蓝牙耳机成品组装QC工程图(耳部相关)
自制蓝牙耳机

说到头戴式耳机,我想很多人都是奔着它优良的的隔音、音效等效果来的,但是传统的有线头戴耳机在使用中总是会不小心扯到耳机线,有时甚至会直接把耳机从头上扯下来砸到地上,这一点让人觉得颇不爽。
(砸到地上的如果是几十元的国产货可能不会心疼,但是如果是刚买的Monster Beats Mixr的话,那就只能呵呵了……)在屡屡发生上述令人不爽的事情之后我终于决定要换个无线头戴耳机了!雄心壮志上在某网购逛了一圈,扫了一眼咱的账面余额,然后默默地抓起普通有线耳机继续用……喂喂,作为一个DIYer怎么能允许这种情况出现!买不起咱还做不起么?赶紧的采购零件开工!材料和工具制作材料•头戴式耳机•旧耳机一副(用于取音频线)•蓝牙音频接收模块•600mAh锂电池及保护电路•锂电池充电板•3pin排针及排插• 3.5mm耳机座•小拨动开关•飞线若干•热缩管若干•油性记号笔•绝缘胶带•蓝色5mm LED制作工具•烙铁及相关耗材•热熔胶枪•电磨(带钻头)•锉刀•游标卡尺•钢尺•小十字螺丝刀拆解原耳机首先将耳罩拿下来,注意别太暴力,力度要适中,别把上面的缝线扯开了……然后拧下三颗固定螺丝,把扬声器单元温柔地、轻轻地卸下来。
拆下来的螺丝可以放在耳罩里面,没那么容易弄丢,省的半小时后总装发现少个螺丝神马的。
将原来的音频线焊下来,去除,留下外壳和扬声器部分。
原来的耳机线,是时候say Goodbye了~p.s.别着急人道毁灭这货,留着说不定以后可以用上呢。
将相对独立的左右部分用旧耳机线连起来由于原来的耳机左右两边的部分是相对独立的,没有导线连接,而此次制作需要将电池和蓝牙模块分开左右两边放,放在右边的蓝牙模块的左声道输出也需要用音频线连接到左边,所以需要用一副旧耳机来拆取音频线。
这是一副被咱家汪星人蹂躏过的耳机线……好在线缆部分没有损坏,可以使用。
这里之所以不采用从这副耳机上拆下来的耳机线是因为拆下来的线太粗了,不方便走线,而普通耳机的线比较细。
简易版QC工程图范例
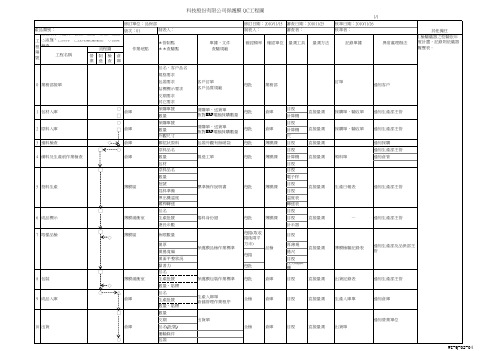
1/1 修訂單位:品保部 產品類别: 工 工程順序(進料、檢查、生產、分裝、檢查、出貨) 程 ○搬運‧△保存‧□品名數量確認‧◇品質檢查 编 流程圖 工程名稱 號 營業 制造 檢查 倉庫 作業地點 *管制點 **查驗點 品名、客戶品名 規格要求 0 業務部接單 包裝要求 貼標標示要求 交期要求 其它要求 1 包材入庫 ○ □ ○ 2 原料入庫 3 進料檢查 □ 4 備料及生產前作業檢查 □ ◇ ○ 倉庫 □ 倉庫 倉庫 倉庫 採購單號 數量 採購單號 數量 外觀尺寸 顆粒狀原料 原料品名 數量 包材 原料品名 數量 5 投料生產 薄膜區 批號 混料準備 押出機溫度 螺桿轉速 □ 6 成品標示 □ ◇ 薄膜緩衝室 品名 生產批號 總長米數 7 取樣品檢 薄膜區 魚眼數量 膜厚 膜捲寬幅 膜面平整狀況 黏著力 □ 8 包裝 ◇ ○ 9 成品入庫 □ 10 出貨 ○ 倉庫 △ 倉庫 薄膜緩衝室 品名 生產批號 數量、貼標 品名 生產批號 數量、貼標 數量 交期 品名(批號) 運輸條件 包裝 出貨單 全檢 倉庫 目視 直接量測 出貨單 通知營業單位 生產入庫單 倉儲管理作業程序 全檢 倉庫 目視 直接量測 生產入庫單 通知倉庫 保護膜包裝作業標準 每批 倉庫 目視 直接量測 出貨記錄表 通知生產部主管 保護膜品檢作業標準 每捲 每批 每捲(取收 捲後兩平 方米) 品檢 捲料身份證 每批 薄膜課 標準操作說明書 每批 薄膜課 製造工單 每批 薄膜課 包裝外觀有無破袋 每批 薄膜課 請購單、送貨單 核對ERP電腦採購數量 請購單、送貨單 核對ERP電腦採購數量 每批 倉庫 目視 計算機 目視 每批 倉庫 計算機 尺 目視 目視 計算機 目視 目視 電子秤 目視 目視 温度表 轉速表 目視 目視 計米器 目視 厚薄規 捲尺 目視 拉力測試機 直接量測 薄膜檢驗記錄表 通知生產部及品保部主 管 直接量測 — 通知生產部主管 直接量測 生產日報表 通知生產部主管 直接量測 領料單 直接量測 通知採購 通知生產部主管 通知倉管 直接量測 採購單、驗收單 通知生產部主管 直接量測 採購單、驗收單 通知生產部主管 客戶訂單 客戶品質規範 每批 業務部 訂單 通知客戶 單據、文件 查驗規範 確認頻率 確認單位 量測工具 量測方法 記錄單據 異常處理辦法 版次:01 制表人: 修訂日期:2010/11/15 審查日期:201011/25 制表人: 審查者: 核準日期:2010/11/26 核準者: 其他備註 1.檢驗儀器之校驗依年 度計畫,記錄則依儀器 履歷表。
【最新2018】蓝牙耳机作业指导书word版本 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==蓝牙耳机作业指导书篇一:蓝牙耳机成品组装QC工程图QC 工程图QC 工程图QC 工程图QC 工程图QC 工程图篇二:蓝牙耳机检验标准1 / 16前言本标准适用于厦门迈科思工业设计有限公司的蓝牙耳机产品,蓝牙音箱产品且包括研发、试生产、QA增强性试验及出货检验等各个阶段。
本标准起草<本次标准修订>部门:品管部。
本标准起草<本次标准修订>人:本次标准审核人:本次标准批准人:说明1.目的:规范成品检验,指导生产部门对不良品的控制及保证产品出货质量,特编写QA检验标准。
2.范围:本标准适用于本公司所有蓝牙耳机,蓝牙音箱成品检验。
3.抽样标准依据GB/T2828.1-201X级,一次抽样,一般检验水平Ⅱ级,重缺陷(MA)AQL:0.4,轻缺陷(MI)AQL:1.0 致命缺陷(CR) C=04.检验工具:工作台、卡尺、专用测试蓝牙电脑,带蓝牙功能的手机,蓝牙测试仪。
5.检验依据:标准样品、产品规格书。
6.检验项目:成品功能检验、成品外观检验,成品可靠性能检验。
7.本标准规程未尽项目,需要检验可参照国标要求,当检验规范的检验项目在技术要求中未作规定时可不做检验要求。
2 / 16目录1. 测试条件…………………………………………………………………………………………………………………..4 1.1环境条件……………………………………………………………………………………………………………………4 1.2目视条件…………………………………………………………………………………………………………………….4 1.3测试工具………………………………………………………………………………………………………………………4 1.4测试定义………………………………………………………………………………………………………………………4 1.5缺陷等级定义………………………………………………………………………………………………………………4 2外观检查………………………………………………………………………………………………………………………….52.1耳机外观检查……………………………………………………………………………………………………………….5 2.2耳机外观检验及缺陷分类………………………………………………………………………………………….5-7 2.3性能检验及缺陷分类…………………………………………………………………………………………………8-93.可靠性测试………………………………………………………………………………………………………………………10 3.1低温存储测试………………………………………………………………………………………………………………….10 3.2高温存储测试………………………………………………………………………………………………………………….10 3.3高温高湿运行测试…………………………………………………………………………………………………………..10 3.4低温运行测试…………………………………………………………………………………………………………………..11 3.5跌落测试…………………………………………………………………………………………………………………………..11 3.6振动测试……………………………………………………………………………………………………………………………12 3.7盐雾测试…………………………………………………………………………………………………………………………12 3.8老化测试...............................................................................................................................................12 3.9丝印附着力测试...........................................................................................................................12-13 3.10喷油附着力测试.........................................................................................................................13-14 3.11按键寿命测试.............................................................................................................................14 3.12喷油耐磨测试..............................................................................................................................14 3.13输入输出口插拔力测试.............................................................................................................14-15 3.14输入输出口插拔寿命测试..........................................................................................................15 4.结构尺寸检查.....................................................................................................................................15 5材料以及有害物质检测....................................................................................................................15 6.蓝牙耳机配件测试 (16)3 / 161 测试条件1.1环境条件温度:15℃~35℃ 相对湿度:35%~75% 大气压:86kPa~106kPa 1.2目视条件a)照明光线:功率(2×40W)的日光灯,光源距离被测面 30~50cm,光强1000-1200LUXb)观察角度:待测物被检测面与视线成45度,距离约30cm,上下左右转动被测物15度以内。
耳机生产QC工程图

自检 成型 长度 全检 全数 部品表尺寸 目视 机保 和 & & 图 & 养 拉力 抽检 2H/次 测量
4
自检 脱皮 全检 全数 去皮 部品表尺寸 目视 机保 & & 长度 图 & 养 抽检 2H/次 测量 自检 全检 全数 锡炉 锓锡 部品表尺寸 目视 & & 温度 长度 图 & 抽检 2H/次 测量 自检 焊接 部品表焊接 目视 全检 全数 烙铁 点检 定义图 & & & 温度 查和 & 锡点 抽检 2H/次 固定 作业指导书 检查
2
裁线
1,将操作台上固定一个 基点并用木条定位. 2,刀具固定在同一水平 切割 面(间距按图纸要求尺 刀 寸设定)将整卷线切成 要求长度. 1,将线材一端取长度 15mm放置到模具中成型
抽线主管 & 品质主管
3
线档成 插头线档 型 2,将另一端取长度 330mm放置到模具中成 型咪壳线档 插头线 1,插头线档端去皮 材去皮 脱皮 机
公司检验标准资料
耳机生产QC工程图
管制项目 制 流 程 程 编 图 号 制 程 名 称 作 业 描 述 仪 器 设 备 检 验 依 据 检 验 方 式 检 验 数 量 检 验 频 率 管制要求 管 制 单 位 人 管 制 评 审 人 生产 品质 工程 各部门主管
仪 器
设 备
产 品
控制要求
记录项目
1
首件样 按照部品表制作样品 品制作
部品表焊外 1,依据部品表要求尺寸外观接线定义参 生产 观和接定义 外观 全检 全数 照样品制作首件3PCS . 拉长 图 功能 & & 首件记录单 2,首件产品制作单位检验后送生产/品质 & & 检查 抽检 2H/次 /工程部门主管确认后生效. IPQC 部品表物料 清单 1,1428/4C线1100mm 切割 自检 首件记录单 操作 全检 全数 2,更换线材或更换其它机型需要再次设 刀定 裁线 部品表尺寸 目视 & 员工 & & 定尺寸 位情 长度 图 & IPQC巡检记 & 抽检 2H/次 3,IPQC上班前确认尺寸每2小时进行产品 况 测量 录 IPQC 尺寸点检 1,插头线档保留线头端长度15mm 2,咪壳线档端长度330mm 3,成型前需要确认模具号码和外型是否 与图纸及样品一致 4,自检成型产品外观(无变形/气纹/缩 水现象)和外露尺寸 5,IPQC上班前确认检验结果每2小时进 行产品外观抽检 1,线材两端去皮长度控制在14mm 2,去线皮过程中需要全检验芯线无散线 断线现象。 3,IPQC上班前确认尺寸每2小时进行产 品尺寸点检 1,线头锓锡长度控制在1-1.5mm 2,锡炉温度控制在380-450度。 3,IPQC上班前确认线头锓锡尺寸和锡炉 温度,每2小时进行产品锓锡尺寸和锡炉 温度点检 1,核对焊接点与图纸要求是否一致 (GND-黄 L-绿 R-蓝 MIC-红) 2,烙铁温度控制在380-450度,时间控 制在3S内,保持烙铁头清洁。 3,IPQC上班前确认焊接点与样品是否一 致和烙铁温度,每2小时进行产品焊接点 与样品核对和烙铁温度点检
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
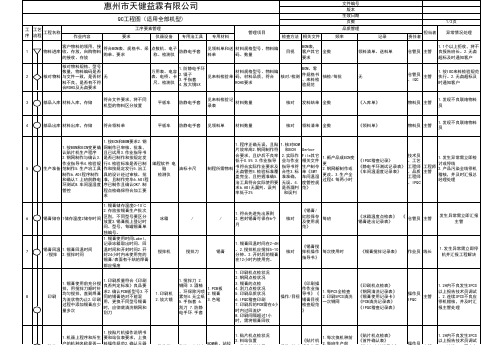
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
DIY耳机-环氧树脂篇要点

DIY耳机-环氧树脂篇最近在网上看到私人定制耳机感觉好酷,就想自己DIY一套,本人以前是玩电子管功放的,俗称“胆机”借个图看一下就是这个样子的,有人就问了,胆机和耳机有个毛的关系?上个胆机图难道背在身上推耳机听,呵呵,想多了,我是想说胆机适合在家里享受HIFI,但像我们这种上班族一个星期能听几次,好不容易放个长假不是这里玩就是那里玩开机率低呀,再加上现在有了小孩,听它的机会更是少得可怜,所以我就想DIY一款自己的耳机,现在每天上班下班坐车基本上要用1.5-2小时这段时间什么事都做不了,所以大家就会拿出手机来,刷微博刷微信,听歌,看电影,这样必然就会想到耳机,记得以前没有好耳机的时候在家随便找了一个那种买手机送的耳机带上听歌,带上之后听了2秒不到,我就拿下来用脚踩了,垃圾呀,怎么这个世界还有人做这种垃圾耳机,这简直就是浪费人类的材料,所以我决定做一款属于自己的耳机先来看看现在耳机大至分类吧,一类是挂耳式,如苹果耳机,这类耳机对我来说是没用,送给我都不要,第一它不密封听歌的时候外界噪声都能听得到,让我怎么能够愉快的听音乐呢,第二这种挂耳式我是带不上,就算是带上只要一动就肯定掉,只能说我的耳朵没有按苹果耳机长,真是对不起苹果耳机呀,上图再说头戴式,这种耳机效果不错音质是这三类耳机中最能做好的,但是有一个至命的缺点就是太大,像我这样的上班族,每天上班就只有钥匙钱包手机,空手甩上班去,谁还还为了一个耳机背个包,上图终上所述我选择了入耳式,小巧,隔音又可以个性化定制DIY一款独一无二的耳机好了不啰嗦开始入正题先来说说环氧树脂,也叫AB水,淘宝上面大把的,分A胶和B胶教程和制作过程淘宝店里都可以找得到,我就不多说,借网上图片下面就要将3:1的比例调好的AB树脂倒入硅胶模具用打火机烧一下,气泡就没了等上一个晚上就可以拿出来了,下面是拿出的样子,和在模具里面的样子像下面这种有气泡的基本就是失败器,不能用了只有丢掉,所以像这种耳机壳的成功还是蛮底的要像下面这种没有气泡就是好的就进行下一步处理图那么接下来就要用到高大上的机器来把里面雕空,有厉害的朋友拿手磨也可以磨出一个空腔,说实话我以前也这样做过,一个字“累”,搞过一次就不想再磨了,那么我就用到以前的机器CNC雕刻机,用雕刻机来代替人工,这样就又快又准,有了雕刻机就要做铣刀来铣成空腔,铣空腔就要做刀路,要得到刀路那么接下来就是要制作耳机空腔的3D模型,上雕刻机图个空腔出来,而不是做一个凸起的耳机,下面是3D阴模图然后生成3MM 铣刀粗加工刀路,后面是去掉模形纯刀路图侧面纯刀路图导入雕刻软件后就是这样的,后面是为了固定耳机实心体做的夹具,为了做这个夹具我用了半个月时间,具体我就不说了,略过,上机粗加工后再生成10度0.2平底刀精加工刀路图,后面是纯刀路图,可以看到插坐位置刀路有多清晰,这样装上插座基本就可以不用上胶水就可以固定得很好,这也是我最得意的设计之一,出来的成品装上插座看看装上盖子,完美还有一个细节我没有提到就是出音孔,上面拍的图出音孔己经钻好了,就是拿小电磨上个小钻头钻好就行,具体不多说,请自行补脑现在空腔己做好,接下来就是作外盖了,首先把你喜欢的闪粉加入到模具中如图再加入调好的AB 水等上一个晚上后,拿出来就是这样.看到右边蓝色下方没有,那是因为里面有个大气泡,盖子出为就少了一块,所以这个盖子就没用了,丢掉,像这样的作品,这1个月我不知道丢了多少个,我只做精品接下来就是用打磨机打磨,打磨的要求是每个盖子大小,厚度,边缘弧度,表面平整度都要一样,这样装上后整个耳机就不会显得又厚又大,表面平整度要好是为了后面贴金属贴纸更完美打磨是一个又累人又脏的活,就是几个盖子没有几个小时是做不出来,谁磨谁知道空腔和盖子都做好了,那么我们就来说说单元吧,一款耳机做得再好看,再漂亮,没有一个好的单元,出不了好声音那也是垃圾,跟路边货就没有区别,所以下面来说说我用的单元吧,首先看看在淘宝上,贴吧里面到去都是这种涡轮单元这种单元我也买过几对装成来听过,感觉声音还不错,为什么这种单元现在很多人玩呢,我想是有几点吧,第一,这种单元小只有8MM所以装在这种壳子里还有很多的空间,有的发烧友拿这个单元做一圈一铁耳机,第二是它有一个凸嘴所以就可以用导音管或热缩管连接很方便安装到壳子里面那么我对款单元一点都不感冒,反而我对一款三星双动圈单元感兴趣,这款单元为什么用的人少,我也感到不解,我个人认为最主要的愿因是不好安装壳子里面,因为它大,真的大,虽然比涡轮只大了2MM再加上它没有凸嘴,所有想把这款单元固定在这个壳子里那是相当难,但这款单元音质来说,我个人感觉比上面那种涡轮音质好,解析度高,低音有力,在此我不想对这款单元过多表述,免得引起公愤,我只想说在深圳打工9年在华强北听过各种胆机石机,几千块到几十万的功放都听过的耳朵是不会骗人的,下面我把这款单元拆解图让大家看看可以看到这款单元里面有两个音圈,那么也就是说这一个单元就是两个喇叭,电路板上面有个分频电容,将播放器给过来的声音进行分频,高频给高音音圈。
苹果AirPodsPro国行版拆解:上乘佳作
苹果AirPodsPro国行版拆解:上乘佳作二、苹果AirPods Pro国行版拆解我们分离充电盒的下部壳体。
可见下壳与中框有两条排线相连,排线分别连接着闪电接口与无线充电线圈。
下部壳体的排线与上部壳体的主板通过排线插座连接,软胶水加固。
我们卸除排线,彻底分离下部壳体与上部壳体的连接。
下部壳体后部的按键FPC以及无线充电线圈。
充电线圈使用硬胶贴合在内壁,即便拆下来也是面目全非。
下部壳体内部的闪电接口被金属壳固定件包裹保护螺丝加固。
LED指示灯与闪电接口FPC一面特写。
LED指示灯与闪电接口FPC另一面特写。
三色LED指示灯特写。
中框近似三明治结构。
我们看到,充电盒内部配备了上下两块电池,中间夹着主板。
上部壳体又分为三部分,白色上盖,白色耳机座仓和黑色内部固定结构件。
上盖的合页使用胶水粘在黑色中框上。
白色耳机座仓充电触点使用排线连接在主板上,同样使用软胶加固。
我们先将白色耳机座仓分离出来。
白色耳机座仓内部用于固定耳机的定位磁铁特写。
白色耳机座仓外壁二维码信息特写。
我们推测这颗元件是用于检测充电盒开合状态的组件,形似MEMS硅麦,元件信息未知。
黑色内部固定结构件固定有锂聚合物电池和主板。
主板使用软胶固定在中框上,除胶取下主板后才能顺利取下由双面胶贴在中框上的电池。
锂聚合物电池和主板一面特写。
锂聚合物电池和主板另一面特写。
锂聚合物电池排线插座特写。
电池插座正反面都有硬胶覆盖的部分,因无法去除硬胶所以只能到这里了。
锂聚合物电池独立保护电路特写,两块电池,每块各有一个保护电路。
保护板上的IC也有半透明状硬胶覆盖。
可充电锂聚合物电池信息:型号A2135,中国制造,充电限制电压:4.35Vdc,标称电压:3.81Vdc,额定容量:519mAh(PS:两块锂聚合物电池电池并联总容量),来自于欣旺达电子。
单块锂聚合物电池容量:1.00Wh,生产日期2019年8月。
主板正面特写,主板上覆盖有大量的软质透明防水胶,可以有效地增加主板上微小元件的机械强度,达到保护的目的。
蓝牙耳机结构设计规范
要求不太高的耳机的上下壳体及带有卡扣的零件常选用PC/ABS做为原材料,材料厂商为:
(3)排气:PA树脂的溢边值在0.03左右,所以排气孔,槽应控制在0.025mm以下
(4)模具温度:一般制品壁厚大于5mm应采取加热控温方式,对于具有一定柔软性,壁厚小于5mm的制品一般用冷却水控温的
德国拜耳:T45、T65、T85、FR2000、FR2010、FR3000、FR110 、FR3005。
1.1.4PMMA聚甲基丙烯酸酯(又叫亚克力或有机玻璃 )
属于工程塑料,有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5%。机械强度较高,有一定的耐寒性,耐腐蚀,绝缘性能良好,尺寸稳定,易于注塑成型,价格比PC便宜,但质较脆,易熔于有机溶剂,表面硬度不够,易擦毛,使用时表面通常要UV加硬。
1.2-2
1-1.6
树脂品种
尼龙66
增强尼龙66
尼龙6/9
尼龙610
增强尼龙610
收缩率%
1.5-2
0.2-0.8
1-1.5
1.2-1.8
0.4-0.7
树脂品种
PA612
PA6/66
PA1010
增强PA1010
透明PA
收缩率%
1.0-1.1
0.6-1.5
1-2.3
0.3-0.5
0.5
2.成型设备:设备生产螺杆头子应配有止回环;头子一般应是字自锁式喷嘴
QC工程图SIP
针车
针车
6
成型
流水线设备
7
包装
8
最终检验
打包机 目视
冲裁车间作业指导书
生产过程控制程序
冲裁车间作业指导书 帮面车间作业指导书
半成品质量标准 成型作业指导书
成型质量标准 包装作业指导书
成品质量标准
材料、模具、裁片外观 颜色、图案
画线板、画线位置
首末件确认 全检 全检
边距、针距、外观
全检
过程参数、外观 标识、数量、包装方式
外观
全检 全检 全检
操作员 作业员 作业员 作业员 品检员 作业员
作业员 品检员
生产日报表 进料检验记录表
生产日报表 生产日报表 帮面检验记录表 生产日报表 过程确认记录表
成品检验记录表
9
入库
推车
数量、标识、包装方式
全检
仓管员
晋江市华冠鞋业有限公司
文件名称
QC 工程图
一、生产流程图:
文件编号 编制/日期
版本 审核/日期
页码 批准/日期
产 品 样 板
冲 (
QC1
剪
)
裁
外 加 ( 协) 工
QC1
打 点 、 贴 衬 布
针
( QC2 帮 面
成 QC1 型
包 装
)
车
FQC
入 库
说明:流程图中“QC1”代表生产部车间自检,“QC2”代表品管部定点专检,“FQC”代表最终成品检验。
晋江市华冠鞋业有限公司
文件编号
文件名称
QC 工程图
编制/日期
二、流程说明
№ 工序名称
主要设备
作业依据
版本 审核/日期
印刷制品QC工程图
否开胶、溢胶、粘坏、拖 样办、制
花、擦花、脏污、变形、 程、成品
湿度合格、
检验标 准
随时自 检、全检 QC 抽 检
目 测
规格、组成、尺寸、颜色 依样办、 首件确
搭配、粘著度、干湿度、 外观之胶水 渍、压痕、起 皱、歪斜等。
客户书面 认,制程 特别要 随机抽 检、 求、我厂 批检查按 G 检验标 准 B2828 —87
QC 工程图(手工制品类 )
生产 步骤
拼 版
晒 兰 纸
晒 版
物 料 纸 仓
木 样
生产流程
管理方式
设备 名称
作业内容
资料及表 责任
单
者
管制项目
规格值
抽样
测 定
晒 版 机
晒 版 机
晒版 机、 冲版 机
按照生产部提供的样办、工 程单、将客供菲林经过一系 列技术处理后拼制成供晒版 用的大版
过油 上光、裱胶
UV 裱 胶机
手、 裱彩盒、彩卡等(即进行厚 自动 度 加工) 裱纸 机
管理方式
责 资料及表单 任
者
管制项目
规格值
抽样
测 定
工程单 生产日报表 成品检验报 告
作 业 员
尺寸、规格、刀花、底面 刀、切斜、污脏、数量、 位置、爆角、切到字。
工程单 领纸单 样办
直 随机检查 尺
品 管
Q
C
管理方式
管制项目
规格值
抽样
测 定
PVC 胶片厚度及规格; 盒样、工
胶液浓度;所贴位置; 程单、样 胶片透明度 ;是否粘胶、 办
随时自检
目 测
溢胶
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.物料结存卡。
RoHS物料需要进行标示区分,并摆放于专属区域。
仓库
异常联络本部门主管
4
发料
仓管员依据生产订单配料发料给生产
备料物架/电子秤
材料名称/规格/料号与BOM相符,数量与生产订单一致。材料有IQC PASS标识
设备注意保养,仪器定期外校
□
产品防护的控制程序
目视
100%
依工单制令
17
外观/功能修理
对外观及功能不良品进行维修
烙铁镊子静电刷/小刀/热风拆焊台清洗剂/电脑
保证外观功能合格
烙铁及热风拆焊枪温度值
○
外观/功能修理指导书
目视/量测
100%
每批
维修日报表
烙铁是否有经过量测
温度设定是否在要求范围内
生产部
异常通知主管
18
QA抽验
出货批量抽验(外观及功能)
电脑/USB DONGLE
生产部
异常通知生产主管
1.现场纠正或发出纠正预防措施2.严重时停线
12
焊接外观检验
检查咪线,喇叭线,电池线焊接情况
/
焊接外观符合IPC要求
/
◇
相应机型的组装作业指导书
目视
100%
每批
焊点牢固,饱满,线材无虚焊,颜色焊错等
品检部
异常通知生产主管
1.现场纠正或发出纠正预防措施2.严重时停线
13
充电开机检测
1.套料单。
2.领料单。
RoHS物料需要进行标示区分,并摆放于专属区域。
仓库
异常通知主管
5
分板(手工分板或分板机分板)
将大片连板分成PCS小板
自动分板机
不能损坏板上线路
保持切刀锋利,分板机要定期保养
◇
参考作业指导书
蓝牙软件烧录操作规范
目视
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
每批
1.IQC来料检验报表
2.进料验收单
3.供应商纠正预防报告
量测的设备需要专用。
RoHS物料需要进行标示区,并摆放于专属区域。
品检/仓库
异常联络本部门主管
3
仓储
仓储
防潮箱.温湿度管控仪
注意防潮,防静电。机型数量标识要准确,做好先进先出管制。
湿度与温度值。
○
1.产品防护的控制程序
目视
100%
每批
1.温/湿度管制P-Chart。
1
进料
收物料
栈板.叉车.电子称
确认产品实物/数量与订购单/送货单一致。供货商与BOM指定相符,包装外观与规格要求相符要有ROHS标识。
设备要及时保养,仪器要校验。
▽
1.产品防护的控制程序
目视.点数.称重
100%
每批
1.送货单
2.订购单
RoHS物料需要进行标示区分,并摆放于专属区域。
仓库
知会采购、供应商
对半成品充电及开机检测
电流表
注意电流的指示及指示灯指示
/
◇
参考作业指导书
蓝牙PCB板检验指导书
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知生产主管
1.现场纠正或发出纠正预防措施2.严重时停线
14
电脑联机测试
用IVT对成品蓝牙硬件部份及喇叭咪头的检测
电脑/USB DONGLE
目视/量测
100%
每批
维修日报表
烙铁是否有经过量测
温度设定是否在要求范围内
生产部
异常通知生产主管
10
后焊
对SMT不能贴片的材料进行烙铁手焊到PCBA板上
烙铁
后焊的材料要与BOM相符且包装袋要有IQC PASS章
烙铁的温度值
□
相应机型的后焊的作业指导书
烙铁管理作业指导书
目视
100%
每批
烙铁的温度及焊接的时间一定要与作业指导书一致
蓝牙功能测试架
注意测试时提示音及指示灯的闪烁要与产品规格书要求一致
保证机架顶针接触良好
◇
参考作业指导书
蓝牙PCB板检验指导书
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
8
充电电流检测
对PCBA主板充电复位及充电电流检测
机架/电流表
注意电流的指示及指示灯指示
外观符合标准,功能符合产品规书
/
◇
参考作业指导书
蓝牙耳机通用检验标准
目视/量测
依AQLMA:1.0
MI:2.5
每批
QA检验报表
品质异常处理单
QA抽检不合格品分析处理单
品控中心
异常通知主管
19
入库/出货
成品入库/出货
/
数量/机型与订单要求一致
/
△
产品防护的控制程序
目视
100%
每批
入库前确认数量、机种
烙铁有做接地和防静电措施
生产部
异常通知生产主管
1.现场纠正或发出纠正预防措施2.严重时停线
11
组装
将PCBA板与壳料通过胶水及缧丝组装在一起
胶水瓶/镊子/电批/缧丝刀
组装的成品的外观质量要符合成品外观标准
/
□00%
每批
壳料上丝印要正确及不能有色差胶水印等
接触PCBA工位有防静电措施
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
16
外观检验
对蓝牙耳机成品外观进行全检
/
组装的成品的外观质量要符合成品外观标准
/
◇
参考作业指导书
蓝牙耳机通用检验标准
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
注意测试时提示音及指示灯的闪烁要与产品规格书要求一致
/
◇
参考作业指导书
蓝牙耳机通用检验标准
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
15
电声测试
成品喇叭咪头灵敏度及失真度的检测
电声仪/显示器/机架
/
/
◇
参考作业指导书
蓝牙耳机通用检验标准
2
IQC进料检验
对来料进行品质抽样检验
数字表、LCR电桥、卡尺、电声测试仪、显微镜、电池检测仪、直流稳压电源、扫频仪。
原材料外观,尺寸,电气性能,机械特性,物理特性要与样品及材料承认书相符。
所有的仪器要定期外校,定期保养。
◇
1.各相应的物料检验作业指导书
目视.量测
1.依批次检验
-STD-105E level II, AQL:MA:1.0MI:2.5
1.现场纠正或发出纠正预防措施
6
蓝牙软件烧录
写入蓝牙软件和地址码
软件烧录架
完整写入软件并校验成功
保证机架顶针接触良好
◇
参考作业指导书
蓝牙软件烧录操作规范
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
7
PCBA蓝牙功能测试
对PCBA板硬件部份及喇叭咪头功能的检测
保证机架顶针接触良好
◇
参考作业指导书
蓝牙PCB板检验指导书
目视/量测
100%
每批
IPQC巡查,抽检
生产制程品管日报表
品检部
异常通知主管
1.现场纠正或发出纠正预防措施
9
功能修理
对功能不良品进行维修处理
烙铁镊子静电刷/小刀/热风拆焊台清洗剂/电脑
保证外观功能合格
烙铁及热风拆焊枪温度值
○
外观/功能修理指导书