物料编码原则.-共14页
(完整版)物料编码原则(新版)
物料编码原则文件编号:文件版本: Ver1.0制定日期:发布日期:编制: 审查:批准:XXXXXX 有限公司版本变更记录8位,传感器对数: 1→单支、2→双支9位,安装形式: 0→无,2→固定螺纹、3→活动卡套螺纹、4→固定法兰、5→活动卡套法兰、6→其他10位,接线盒: 0→无、2→防溅式、3→防水式、4→防爆式、6→圆接插式、8→手柄式、9补偿导线式11位,测量端形式: 1→绝缘型、2→接壳型、3→露端型、4→其他12位,精度等级: 2→0。
2%T±0.15℃(Ⅰ级)、5→0.5%T±0。
30℃(Ⅱ级)(T为实际测量温度)13位,保护管材料: A→1Cr18Ni9Ti、B→2520、C→304、D→310S、E→316L、F→25CR20Ni、G→GH3030、H→GH3039 14位,流水号:从“1”开始编起15~17位,厂商:厂商名称首字拼音缩写+2位数字(详见厂商代码清单)例如:E-TC0—K0712015C—1-Y10 表示Y10厂商生产的测量范围0~800℃,固定螺纹安装方式,无接线盒,结缘型,精度等级5→0.5%T±0。
30℃(Ⅱ级),K型热电偶。
小知识:一般情况下:S分度号:材质:铑10—纯铂温度范围:500。
0~1750。
0℃特点:抗氧化性能强,宜在氧化性、惰性气氛中连续使用,长期使用温度1400℃,短期1600℃。
在所有热电偶中,S分度号的精确度等级最高,通常用作标准热电偶;J SC Q L A ED F GH12~13位,PIN数(对于SOT和TO封装指后面数字代码):08→8PIN、16→16PIN、32→32PIN、B6→116PIN、E4→144PIN14位,流水号:从“1”开始编起15~17位,厂商:厂商名称首字拼音缩写+2位数字(详见厂商代码清单)例如:E—IC2- C301MR F23-1-Y10 表示Y10厂商生产的型号为XC6206P301MRN,封装形式为SOT-23的数字电路IC。
物料编号原则
物料编号原则1.目的为有效地规范、指导、控制物料编码而制定本流程。
2.适用范围适用于公司所执行的物料编码。
3.定义3.1 物料:仓库管理的原材料、辅助材料、外购件、外协件或由它们组成经过加工而成的零件、部件和整件;即下面定义的第一类物料、第二类物料和第三类物料。
3.2第一类物料:原材料、辅助材料、外购件(含外单位的产品、设备维修配件等)等列入第一类物料。
原则上它们应有企业标准、内控标准等或执行的行业标准、国家标准、国际标准等。
3.3第二类物料:外协件、零件、部件、整件等列入第二类物料。
原则上它们应有外协的技术协议(书)或有效版本的图纸或技术要求等。
3.4第三类物料:生产过程中因需要进行镀金(涂)、退火(等热处理)、焊接等工艺的上述两类物料。
原则上它们应有有效版本的工艺文件。
3.5 原材料从外单位购入的金属、非金属原材料及其制品,如各类薄钢板、铜带、圆钢、防尘网等;ABS、PC、PVC胶片、纱网等塑料;各类导线、电缆、光纤、光缆等线材等;3.6外购件:(标准)紧固件、光无源器件、电子元器件、接插件、电气器件等。
根据设计、工艺文件经过加工后的板材、线材、带材、网材等已不属于原材料,应列入第二类物料。
3.7 辅助材料生产工艺过程中的低值易耗材料如焊锡丝、胶水、工业酒精等。
4.职责4.1 研发办公室:接受物料编号的申请,负责编制、核准、输入、维护。
4.2 公司其它各部门:物料编号的申请、正确使用。
5.第一类物料编码规定5.1 A类——黑色金属材料类物料编码规定物料编号通则:一般由物料分类号、子类别号、规格、材质代号四部分内容组成,各部分之间用逗号分开,对符合RoHS要求的物料在物料分类号前加R,如下所示。
(R)X,XX ,XXXXXXX , X材质代号规格子类别号物料分类号子类别号:棒材圆钢YG、六角钢LG、方钢 FG、螺纹钢筋LJ管材无缝钢管WG、有缝焊管HG板材冷轧钢板LB、热轧钢板RB扁钢热轧扁钢BG型材热轧等边角钢JG、热轧不等边角钢B∠、热轧工字钢GG、热轧槽钢CG带材冷轧钢带LD、热轧钢带RD线材冷拉钢丝LS、银亮钢 YS、热轧盘条RT材质代号:优质碳素结构钢 Y、不锈钢类B、碳素工具钢 T进口电解板类 D、合金结构钢 H 、电解板类(SECC、SECD、DX2、)Zn合金工具钢 G、镀铅板类 Pb、高速工具钢(锋钢) F镀锡板 Sn、碳素结构钢类 Q、弹簧钢板 Mn其他钢 QT注意事项:①子类别、材质等代号中字母取之其关键字的汉语拼音第一个字母(个别例外,下同)。
物料编码原则

物料编码原则Production(P料):生产料,生产加工中所用到的各种物料,如单元板、接插头Temporary(T料):临时料,个人申请或生产过程中用到的辅助性物料,如机器、工具Universality(U料):通用料,生产过程中各产品用到的通用型物料,如胶、螺钉、标签01类:单元板(P01)组成部分:①板型X 一位②扫描方式XX 两位(如:04、08、16)N(None)普通单元板③点阵XX 两位(如:32、64)C (Colour) 彩屏单元板④字数XX X 三位S (Special) 特殊单元板前两位为数字(如:01、02、03)后一位为字母Half(半字)None(无半字)02类:接差类零部件及材料(P02)①材质X 一位②PIN脚数XX 两位③类型XXX 三位M(Metal)金属(如:01、10、16)(如:BNC、SMA、0DJ)P (Plastic) 塑料④公母X 一位⑤类型X 一位M(Male) 公头C(Connection)连接型F(Female) 母头P (Part) 零件型03类:电子元器件(P03)①是否特殊元器件X 一位③元器件类型X 一位S (Special) 特殊R(电阻)C(电容)L(电感)D(二极管)Q(三极管)N (None) 非特殊I(芯片)T(变压器)S(开关)②具体类型X 一位④参数或特性XXX 三位⑤脚位XX 两位L(光敏电阻)T(热敏电阻)用国际标注法(如:102、133)如:02、16L(发光二极管)......V(电位器)......04类:表体类部件(P04)①材质X 一位②来料方式X 一位③现有料号XXXXXX 六位M(Metal) 金属S(Self-regulating) 自制如:RF0001、RF0002P(Plastic) 塑料O(Outsourcing) 外购U料号通用物料①材质X 一位②具体类型X 一位③尺寸类型XXXX 四位M(Metal) 金属如:胶(Glue)G 如:3×150(3150)N(None) 非金属束线带(Ribbon)RPS:胶G(Glue)束线带R(Ribbon)螺钉B (Bolt) 标签L (Label) 端子T (Terminal) 电源P(Power)......。
物料编码规则
编号愈简短愈好编号的目的就是在求简化,因此编号位数愈少愈好。
如此,可以节省阅读、抄写、输入的作业时闾,增加数据处理的效率。
再者,由于编号简短,在处理的过程中出错的机率也能够因而降低。
编号长度应求一致编号长度一致可以使阅读或输入时一眼即可发现异常错误。
再者,一致的长度在我们附加检查号码时也将方便许多。
如果实际编号时,很难求取所有编号位数一致,则至少要求同一类者位数一致。
譬如在编料号时,成品和原料的料号就可能长短差距很大,但我们可以让成品编号与原料编号个别有其一致的长度o另外一种方式则是将位数短的编号以「0」来补齐。
避免使用英文字母也就是说最好全部用阿拉伯数字来编号。
一则可以使键入编号的作业效率提至最高,一则可以避免数字与某些英文字母因为形象雷同容易产生混淆的情形。
如果非用英文字母的话,则英文字母最好固定安排在编号的前几码,且位数必须一致。
千万要避免英文字母与数字混杂使用。
避免使用特殊符号常有人为了让编号段落分明而在编号中使用「一」符号,或者在编号中夹杂着「*」「.」「/」?等特殊符号。
这些符号的使用将影飨输入的效率,而在口述编号时也会造成不便,因此最好避免采用o其实编号在使用一段时间后自然会适应,不必刻意去用一些符号让编号段落分明。
如果非用这些符号不可,则应该让符号出现的位置加以固定,否则反而易生困扰。
编号应该反映分类编号如能反映分类,则在打印报表时,同类之数据才可被汇集于一处,将方便作比较或加总。
分类的一般原则是大分类号在前,小分类号在后,依序排列。
例如编料号时,可以第一、二码表示大分类号,第三、四、五码表示中分类号,第六、七码表示小分类号,之后则径行编以几码的流水号即可o如果担心日后有新增资料发生,则可以在分类号或流水号中预留一些空号以便日后可以插入。
编号应该反映顺序排序是计算机的强大功能之一o资料在打印或查询时通常会依资料编号的大小顺序由小而大(或由大而小)排。
因此,如果我们希望资粉在打印时按照某一种顺序来排列,就应该在编号时对于资料编号的大小顺序事前加以规划o变动属性不应纳入编号有些资料的某项属性如果在未来有可能发生变动,则绝不可将该属性纳入编号中。
物料编码规则与细则
编码规则说明一.本套物料编码规则由深圳市和信通讯技术有限公司制订,适用于公司生产过程中所应用到的所有原材料(不含辅助材料)。
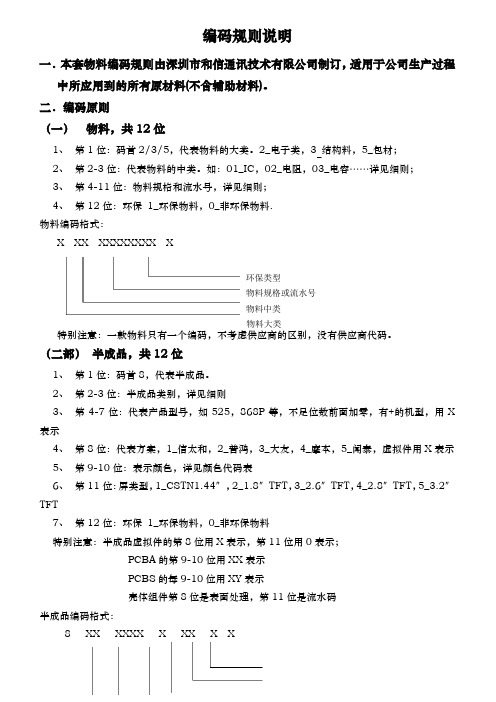
二.编码原则(一)物料,共12位1、第1位:码首2/3/5,代表物料的大类。
2_电子类,3结构料,5_包材;2、第2-3位:代表物料的中类。
如:01_IC,02_电阻,03_电容……详见细则;3、第4-11位:物料规格和流水号,详见细则;4、第12位:环保1_环保物料,0_非环保物料.物料编码格式:X XX XXXXXXXX X环保类型物料规格或流水号物料中类物料大类特别注意:一款物料只有一个编码,不考虑供应商的区别,没有供应商代码。
(二部)半成品,共12位1、第1位:码首8,代表半成品。
2、第2-3位:半成品类别,详见细则3、第4-7位:代表产品型号,如525,868P等,不足位数前面加零,有+的机型,用X 表示4、第8位:代表方案,1_信太和,2_普鸿,3_大友,4_摩本,5_闻泰,虚拟件用X表示5、第9-10位:表示颜色,详见颜色代码表6、第11位:屏类型,1_CSTN1.44″,2_1.8″TFT,3_2.6″TFT,4_2.8″TFT,5_3.2″TFT7、第12位:环保1_环保物料,0_非环保物料特别注意:半成品虚拟件的第8位用X表示,第11位用0表示;PCBA的第9-10位用XX表示PCBS的每9-10位用XY表示壳体组件第8位是表面处理,第11位是流水码半成品编码格式:8XX XXXX X XX X X环保类型屏类型(三)成品,共13位成品的定义:A类--已经包装,待客户检验/出货的产品(900-909)1、第1位:码首9,代表成品2、第2-3位:成品类别,详见细则3、第4-7位:代表产品型号,如525,868P等,不足位数前面加零,有+的机型,用X 表示4、第8位:代表方案,1_信太和,2_普鸿,3_大友,4_摩本,5_闻泰5、第9-10位:表示颜色,详见颜色代码表6、第11位:屏类型,1_CSTN,2_1.8″TFT,3_2.6″TFT,4_2.8″TFT,5_3.2″TFT7、第12位:环保1_环保物料,0_非环保物料成品编码格式:9XX XXXX X XX X X环保类型屏类型产品颜色产品方案产品型号成品类别成品三.制定物料编码必须遵守以下基本原则:1. 2. 3. 4. 5.核查物料编码数据库,只增加新物料的编码;提倡标准化设计,新产品设计时尽量采用数据库里的编码所对应的物料;遵循《物料编码规则》,确保编码的唯一识别性;按《物料名称标准化清单》,物料规格描述应准确、规范和统一;《物料编码规则》之外的新物料,应及时补充和修订《物料编码规则》。
物料编码原则
关于物料编码一、物料编码概述物料编码是唯一标识物料的代码,通常用字符串(定长或不定长)或数字表示。
物料编码是计算机系统对物料的惟一识别代码,它用一组代码来代表一种物料。
物料编码必须是惟一的,也就是:一种物料不能有多个物料编码,一个物料编码不能有多种物料。
现存编码是一种在企业当中现存的编码资源,但是同一物料在企业中可能存在多种编码,应此,需要对不同种类物料的编码进行一个分析,确定分段选取策略。
物料的种类大致可以划分为原料(黑色、有色)、毛胚(锻件、铸件)、标准件、辅料、自制件、组件、半成品、成品、定制品,甚至还包括工装工具、劳保用品、能源等等。
物料的编码大致可以划分为储位码、技术图号、分类加流水号、物料属性号、国标加规格号。
顺序编码是更简单的一种编码,计算机也可以提供流水编码的功能。
在没有现存的编码可利用的前提下,可以考虑顺序编码,或者称谓流水号编码。
赋义编码顾名思义是赋于编码一定含义。
这种编码常用的是层次码和属性码。
层次码可以表达物料的统计上的卷叠要求;属性码可以表达物料的配置要求。
好的编码方案应该是简单的,同时对编码的认识应该是细致的,如果没有很好的理由不要把资料的属性含义放到编码中。
二、物料编码的原则1、统一性原则:一个集团内只能使用一套物料编码,以方便集团内不同企业间的数据交换;2、通用性:同一编码原则应能涵盖所有物料,新增加的品种也能够适应3、严谨性原则:所有物料编码的建立需要授权专人负责,以便保证其正确性;4、终身制原则:即使某物料以后不再使用,其编码也不能重新分配给其他物料使用;5、唯一性:同一种物料只能对应一个编码,同一编码只能代表一个物料,绝不能出现一个物料多个编码,或多个物料的情况。
6、可使用性:编码的长度应在6-20之间,不宜过长,易识别,提高日常操作的效率,最好全部采用数字,而不要用字母与数字混排,以方便软件系统的使用。
7、规则性:编码应当是按照一定的编码原则编制出来的,并配合对描述进行规范。
很全的物料编码原则
物料编号原则一.目的:规范和统一公司所有产品的编码和名称,便于产品信息化。
二.范围:适用于公司所有的设备,半成品,机械件,电子件,原材料,包材,生产辅助料等各种物料。
三.职责1.产品所用的物料编码均由公司固定人员编制,并随物料清单(BOM表)下达;2.新增的产品所用物料或有物料变动,必须由公司固定人员统一编码发放;四.产品分类及定义1.产成品定义:由本公司生产并销售的各种产品,如:大幅面切割设备,大幅面控制卡,也就是说可以直接出货产成品。
2.零件定义:各种自产或外购(外协件)的零件,并可以直接用于半成品/成品装配的料件,如各种自产或者外购的机械件,电气件等。
3.辅助材料定义:用于辅助生产的各类辅助材料均属之,如:保护膜扎带,胶带4.工具定义:用于辅助生产的各类工具,如:麻花钻,丝锥等。
五.具体编码细则大类编码:1--成品2--零件3---辅助材料4--工具1.产品2.零件零件分类M-机械类,E--电子类B-外购标准件W---电线类(1). M--机械类编码细则2 M . XX . XX . 001三位流水号用于扩展产品两位数字表示细分的产品小类(详见机械件分类明细)两位数字表示机械类下分的类别(详见机械件分类明细)M--机械件代码2--零件代码机械件分类明细:机械件(M)01-齿轮01-同步轮机械件(M)07-皮带01-同步带02-轴齿轮02-环形带08-导轨01-导轨02-轴承01-轴承02-外轨02-滑块轴承09-铝通01-铝通03-轴承座10-网链01-人字链03-联轴器01-联轴器02-乙字链04-拖链01-拖链03-链条05-气管接头A-三插/直径11-其他01-滚刷B-对接/直径02-拍刷C-弯头/直径03-胶辊D-转接/直径04-光轴E-接头/直径05-管类F-气压阀/直径06-防撞06-镜片01-聚焦12-加工件 01-加工件02-反射13-螺丝01-螺丝14-标示01-标示(2)E--电子类编码细则2 E . XX . XX . 001电子类分类明细:电气件(E)01-变压器01-变压器电气件(E)09-电机01-普通电机02-减速机01-减速机10-驱动器 01-驱动器03-电源01-开关电源11-插座/插头01-插座02-激光电源02-插头04-其他01-继电器12-电连接件01-地线桩02-电磁阀02-航空接头03-交流接触器03-连接器04-限位开关13-灯盘01-灯盘05-滤波器14-风扇01-散热风扇05-空开01-空开15-控制卡01-面板06-电流表01-电流表02-底板三位流水号用于扩展产品两位数字表示细分的产品小类(详见电子类分类明细)两位数字表示电子类下分的类别(详见电子类分类明细)E--电子类代码2--零件代码07-指示灯01-指示灯16-激光管 01-激光管08-开关/按键01-开关02-按键(3)B-外购标准件编码细则2 B - XX - XX - 001外购标准件分类明细:外购标准件(B)01-相机01-佳能相机02-工业相机02-镜头01-佳能镜头02-工业镜头03-风机01-普通风机02-静音风机04-气泵01-气泵05-冷水箱01-冷水箱(4)W---线材类编码细则:2 W- XX - XX - 001线材类分类明细:线材(W)01-电线单芯R-红色BK-黑色YW-黄色BE-蓝色02-电线2芯颜色简称同上03-电线3芯颜色简称同上三位流水号用于扩展产品两位数字表示细分的产品小类(详见标准件分类明细)两位数字表示标准件下分的类别(详见标准件分类明细)B--外购标准件代码2--零件代码三位流水号用于扩展产品两位数字表示细分的产品小类(详见线材分类明细)(若物料为电线,此处为颜色简称--详见线材分类明细)两位数字表示标准件下分的类别(详见线材分类明细)W--线材类代码2--零件代码04-电线4芯颜色简称同上10-连接线01-连接线3.辅助材料4.工具类编码细则工具分类:Z-钻头X-铣刀S-丝锥K-开孔器B-扳手Q-其他(01-夹具,02-毛刷)4 Z - XX - 001三位流水号用于扩展产品两位数字表示直径,如45表示ø4.5Z表示钻头;X表示铣刀;S表示丝锥4--工具类代码。
物料编号原则
线材 冷拉钢丝LS、银亮钢 YS、热轧盘条RT
5.1.3材质代号:
优质碳素结构钢 Y、 不锈钢类B、 碳素工具钢 T
进口电解板类 D、 合金结构钢 H、电解板类 (SECC、SECD、DX2、) Zn
合金工具钢 G、 镀铅板类 Pb、 高速工具钢(锋钢) F
镀锡板Sn、碳素结构钢类 Q、弹簧钢板Mn
3.7 辅助材料
生产工艺过程中的低值易耗材料如焊锡丝、胶水、工业酒精等。
4.职责
4.1研发办公室:接受物料编号的申请,负责编制、核准、输入、维护。
4.2 公司其它各部门:物料编号的申请、正确使用。
5.第一类物料编码规定
5.1 A类—— 黑色金属材料类物料编码规定
5.1.1物料编号通则:一般由物料分类号、子类别号、规格、材质代号四部分内容组成,各部分之间用逗号分开,对符合RoHS要求的物料在物料分类号前加R,如下所示。
防潮剂 41、 干燥剂 42、 干燥剂布袋 43、 活性碳 44、
松节水 51、 天那水 52 镀镍光亮剂 61、 镍 62
广口瓶71、 烧 杯72、 本生灯 73、 酒精灯 74、PH试纸 75、
油 墨 76、 六角匙 77、
感光浆81、 显影水 82、 防锈剂 91、 封网浆 92
注:1有些标准中名称代号与牌号连在一起时,原则上直接引用,二者之间不空隔。
工业凡士林 05、 硬化剂(稀释剂) 06、 煤 油 07、 乳 化 油 08、
柴 油 09、 盐 酸 11、硝 酸 12、 硫 酸 13、 金 盐 14、 调 酸 盐 15、 补 充 剂 16、 磷酸氢二钾 17、 UV345 18、 无水碳酸钠 19、 氯化钠 20、 除油剂(或除油树脂)21、 开油水 22、 脱脂剂 23、 洗网水 24、 环保清洁剂 25、 抹字水 26、 脱模剂 27、 腐蚀水 28、 清洗剂 29、 氯化铁30、
物料编码原则
物料序列号SSSS是根据系统所给出的定义项填写并系统确认后,系统按顺序给出的序列号。当系统给出序列号后,该编码将对应唯一的一种物料。
4.2
A代码
物料种类
定义
C
单体电池物料(CellMaterial)
指单体电池生产所用到的物料。
P
Pack物料(PackMaterial)
A代码
BC代码
物料类别
定义/用途
E
BM
MMU
指用于控制模块和电压采集的电路板。
BS
BCU
指用于控制电池系统的电路板。
CH
高压接插件
指耐压能力大于800V的接插件。
CL
低压接插件
指耐压能力小于或等于800V的接插件。
CA
接插件相关附件
指接插件中的专用配件,包括插针、密封垫、密封圈等。
DF
熔断器
也叫保险,当系统电路内电流过大(短路)时,通过自身发热熔断从而断开电路。
塑料材料的零部件
R
正极原料(Cathode Material)
橡胶材料的零部件
T
其他材料(OtherMaterial)
其他材料
4.4.2 Pack物料代码清单
A代码
BC代码
物料类别
定义
P
XX
电池箱体用材料
电池系统箱体组成零部件及相关辅料
MS
金属冲压件
采用冲压工艺的金属零部件
MM
金属板材件
金属板材加工零部件
MS
苯乙烯聚丁橡胶(SBR)
水性浆料粘结剂SBR
ML
丙烯酸酯胶
水性浆料丙烯酸酯类粘结剂,比如LA132
物料编码及BOM规则
物料编码、BOM 规则
一、 物料编码规则:
整体规则:1-2-6
规则描述:
1)、编码全部采取阿拉伯数字;
2)、整体原则是3级9位,具体原则是:1-2-6
第一位:代表大类,按照公司目前的物料类别进行如下定义: 1:代表PCB ;
2:代表IC ;
3:代表SMT XX;
4:代表DIP电子料;
5:代表DIP CONNECTOR接插件;
6:代表包材;
7:代表成品/半成品;
8:代表辅料
9,0:暂时预留;
第二位,第三位:代表大类下的小类,比如:100:代表PCB大类下的MB小类;
101:代表PCB大类下的VGA小类;
102:代表PCB大类下的LAN小类;
其他依此类推;
特别说明:7代表成品/半成品,作如下规定:700:代表包装完成后的成品;
701:代表SMT完成后的半成品;
702:代表插件完成后的半成品;
第四位到第九位:表示流水号:
二、BOM创建规则:
1、BOM模型:
1
A1
2
A2 3
A
4
5
其中;
A1:代表SMT完成后的半成品;1,2代表完成SMT需要的原材料;A2:代表插件完成后的半成品;3,4代表插件类原材料;
A :代表包装完成后的成品;5代表包装材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
****××公司物料编码原则2009/C编制:日期:审核:日期:批准:日期:会签:日期1 目的规范我司物料管理,适应ERP系统需要,促进公司物流管理水平提升,有效控制库存,提高及时交货率,更好的服务客户。
2 范围本编码原则适用于对中捷厨卫××公司的所有物料进行管理,包含但不仅限于原材料、零配件、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)。
3 编码原则3.1 总原则3.1.1物料编码共分原材料、零配件(含组件)、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)六大类,分别由英文字母、数字、间隔符组成。
3.1.2 物料编码原则由技术中心制定与修订,任何其它部门不得随意对其进行位数删除/增添、代码定义更换等。
3.3 原材料编码说明3.3.1 原材料代码段定义如下:流水号类别码大类编码3.3.1.1 第1位,原材料大类码:1;3.3.1.2 第2、3位:原材料类别代码,约定如下:01——型砂类物料;02——橡胶、塑料类;03——铸造辅料;04——为紫铜;05——铜棒类物料;06——铜管类物料;07——铜锭类物料;08——铁类附件;09——锌锭类物料;10——铅锭类物料;11——铝锭类物料;12——铜粉;13——炉渣;14——料头;15——化学品物料;16——铜板类。
3.3.1.3 第4、5、6位:引入顺序流水号:以000~999之间的数字从小到大排列。
3.3.2 原材料编码举例说明3.3.2.1 Ф15铜管新编码为:1060011 06 001铜管类第一次出现的规格型号;铜管类物料代码;原材料类代码;3.4 零配件(含组件)编码说明3.4.1 零配件编码代码段定义如下:颜色代码;材料代码;3.4.1.1 第1位,零配件大类码:2;3.4.1.2 第2、3位:零件类别代码,约定如下:00——附件类(浴室挂件、小扳手、配重块等);01——把手(零件);02——芯杆类:(拉杆、拔叉杆);03——接管类:(加长管、螺纹管);04——接头类;05——密封件:O型圈、密封垫片(如橡胶、橡塑材质类等);06——分水器:网胆、分水片、花喷;08——弹簧;09——螺钉(螺柱);10——标志(手轮标志);11——罩类:(主体盖、面板、压帽、装饰帽、手轮体);12——螺帽、螺母类:(压帽、六角螺母、锁紧帽);13——主体类;14——出水管(体);15——套类:(卡簧、阀芯上套、出水嘴体);16——支座类:(底座、底圈、支座);17——壳类(盒子、杯类、瓶类等);18——垫圈、挡圈类:(摩擦垫片、铜垫片);70——出水嘴71——阀芯72——月亮弯73——倒吸阀74——转换总成75——把手(组件)76——半成品80——花洒81——皂液器82——下水83——浴缸出水嘴84——支架85——升降杆86——软管99——附组件注:70以上为组件3.4.1.2 第4、5、6、7位:开发顺序代码:以0000~9999之间的数字从小到大排列。
3.4.1.3 第7位与第8位之间的分隔号“-”无实际意义,为便于交流而设置,可不输入系统,但在图纸、BOM表中皆应明确加入编码中。
3.4.1.4.1 第8、9位:材料代码,约定如下:01——标准铜ZJM-014/毛坯及零部件打标“S”;02——黄杂铜ZJM-016/毛坯及零部件打标:“Z”;03——砷铜ZJM-061/毛坯及零部件打标“D”;04——ZJM-018;05——HPb59-1/毛坯及零部件打标“P”;06——ZJM-020无铅铜/毛坯及零部件打标“L”;07——T3/T4紫铜;08——H62;09——H98;10——C12200/TP2紫铜;11——铝合金;12——锌合金;13——Q235/A3;14——镁合金;15——45#钢;16——两种材料的焊接件;17——SUS201;18——SUS304;19——灰铸铁;20——丙烯腈-丁二烯-苯乙烯共聚物/ABS;21——聚甲醛/POM;22——聚碳酸酯/PC;23——聚丙烯/PP;24——聚乙烯/PE;25——热塑性弹性体/TPE26——丁腈橡胶/NBR;27——三元乙丙橡胶/EPDM;28——硅胶/Silicon;29——聚四氟乙烯/PTFE;30——聚甲基丙烯酸甲酯/PMMA(有机玻璃);31——丙烯腈-苯乙烯共聚物/AS(透明ABS);32——聚氨酯/PU;33——带嵌件的塑料件;34——组件含两种及两种以上材料;35——陶瓷;36——玻璃;37——水晶;38——尼龙66/PA-66;39——纤维;40——氟橡胶;41——聚苯乙烯/PS;42——尼龙6/PA-6;43——不锈铁;44——08F; 45——聚氯乙烯/PVC;46——海绵(发泡PU);47——ZJM-019/阀芯用铜材;48——SUS301;50——ZJM020与H62的焊接件;51——ZJM-020与T3的焊接件。
52——ZJM020&T3&H62的焊接件或ZJM020&ZJM-016的焊接件注1:凡材质为砷铜的零部件毛坯必须经过回火处理,回火工艺要求见材料标准;注2:标准铜毛坯/零部件由本厂生产的可以不打标;注3:打标要求主要适用于主体及部分主体与出水管连铸的零部件,其它如阀芯压帽等水部件不打标。
3.4.1.4.2 第8、9位:软管及阀芯供应商代码,约定如下:000——本色/不需表面处理001——镀铬PC(Cr≥0.15um,Ni≥4um)003——镀铬PC(PVD镀层为Cr≥0.15um,Ni≥10um;水镀为Cr≥0.25um,Ni≥10um)004——镀钛金OR 005——沙丁镍SN 006——镀铜色CP007——镀镍Ni 008——镀锌色ZN 009——象牙白IW010——黑色花岗岩BG 011——白色W 012——珍珠镍PN013——黑色BL 014——瓷白色CW 015——摩卡咖啡色MC 016——蓝色B 017——绿色G 018——红色R019——黄色Y 020——紫色P 021——红+蓝R/B022——沙丁铬SC 023——不锈钢拉丝镍SS 024——不锈钢拉丝镍(PVD)SSP 025——仿古红铜AC 026——青铜色AB 027——银灰色SG028——灰白色OW 029——黑珍珠BP 030——咖啡色CF031——拉丝镍BN 032——拉丝铬BC 033——彩色花纹FP034——淡亚黑SB 035——镀彩锌(CZ) 036——拉丝枪黑(BBN)037——拉丝镍(PVD)BNP 038——镀锆PB 039——油浸青铜ORB 040——杏仁色AL 041——镀铬PC(普通电镀)043——拉丝黄铜BB044——粗白蜡RP 045——银色SP 046——砂铜色RB047——饼干色B 048——深蓝色DBB 049——深灰色050——三价铬TC 051——喷杏仁色斑点(光滑)052——喷杏仁色斑点(粗糙)053——蓝白锌Cr3+钝化054——亮白055——哑光白056——浅棕色057——红古铜058——潘通色卡421C 059——粉红色PI 060——灰色061——浅灰色062——茶色098——其它混合色097——PC/OR 096——SN/PC095——W/PC 094——W/OR 093——PC/W092——PC/Blue100——SC/PC;101——OP/PC;102——PC/SC;103——MC/PC;104——PC/MC;105——PB/PC;106——PB/BN;107——PC/PB;108——BN/PB;109——CP/PB;110——拉丝镍未喷漆;111——亮白/PC112——哑光白/PC 113——浅棕色/PC从900开始,后续编码为制程/工序码:900——铸造毛坯; 901——红冲毛坯; 902 ——铜棒切割后料坯;903——机加后物料; 904——焊接成型后物料; 905——抛光后物料;906——洗铅工序后物料; 907——酸洗工序后物料; 908——退镀后物料。
3.1.4.6 第13位:认证识别代码A: 表示需经德国KTW—A认证;D:表示需经澳洲WaterMark认证;E:表示需经挪威SINTEF认证;F: 表示需经法国ACS认证;I:表示需经瑞典SITAC认证;K:表示需经荷兰KIWA认证;L:表示需经芬兰STF认证;M: 表示需经丹麦ETA认证;N:表示需经美国NSF认证;R:表示需经英国WRAS认证;S:表示需经南非SABS认证(LOA证书);V: 表示需经丹麦VA认证;W:表示需经欧洲DVGW认证;Z:表示无认证;P:表示需满足德国PAHs标准要求;Y:表示通过2种或2种以上认证;C:表示需满足CUPC认证要求;U: 表示需满足UPC认证要求。
注1:编码中带D的零部件/组件中的铜配件其毛坯应进行回火处理,回火工艺要求见材料标准;注2:编码中带N的零部件/组件中的铜配件必须经过洗铅处理,材质为无铅铜的除外。
3.4.2 零配件编码举例说明3.4.2.1 原型号:96920/N04016900新型号:2040169-05906N表示该零配件需要满足NSF认证要求或者必须要求NSF认证;表示该零配件需要进行洗铅处理;表示材质为HPb 59-1;表示开发顺序号为0169号的接头;螺帽、接头类别代码;零配件大类码。
3.4.2.2 原型号:94384/75007101新型号:2750071-12019Z无需认证;表面镀铬PC(Cr≥0.15um,Ni≥4um);表示材质为锌合金;表示序号为0071号的把手组件;把手(组件)类别代码;零配件大类码。
3.4.2.3 原型号:11177-C-01/ N13002019新型号:2130020-05003N表示需要过NSF认证;表面镀铬PC(Cr≥0.25um,Ni≥10um);表示材料为HPb 59-1;表示序号为0020号的主体;主体类;零配件大类码:2。
3.4.2.4 零件的制程码标识示例。
例如:2130151-01001Z淋浴主体的制程各物料的编号为:铸造毛坯机加后物料抛光后物料电镀后物料2130151-01900Z 2130151-01904Z 2130151-01905Z 2130151-01001Z又如:2040244-02019Z压紧帽铜棒铜棒切割后料坯料坯机加后物料105001 2040244-01902Z 2040244-01904Z3.5 包装物编码说明3.5.1包装物料编码规则同一类型物料在同一套包装中的顺序代码。
开发顺序代码;包装版本代码;客户代码;物料类别代码;包装物料大类码:3。
3.5.1.1 包装物大类码:3。
3.5.1.2 第2位:物料识别码,约定为:1——不干胶(原定义为:P);2——内盒(原定义为:C);3——外箱(原定义为:B);4——包装袋(原定义为:K);5——隔层(原定义为:L);6——泡壳(原定义为:Z);7——说明书和证卡类(原定义为:E)。