橡胶密封圈入厂检验规程
橡胶密封件检验项目

ZK-WI-PZ-007-001
橡胶密封圈的进厂检验规程
一、目的
对用于本公司产品的橡胶密封圈进行进厂检验,确保进厂外购件的质量符合图纸、工艺要求。
二、范围
适用于所有产品用橡胶密封圈的检验。
三、检验内容
1、对产品进行检验,必须依据产品图纸、工艺要求执行,并认真记录。
2、外购方需提供相关公司资质文件,并由采购部进行供货商评价等相关评审。
3、外购件进厂需提供相关实验报告,以证明该产品满足我公司产品的使用要求。
4、产品的外观检验
4.1 密封圈外装上所示的型号、材质、颜色、数量是否与送货单上所列的吻合。
4.2 核对密封圈与外包装所标示的型号、材质、颜色是否吻合。
4.3 用电子天平秤以称重的方式核对每一包密封圈的数量,如有不足,统计数量后通知采购部处理,并以实际数量入库。
4.4 以抽检的方式用游标卡尺测量密封圈的尺寸是否合格(公差范围±0.1cm),抽检数量每个规格每批: 500~1000个5%、1000~5000个3%,5000~10000个2%,10000个以上1%。
4.5 以目测的方式检查每一个密封圈有裂纹、破裂、气泡,无毛刺、飞边、破损(检查数量:全检)。
4.6 以上检测合格后,以型号、材质、颜色,编号后分类入库。
四、不合格的处置
橡胶密封圈是涉及到煤矿安全标志管理范围的零部件,凡是检验不合格的产品一律不准接收或让步接收,更不允许投入到生产过程中去。
五、相关记录
《外购件检验记录》。
胶圈出厂检验报告

胶圈出厂检验报告1. 背景介绍胶圈是一种广泛应用于工业领域的密封件,常用于密封管道、阀门、轴承等设备中,以防止泄漏和损坏。
胶圈的质量直接关系到设备的工作效果和使用寿命。
出厂前的检验是确保胶圈质量合格的重要环节。
2. 检验目标胶圈出厂检验的目标是确认胶圈的尺寸、物理性能和化学性能等指标是否符合相关标准和要求。
3. 检验步骤步骤 1: 尺寸检验尺寸是胶圈质量的关键指标之一,正确的尺寸保证了胶圈在安装和使用过程中的密封性能。
1.使用千分尺或其他适当的测量工具测量胶圈的内径、外径和厚度。
2.将测量结果与产品图纸或相关标准进行比对,确保尺寸的偏差在允许范围内。
步骤 2: 物理性能检验物理性能检验主要涉及胶圈的硬度、强度和弹性等指标,这些指标直接影响胶圈的使用寿命和性能。
1.使用硬度计测量胶圈的硬度,一般采用 Shore A 或 Shore D 硬度测试方法。
2.进行拉伸试验,通过测量断裂拉力和伸长率来评估胶圈的强度和延展性。
3.进行压缩试验,评估胶圈在不同压力下的变形和恢复能力。
步骤 3: 化学性能检验化学性能检验主要关注胶圈的材料组成和耐化学品性能。
1.根据胶圈的材料类型,选择合适的化学试剂进行浸泡试验,评估胶圈的耐化学品性能。
2.进行材料成分分析,使用适当的检测方法确认胶圈所使用的材料是否符合标准要求。
步骤 4: 检验记录和报告在每一步检验完成后,记录相应的测量数据和结果,包括尺寸、物理性能和化学性能等。
最终根据检验数据生成出厂检验报告,确保胶圈质量符合要求。
4. 结论胶圈出厂检验是确保胶圈质量的关键环节,通过严格按照检验步骤进行检验,可以有效确保胶圈的尺寸、物理性能和化学性能等指标达到要求。
出厂检验报告是对检验结果的总结和记录,为用户提供了胶圈质量的可靠证明。
5. 参考文献(示例)1.《胶圈尺寸检验方法标准》2.《胶圈物理性能检验标准》3.《胶圈化学性能检验方法》。
O型密封圈检验规范
凡尔机械集团有限公司O形密封圈检验规范1 范围本检验规范规定了本公司O形密封圈的检验项目与检验要求。
本检验规范适用于本公司安全阀阀芯用O形密封圈的质量检验。
也适合本公司其他液压阀用形密封圈的质量检验。
2 检验依据GB/T3452.1-2005 液压、气动用O形橡胶密封圈,第一部分:尺寸及公差GB/T3452.2-2007 液压、气动用O形橡胶密封圈,第二部分:外观质量检验规范GB/T5720-2008 0形橡胶密封圈试验方法。
3 检验项目3.1 对于CS级的O形圈要求核对制造厂商、品名、规格、材料、出厂日期,是否有合格证或质量证明书;3.2 尺寸检验:线径尺寸公差:安全阀阀芯用Ф2±0.015;其他阀类用Ф2±0.08,Ф2.4±0.09,Ф3.1±0.10,Ф3.5±0.11,具体检验时按照GB/T3452.1-2005标准中所规定的进行检验。
3.3 硬度检验:聚氨酯(NBR):90±5(邵氏A)度、丁腈橡胶(NBR):70±5(邵氏A)度;其他材料的硬度,参照机械设计手册《常用橡胶技术性能》或图纸要求。
3.4 外观质量检验:安全阀阀芯所用的O形橡胶密封圈外观质量要求达到CS级(参照附录A),对于其他液压阀所用的O形橡胶密封圈的外观质量,如果没有特别要求,要求达到S级(参照附录B),具体检验时,按照GB/T3452.2-2007标准中所规定的进行检验。
3.5 老化试验:对于使用温度较高的O形密封圈或图纸有要求的,需要进行老化试验。
4 检验方法:4.1 本检验规范条款3.1核对。
4.2 本检验规范条款3.2数显游标卡尺。
4.3 本检验规范条款3.3橡胶硬度计。
4.4 本检验规范条款3.4目视、数显游标卡尺。
4.5 本检验规范条款3.5老化箱。
5 检验规则采用抽检方式,尺寸检验:每批抽检比例不低于10%,外观质量检验:每批抽检比例不低于20%,硬度和老化检验:按照《0形橡胶密封圈试验方法》规定。
橡胶件检验要求
硬度计
拉伸强度变化(%)
0~25
拉力试验机
拉断伸长变化(%)
-35~1
数显游标卡尺
线直径变化%
±15
数显游标卡尺
100%的工业甲醇和100%乙醇中分别浸泡100h
硬度变化(度)
-5~10
硬度计
拉伸强度变化(%)
0~25
拉力试验机
拉断伸长变化(%)
-35~1
数显游标卡尺
线直径变化%
±15
数显游标卡尺
50%的汽油和50%的工业甲醇(按体积百分比)的混合液100h
硬度变化(度)
-5~10
硬度计
拉伸强度变化(%)
0~25
拉力试验机
拉断伸长变化(%)
-35~1
数显游标卡尺
线直径变化%
±15
游标卡尺
直径变化%
±15
数显游标卡尺
橡胶密封圈入厂检验要求
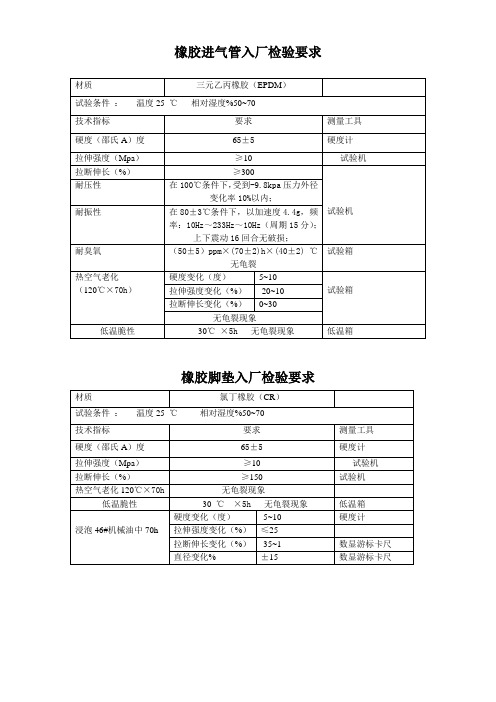
材质
丁晴橡胶(NBR),
试验条件:温度25℃相对湿度%50~70
技术指标
要求
测量工具
硬度(邵氏A)度
70±5
硬度计
拉伸强度(Mpa)
≥10
拉力试验机
拉断伸长(%)
≥300
拉力试验机
低温脆性
-30℃×5h无龟裂现象
低温箱
浸泡E22汽油中100h
硬度变化(度)
技术指标
要求
测量工具
硬度(邵氏A)度
65±5
硬度计
拉伸强度(Mpa)
≥10
试验机
拉断伸长(%)
≥150
试验机
热空气老化120℃×70h
无龟裂现象
低温脆性
密封圈入厂检验规程

密封圈入厂检验规程1、目的橡胶密封圈入厂检验规程(以下简称检验规程)规定了本公司使用此类零件的技术要求及检验方法,本同时是密封圈等橡胶制品供应商对我司品质要求认知的准则。
检验规程适用于公司生产的新、老防爆电器产品使用的橡胶密封圈的入厂检验。
2、范围本规范适用于本公司对外采购的所有橡胶制品。
3、职责本规范由技术部负责制定,并负责实施和维护。
4、检验方法及标准:4.1 外观、颜色4.1.1 测试数量:按规定比例抽查对应的包数,按照称重的方法计算每包的数量。
4.1.2 测试方法:在足够的光照条件下目测产品的外观,并与最初确定的样品对比颜色。
4.1.3 判定标准:1)密封圈应无裂口、气泡、杂物、缺胶和修边过度现象,制品表面应无较大披锋、毛边,并应有橡胶特有的光泽;2)密封圈表面不得有喷霜、吐蜡等发白现象;3)密封圈手感不粘手、不能有脱色现象;4)密封圈外观、颜色不得有明显差异。
4.2 、尺寸测量4.2.1 测量器具:卡尺、投影仪4.2.2 测试方法:按图纸标准的尺寸进行测量(关键尺寸需做破换性切片)4.2.3 测试数量:按规定比例4.2.4 判定标准:按图纸标准、并保证在公差范围之内。
4.3 硬度测试4.3.1 测试器具:橡胶硬度计4.3.2材料规格:被测材料厚度应≥3mm,若单层材料不够3mm,则叠加≤3 层,若三层仍不够,则以厂商提供的试片为准。
4.3.3测试数量:按规定比例4.3.4记录方式:指针所指刻度为被测物之硬度,一次性读数,记下最高和最低值。
5、检查每次收货时供应商提供的材质保证书,产品合格证、出厂检验报告材料是否与前一次所使用材料吻合。
密封件进货检验指导书
密封件进货检验指导书
CY/QM/JS-006
1 目的
对密封件进货检验项目、方法、记录等作出规定,以保证密封件进货检验得到有效控制。
2 适用范围
适用于密封件的进货检验。
3 职责
密封件检验员负责密封件的进货检验。
4 工作程序
4.1检验项目
A尺寸检验
B外观质量检验
4.2检验用器具、检验方法及判断方法
A尺寸检验直接用卡尺及光滑塞规测量,不同密封件应符合相应的标准或产品样本规定:
(1)O形圈尺寸应符合GB3452.1—82、GB1235—76《液压气动用O形圈尺寸系列及公差》的规定;
(2)其他密封圈尺寸应符合相应供方产品样本的规定。
B外观质量检验直接目测,或用<10倍的放大镜检查,不同密封件应符合相应的标准或产品样本的规定:
(1)O形圈外观质量应符合GB3452.2—87《O形橡胶密封圈外观质量检验标准》3.3条表中S级的规定。
(2)其他密封圈外观质量应符合相应供方产品样本外观质量的规定。
-1-
4.3密封件检验抽样方法:
4.3.1批量在50件以下进行全数检验,≥50件时,每批抽检50件。
4.3.2从产品不稳定的供方购入的密封件应全数检验。
4.4检验的结果处置及记录
4.4.1检验后应对检验的结果进行处置,检验结果应在“检验通知单”上进行记录。
4.4.2全数检验发现的不合格按《不合格品控制程序》进行处置。
4.4.3抽样检验发现了不合格应加倍抽检,若加倍抽检仍出现不合格,则判整批不合格;若合格可判其余为合格。
-2-。
橡胶密封圈检测标准
橡胶密封圈检测标准HG/T 2810-2008 往复运动橡胶密封圈材料HG/T 2811-1996 旋转轴唇形密封圈橡胶材料GB/T 9877-2008液压传动旋转轴唇形密封圈设计规范GB/T 15326-1994 旋转轴唇形密封圈外观质量GB/T 13871.1-2007 密封元件为弹性体材料的旋转轴唇形密封圈第1部分:基本尺寸和公差HG/T 2021-1991 耐高温滑油O型橡胶密封圈材料GB/T 3452.2-2007 液压气动用O形橡胶密封圈第2部分:外观质量检验规范HG/T 3089-2001 燃油用O形橡胶密封圈材料HG/T 2181-2009 耐酸碱橡胶密封件材料HG/T 2579-2008 普通液压系统用0形橡胶密封圈材料GB/T 3452.1-2005 液压气动用O形橡胶密封圈第1部分尺寸系列及公差GB/T3452.2-2007 液压气动用O形橡胶密封圈第2部分:外观质量检验规范GB/T 12002-1989 塑料门窗用密封条HG/T 3099-2004建筑橡胶密封垫预成型实心硫化的结构密封垫用材料规范TB /T 1964-1987 客车门窗用密封条JB/T 7757.2-2006机械密封用O形橡胶圈JC/T 946-2005混凝土和钢筋混凝土排水管用橡胶密封圈JC/T 483-2006 聚硫建筑密封胶HG/T 3326-2007采煤综合机械化设备橡胶密封件用胶料JC/T 748-1987(1996)预应力与自应力钢筋混凝土管用橡胶密封圈GJB 250A-1996耐液压油和燃油丁腈橡胶胶料规范GB/T 15325-1994往复运动橡胶密封圈外观质量GB/T 10708.1-2000往复运动橡胶密封圈结构尺寸系列第一部分单向密封橡胶密封圈GB/T 10708.2-2000往复运动橡胶密封圈结构尺寸系列第二部分双向密封橡胶密封圈GB/T 10708.3-2000往复运动橡胶密封圈结构尺寸第三部分橡胶防尘密封圈GB5135.11-2006自动喷水灭火系统第11部分:沟槽式管接件JC/T976-2005道桥嵌缝用密封胶GB/T 21873-2008橡胶密封件给、排水管及污水管道用接口密封圈材料规范HG2865-1997汽车液压制动橡胶皮碗HG2950-1999汽车制动气室橡胶隔膜GJB 5258-2003航空橡胶零件及型材用胶料规范附:思普泰克橡胶密封圈检测检测设备,尺寸外观自动检测效率、精度、准确率远超人工。
密封圈检验标准
密封圈检验标准密封圈是一种常见的密封元件,广泛应用于机械设备、汽车、航空航天等领域。
它的质量直接影响着设备的密封性能和使用寿命。
因此,对密封圈的检验标准至关重要。
本文将介绍密封圈检验的相关标准和方法。
首先,密封圈的外观检验是非常重要的一步。
外观检验主要包括密封圈的表面是否平整,有无裂纹、气泡、变形等缺陷。
同时,还要检查密封圈的尺寸和形状是否符合标准要求。
只有外观符合标准,才能保证密封圈的密封性能和可靠性。
其次,密封圈的材料和硬度也是需要检验的重点。
密封圈的材料通常包括橡胶、硅胶、氟橡胶等,不同材料具有不同的耐高温、耐油性能。
因此,需要对密封圈的材料进行检验,确保其符合使用要求。
同时,还需要对密封圈的硬度进行测试,以确保其符合标准要求。
另外,密封圈的密封性能也是需要检验的关键点之一。
密封圈的密封性能直接关系到设备的工作效率和安全性。
因此,需要进行压缩变形测试、耐压测试、耐腐蚀性能测试等,以确保密封圈在各种工况下都能保持良好的密封性能。
最后,密封圈的耐久性和使用寿命也需要进行检验。
通过模拟实际使用条件下的测试,如振动测试、温度循环测试、压力循环测试等,来评估密封圈的耐久性和使用寿命。
只有经过严格的测试,才能确保密封圈在长期使用过程中能够保持稳定的性能。
综上所述,密封圈的检验标准涉及外观、材料、硬度、密封性能、耐久性等多个方面。
只有严格按照标准进行检验,才能保证密封圈的质量和可靠性。
同时,密封圈的制造商也应加强对生产过程的控制,确保产品质量的稳定性。
希望本文对密封圈的检验工作能够提供一定的参考和帮助。
密封圈检验作业指导书
参照工程图纸或相关供应商提供的规格资料核对是否一致
X
卡尺
密封胶发出刺
5.异味
将密封胶靠近鼻子约 10CM 处,闻有无刺鼻性气味
X
鼻的气味
将带有粘性的密封胶的底纸撕掉贴在相匹配的物料上压平压紧后置 6.粘性检
密封胶的粘性 于室温环境,24 小时后看边缘有无翘起胶落.(密封胶圈除外)抽样: X 验
每批次 10PCS/LOT
包装目视包装方式目视包装方式确认是否能保证此物料的来料质量?外观材质比对确认板目视或用手感觉密封胶的材质与板是否一致密封胶本体参照样板检查来料有无刮花料花起粒披锋杂点等不良现象4
佛山耐堡日用品有限公司 文件编号:NB-QC-WI-015
作业指导书
文件名称﹕ 密封圈检验作业指导书
版 本:A/0 生效日期:2012 年 03 月 07 日 页 码:第 1 页,共 1 页
分发代号﹕
张建军
日 期: 2012 年 3 月 7 日 日 期: 日 期:
修订内容简要修订人ຫໍສະໝຸດ 相匹 配物 料硬度
7.硬度 硬度测试
有硬度要求的,应核对图纸硬度应一致(测量随货提供的硬度饼)
X
计
佛山耐堡日用品有限公司
文件名称:密封圈检验作业指导书 文件编号: NB-QC-WI-015 版 本: A 生效日期: 07/03/2012 页 码: 共 1 页
编制(修订): 审 核: 批 准:
版 修订 修订 本 次数 页码
2.包装
混料 与样板比对﹐检查包内有无其它编号的密封胶混入 包装方式 目视包装方式﹐确认是否能保证此物料的来料质量
X 目视
X
材质 3.外观
密封胶本体
比对确认板﹐目视或用手感觉密封胶的材质与板是否一致
密封圈检验标准
密封圈检验标准密封圈是一种密封元件,广泛应用于机械设备、汽车、航空航天等领域。
密封圈的质量直接影响着设备的密封性能和使用寿命。
因此,对密封圈进行严格的检验是非常重要的。
本文将介绍密封圈的检验标准,以便确保密封圈的质量和性能。
首先,对于密封圈的外观检验,应当检查密封圈的表面是否平整,是否有裂纹、气泡、变形等缺陷。
同时,还应检查密封圈的尺寸是否符合要求,包括内径、外径、厚度等尺寸参数的测量。
外观检验可以直观地判断密封圈的质量,因此是非常重要的一步。
其次,对于密封圈的材料检验,应当对密封圈所采用的材料进行检验。
密封圈通常采用橡胶、硅胶、聚氨酯等材料制成,这些材料的质量直接影响着密封圈的性能。
因此,对材料的硬度、耐磨性、耐油性等性能进行检验是非常重要的。
只有材料符合要求,密封圈才能具有良好的密封性能和耐用性。
另外,对于密封圈的功能性能检验,应当对密封圈的密封性能进行检验。
这包括对密封圈在不同温度、压力条件下的密封性能进行测试,以确保其在实际工作条件下能够正常工作。
同时,还应对密封圈的耐久性进行测试,以确保其在长期使用过程中不会出现老化、硬化等问题。
最后,对于密封圈的标识检验,应当对密封圈的标识进行检验。
密封圈的标识应当清晰、完整,包括产品型号、生产日期、生产厂家等信息。
只有标识清晰完整,才能够追溯产品的质量信息,保证产品的质量可控。
综上所述,密封圈的检验标准包括外观检验、材料检验、功能性能检验和标识检验。
只有严格按照这些标准进行检验,才能够确保密封圈的质量和性能。
密封圈作为一种重要的密封元件,在各个行业都有着广泛的应用,因此对其质量的严格把控至关重要。
希望本文所介绍的密封圈检验标准能够对相关行业的从业人员有所帮助,提高密封圈的质量和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橡胶密封圈入厂检验规程
1 主题内容与适用范围
橡胶密封圈入厂检验规程(以下简称检验规程)规定了本公司使用此类零件的技术要求及检验方法。
本检验规程适用于公司生产防爆电器产品使用的橡胶密封圈的入厂检验。
2依据的标准:除本规程外,还应符合各自产品的企业标准、产品图样、工艺文件等相关标准的技术要求。
3检验项目:a、外观;b、外形尺寸;c、材料及性能。
4检验手段:目测和实际测量
5检验用量具:游标卡尺、硬度计。
6技术要求:
a、密封圈表面质量应无气泡、杂质、凸凹缺陷、修边痕迹、合缝错位,具体
要求见“橡胶密封圈入厂质量水平判定表”表1:
表1 橡胶密封圈的表面质量
b、密封圈尺寸应符合各自图样要求,未注公差部分应符合“橡胶密封圈入厂验
收及质量水平判定表”表2的规定:
表2 橡胶制件未注公差
c、密封圈的材质和抗老化性能应符合GB3836.1-2000附录D2.2.2、D3.3的规
定,其物理机械性能应符合“橡胶密封圈入厂验收及质量水平判定表”3的规定:表3 橡胶制件用材料及其性能
7检验方法:
a、橡胶密封圈的外观用目测和量具检查,所选游标卡尺的等级不低于0.05
毫米。
其外观质量应符合“橡胶密封圈入厂验收及质量水平判定表”表1的规定;
b、橡胶密封圈的尺寸应符合各自图样的要求,未注公差部分应符合本规程
第6款b项表2的规定;
c、橡胶密封圈的硬度检测用硬度计测量。
测试环境按GB3836.1附录D 3.3
的要求,其测试结果应符合“橡胶密封圈入厂验收及质量水平判定表”表3中关于硬度的规定,即45~55;
d、抗老化性能的试验按GB3836.1-2000附录D 3.3的要求进行;其它物理
机械性能应符合“橡胶密封圈入厂验收及质量水平判定表”表3的规定,具体按下列方法进行:
(1) HG/T 2198-1991 橡胶物理试验方法的一般要求;
(2)GB/T 528-1998橡胶扯断强度试验方法;
(3)GB531-1999橡胶邵尔A型硬度试验方法;
(4)GB/T 3512-2001 橡胶热空气老化试验方法;
(5)GB/T 529-1999硫化橡胶或热塑性橡胶撕裂强度的测定。
8 验收规则补充条款
a、在进行橡胶密封圈的入厂检验时,按第7款之a 、
b、 c 项的内容验收待检品,对于第7款之d 项以供方提供的出厂检验报告(含物理机械性能试验报告)中相关内容和参数为准,原因是(1)我公司在给国家权威检测机构送检样品前已经对该供方的各种资质及技术、研发、生产、管理、售后等能力进行了严格的评审。
评审合格后,供方按我公司提供的产品图样进行了样品试生产并出具了相关的检测报告,试样符合我公司的要求后,供方投入正式生产;(2)我公司在送往国家检测机构的产品样机中已经使用了供方提供的此类零件,且得到国家检测机构的认可,并出具了具有权威效力的检测报告,公司后续的生产中一直使用该供方提供的此类零件,属于定点生产范畴。
b、密封圈的入厂检验采用逐件检验,检验记录按入厂批次分类填写检验报告。
c、对于检验中发现的不合格品彩退回供方调换处理。