI3035A70B80 ABS本色 1*2
CI2730A50B70 ABS阻燃 1+1
旧模胚
ABS
DCI2730A60B7 0
60
S5000后锁手柄套
SJ0801173
61
S5010键组
SJ0803177
62
S6000前导光板
SJ0712157
63
S6000键组
SJ0712158
64
SM6000键盘架
模芯SJ0712159 模架SJ0712159
65
SZ6000键盘架
模芯SJ0712160模架 SJ0712160
66
S6000后锁手柄套
SJ1207512
25
S200后锁拔动L、R压块、开关 电极顶柱
S100外接 SJ0508025
26
SL家用锁前装饰面板、后装饰面板(S200) SJ0606068
27
SL家用锁密码按键支撑板、密码键键盘架(S200) 键组
SJ0606069
28
商标铭牌(S200)
SJ0606070
29
SL家用锁后板(S200)后锁体
FCI2527A50B7 0
透明ABS
1*2
CI2325A60B70 透明ABS 1*4
35001656A 35001652A
CI3040A60B80 ABS
1*2+1*2+1*2 30207034A
模具易损件管理规范(含表格)
模具易损件管理规范(ISO9001-2015)1.目的:1.1便于现场修模人员及时更换模具零部件,提高机台稼动率;1.2使备件的发包、入库、领用保管和报废工作标准化,达到降低成本。
特制定本管理办法。
2.范围:本程序适用于在于本公司工程制造技术部门。
3.定义:备件是指为了预防模具零件损坏,特给易损零件制作多余的数量。
4.职责:4.1工程制造技术部主管:熟悉本制造部的周产能、月产能状况,控制备件安全库存量.4.2库房管理人员:完善备件的补充数量;4.2.1负责确保备品安全库存数量,对库存备品的检查、核对、编号、登记、入库、保管。
4.2.2备品的定期盘点, 保证进出有帐, 不得丢失或被盗.4.2.3呆滞品定期提报,库龄分析。
4.2.4每月备品费用的结报及费用走势分析。
4.2.5新建备品及非安全库存设定之备品的请购。
4.2.6配合备品管理人员进货和验收备品。
4.2.7及时向部\课主管反馈备品使用状况。
4.2.8 对备品资金占用及备品安全库存提出建议。
5.程序:5.1库房管理人员需购充裕的零件柜(各柜配50个抽屉的数量),每个零件柜面积可为400MM*200MM,内分左右两排,中间用当板隔开,左放凸模;右放凹模;5.2在零件柜抽屉拉板面上贴上专用标签(防水、防油)写上各模具模号;5.3根据各模具产能情况,以配备适当数量的备件量(以下为参考)5.3.1库房管理人员可征询现场修模人员,了解那些镶块和冲头易损坏,以备急需;5.3.2根据所冲原材料板的厚度、所冲次数制作备件量,单个型号备件数量库存量不应多于5件;5.4房管理人员从供运商那里收到备件,检查之后,装在密封塑料袋里,喷上防锈油,以及时写上模号、单号、数量,入帐,并用EXCEL存档,便于以后查询;5.5对于常用备件,一定要在EXCEL档上注上最低库存量,对于低于最低库存量的备件,库房管理人员要及时提出申请,提报部门主管发包外加工;5.6对于备件的领用要有明确的规定,闲人不得进出库房,要经过现场修模负责人或相关主管核准之后方可到库房领用,之后库房管理人员到电脑上要进行重新刷新、存档并保存;5.7库房管理人员应定期进行备件的清理、整顿,以防备件放在一起撞伤、生锈,以及摆放的前后顺序;5.8对于常用备件和非常用备件可分为A区和B区,A区放常用模号备件;B区放非常用模号备件;5.9对于一年以上没有定单的模具,由库房管理人员汇报部门主管,对备件采取相应的对策,并移出B区,以便腾出空间给新备件所用;5.10在发包清单时,注明是备件时,也要适当控制交期,以使所需备件要及时入库。
工装模具管理表格汇编
工装/模具管理表格汇编目录1.工装/模具履历表2.工装/模具制作申请单3.工装模具采购外协申请单4.工装模具外委加工跟踪单5.工装模具试模申请单6.工装模具验收单7.工装模具检查记录表8.工装模具验收跟踪报告9.工装模具完工验证记录表10.工装模具台帐管理表11.年度工装模具保养计划表12.工装模具领用单13.工装模具维修/保养记录表14.工装模具维修保养计划表15.工装模具维修申请单16.工装模具维修报告单17.工装模具寿命统计表18.易损工装模具更换计划19.工装模具备品备件清单20.工装模具改进申请单21.工装模具借出和归还记录表22.工装模具检具校验报告23.工装/模具更改申请单24.工装模具报废申请单25.工装/模具停用报废单26.设备工装模具封存报废申请单工装/模具履历表工装/模具制作申请单注意:要求申请人提供相关零件和图纸,便于工装设计制作和调试。
工装(模具)采购/外协申请单制定/日期:审核/日期:批准/日期:工装/模具检查记录表注:“√”表示符合,“×”表示不符合,结论栏注明是否可使用,备注栏说明进一步措施,如维修、更换计划等。
检查/日期:审核/日期:工装/模具试模申请单工装/模具完工验证记录表备注:新模试制记录(10件以下均属试制,产品与模具均合格为成功,让步接收为不成功。
)第一次试制□成功□不成功一次试制成功,工时定额按100%计算。
第二次试制□成功□不成功二次试制成功,工时定额按85%计算。
第三次试制□成功□不成功三次及以上试制成功,工时定额按70%计算。
编制/日期:核准/日期:。