飞行打标中文使用说明书飞行标刻使用说明书pdf
飞行打标设置手册

NMC-S 激光打标控制系统
飞行打标设置手册
Date: 2015-01-04
1
目录
简介................................................................................................................................................. 2 打标前的预处理工作..................................................................................................................... 2 2.1 机台位置的确定......................................................................................................................2 2.2 开启镭射开关..........................................................................................................................2 2.3 激光器驱动选择......................................................................................................................2 3 镜头校正...........................................................
在线飞行激光打标机安全操作及保养规程

在线飞行激光打标机安全操作及保养规程一、安全操作规程1.操作人员应经过专业培训并持有相应的证书,了解激光设备的基本原理、使用方法和危险性。
2.在操作过程中,严格遵守相关安全规定和标准,使用个人防护装备,如护目镜、防护手套等,避免激光直接照射到皮肤和眼睛。
3.在操作前,检查设备是否正常工作,包括电源、冷却系统、传送带等。
如发现异常情况,应立即停止使用并报修。
4.激光器应定期校准和保养,确保激光束的稳定性和打标效果。
根据设备的使用频率和工作环境,制定定期保养计划。
5.操作人员应熟悉激光器的紧急停机按钮的位置,并在紧急情况下及时切断电源。
6.在操作过程中,避免将其他物体放置在激光束的路径上,以免发生意外。
7.在设备长时间不使用时,应切断电源,并进行定期检查和维护,防止出现设备老化或损坏。
二、保养规程1.定期清洁设备表面和内部的灰尘和污垢。
使用软布擦拭,不得使用有腐蚀性的溶剂。
2.定期检查冷却系统的水箱和水泵,确保其正常运转。
清理水箱和更换水泵液体,根据设备使用手册的要求进行操作。
3.定期检查激光器的光学部件和镜片,如果有污损应及时清洁或更换。
在清洁过程中,要小心操作,避免损坏光学部件。
4.定期检查设备的传送带和零件的磨损情况,如果损坏严重,应及时更换。
5.定期检查设备的电源线和电缆是否有损坏,如发现问题要及时修复或更换。
6.定期检查设备的控制系统和软件更新,确保设备的性能和功能不受影响。
在线飞行激光打标机的安全操作和保养规程是确保设备安全和使用寿命的重要保证。
操作人员在使用设备前要接受专业培训,了解设备的基本原理和操作方法。
在操作过程中要严格遵守相关的安全规定和标准,使用个人防护装备,并定期检查设备的工作状况和进行保养。
只有做好设备的操作和保养工作,才能确保设备的安全性和长期稳定工作。
参数配置说明
参数配置说明一、标刻参数1.速度:指的是打标速度。
打标的快慢。
可根据打标的内容设定,内容较多,可适当加快,但要根据被标刻物体在打码皮带上停留或运行的速度来适当调节。
打标速度越大,相对一定时间、功率的情况下效果越差;2.功率:打标功率。
根据打标效果观察适当调节,设置预留值,切勿调至极限,功率消耗越大设备使用年限缩短;3.频率:可适当调节,根据打标效果观察,观察打印内容的线条情况,是否呈实线形状,一般控制在0-30之间即可;4.开光延时:指的是激光机在开始打标的瞬间,激光器开光的延时,开光延时越大,起笔标刻较深;5.关光延时:指的是在标刻完一个字体的结尾部分的延时,延时越长,结束点标刻越深;6.拐角延时:指的是激光机在跳转一个转角笔划的延时,延时越长打印出的内容显示的越真;7.线体速度:适用于在线动态飞行打标模式,线条速度可根据打码皮带的速度进行适当调节,皮带越快、线条速度越大(静态打标情况下设置为0,同时飞行标刻不勾选);8.高级(跳转速度):指的是在打标内容中有多个字段内容,如几个文本,每个文本标刻完成后跳转至下个被打内容的速度;二、参数(F3)1.激光控制,开始标刻延时:用于在打标情况下,触发给出打标信号后,延长设定时间开始执行打标;2.飞行标刻:飞行标刻功能用于调试焦距时使用;流水线方向从右往左:可根据激光机安装位置,根据流水线方向进行勾选,如流水线方向是从左往右运行即不用勾选;三、备注以上参数需要配合修改,打印效果取决于参数的配置及优化效果。
其他未说明参数可无需关注。
同时激光机矫正参数切勿修改,可截图进行备份(后期出现参数紊乱,标刻异常时用于参数还原)。
矫正参数:。
TP-312 LED航空标志牌说明书
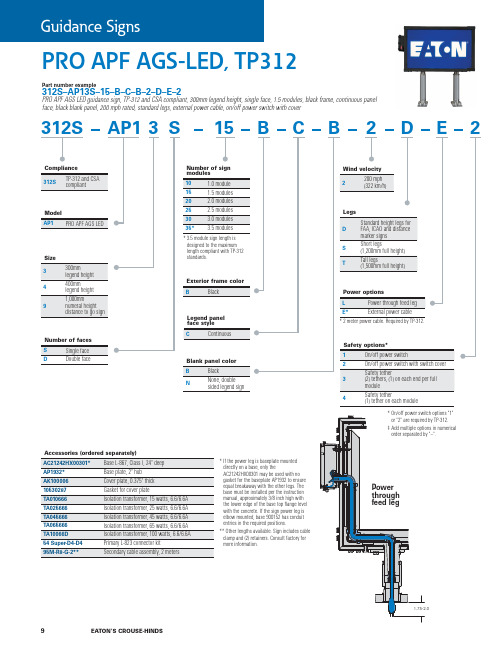
* 3.5 module sign length is designed to the maximum length compliant with TP-312 standards.Number of sign 4(1) tether on each moduleNsided legend signLegend panel PRO APF AGS-LED, TP312Part number example312S–AP13S–15–B–C–B–2–D–E–2PRO APF AGS LED guidance sign, TP-312 and CSA compliant, 300mm legend height, single face, 1.5 modules, black frame, continuous panel face, black blank panel, 200 mph rated, standard legs, external power cable, on/off power switch with cover* If the power leg is baseplate mounted directly on a base, only theAC21242HX00301 may be used with no gasket for the baseplate AP1932 to ensure equal breakaway with the other legs. The base must be installed per the instruction manual, approximately 3/8 inch high with the lower edge of the base top flange level with the concrete. If the sign power leg is elbow mounted, base 900152 has conduit entries in the required positions.** Other lengths available. Sign includes cable clamp and (2) retainers. Consult factory for more information.Key features & benefits:• High efficacy LEDs provide even distribution of light•Maintains uniform brightness at all constant current regulator steps• Operating temperature: -40°C to +55°C • Minimum 60,000 hour LED•IP54 rated sign enclosure and IP66 rated electrical box protects against moisture and debris ingress•Optional on/off switch allows user to safely turn off power to sign,making electrical box safe to touch • Stainless steel hardware• Compatible with Eaton's Crouse-Hinds CLD Logitrac devices • Power factor > 0.99 across all steps •4 year LED and driver warranty;1 year manufacturer direct warrantyApplications:•Black on yellow, yellow on black or white on red signage:for use on airport taxiways to mark taxi routes and intersections depending upon the application as defined by TP-312 5th Edition •Black signs with white numerals: used to indicate remaining runway distance in thousands of feetPRO APF AGSLED airfield guidance signs for TP-312 applicationsCertifications & compliances:TP -312 certifi ed model: • TP-312 5th Edition • CSA C22.2 No. 250.13• CSA C22.2 No. 207Environmental ratings:Sign enclosure: • IP54Electrical box:•IP66lbs.cu. ft.lbs.cu. ft.lbs.cu. ft.Shipping weight and volume:Electrical ratings:Legend Number ofSign load VA Number 1-step 3-step 5-step Powerfactor TP-312400mm legend height double sided1.022.2130/45W 30/45W 65W 0.991.528.1130/45W 30/45W 100W 0.992.037.0130/45W 65W 100W 0.992.550.3265W 100W 200W 0.993.059.22100W 100W 200W 0.99Isolation transformer rr 1st ep3st ep5st epIso so lat ion tr ans for merInstruction Manual: 1218DimensionsPRO APF AGS LED guidance signs forTP-312 applicationsDimensions: inches [mm]FLOOR FLANGE(4) mounting holes Ø= 0.6 x 0.8Legend heightNumber of TP-312400mmlegend height1.037.500 [952.5]40.500 [1028.7]10.156[258.0]20.188[512.8]Option D 33.940[862.1]Option S 47.240[1200.0]Option T 50.100[1500.0]24.125[612.8]Option D 6.810[173.1]Option S 20.120[511.0]Option T 31.940[811.3]Option D 6.500[165.1]Option S or T 8.250[209.6]1.557.563 [1462.1]60.563 [1538.3]2.077.875 [1978.0]80.875 [2054.2]2.597.938 [2487.6]100.938 [2563.8]3.0118.250 [3003.6]121.250 [3079.8]3.5138.313 [3513.2]141.313 [3589.4]Spare parts62422-480-10-CLegend panel, 1000mm DMS62438-300-05-K & 62438-480-10-K LED and lens kit, 1.0 module, 1000mm。
飞机飞行实用标准操作SOP

ND方式和距离..按需
离
按需
VOR/ADF选择
器按
需
VOR/ADF选 择
器
按需
FCU
速度/马赫数
窗虚
线
HDG-TRK
HDG-V/S
高度窗起
始预计放行高度
FCU高度调整旋钮选
择100刻度
Metric
键
.接通
侧操纵台
氧气面罩 测试
机组氧
气
.检查接通
扬声
器
打开
内话接收
钮
...按出
内 话 / 无 线 电 开
旅客信号牌
座椅安全
带
关
禁止吸
烟
..自动
注:如果客舱内部通信数据系统计划为“无烟飞行”,则当“禁止吸 烟”电门在“自动”位时“禁止吸烟”信号灯一直亮。
应急出口
灯待
命
探头/风挡加温按钮检
查自动
客舱压力
着陆标
高
AUTO
空调
组件流
量
按需
选择:低(如果乘客少于115);高(对于反常的热和潮湿的条件);正 常(对于所有其他的正常运行情况)。
证实MCDU输入的离场跑道和方式与放行许可一致; 如需要,修改。
起飞简令
起飞简“起动前检查单线
上”下口令
起动前检查单线上部分.....执 行
“起动前检查单到 线”报出
RVSM&RNAV运行检查国
2飞行前
“RVSM&RNAV检查单”
下口令
RVSM&RNAV检查单....执行
维护面板
检查所有的灯熄灭。
如果没有熄灭,选择相应的按钮至关位。
打标机说明指导书中文样本
打标机说明指导书中文感谢您购买本公司产品,请您在使用设备之前,详细阅读本说明书.1、简介激光打标是利用激光的高能量作用于工件表面,使工件表面达到瞬间气化,并按预定的轨迹,刻写出具有一定深度的文字、图案。
HGL—LSY50型系列激光打标机是利用波长为1064nm的固体YAG激光,通过控制振镜的偏转来达到标刻的目的。
激光振镜打标具有标记速度快、连续工作稳定性好、软件功能强、定位精度和重复精度高等优点,广泛应用于集成电路芯片、电脑配件、工业轴承、钟表、电子及通讯产品、航天航空器件、各种汽车零件、家电、五金工具、电线电缆、食品包装、首饰、烟草等众多领域的图形和文字的标记。
型号说明:HGL—LSY50F表示进口振镜头激光器输出功率YAG激光器振镜打标机表示为中小功率激光设备华工激光主要技术参数:激光波长:1064 nm激光器输出功率:50W声光调制频率:500 ~20 kHz最大直线刻写速度:3000 mm/s, 视材料标刻范围:70*70mm(110*110mm,220*220 mm) 重复精度:mm定位精度:mm标刻线深:~ mm供电:三相~ 380V、KV A2、激光打标机工作原理激光电源产生瞬间高压(约2万伏)触发氪灯,并以预设定电流维持,氪灯点燃;当工作电流达到阈值,光腔输出连续激光;调Q器件对连续激光进行腔内调制,产生准连续激光(频率可调),以提高输出激光的峰值功率;输出激光通过由计算机控制的振镜反射偏转,经F-θ透镜聚集到工作表面,形成高功率密度光斑(约106 w/mm2)使工件表面瞬间气化,刻蚀出一定深度的图案文字。
3、HGL-LSY50激光振镜打标机的构成及各部件功能3.1 总则HGL—LSY50型激光振镜打标机是由氪灯泵浦的固体YAG 激光打标机,它主要由五部分组成,即:激光器系统、声光调制系统、振镜扫描系统、计算机控制系统及冷却系统,外形结构如图一所示。
图一 整机外形构造图3.2 激光器系统激光器系统主要由激光工作物质、泵浦氪灯、聚光腔、谐振腔组成。
仪表飞行手册中文版(中)

第 1 章飞机基本飞行机动—使用电子飞行显示1.1 介绍前面的章节讲述了仪表飞行的基础。
操纵飞机并保持飞行安全需要飞行员使用及判读仪表上显示的信息并加以修正。
飞行员必须认识到飞每种飞机及机型可能需要不同的技术。
飞机重量、速度和形态改变需要飞行员改变他或她的技术方法来成功地执行姿态仪表飞行。
在进行任何飞行机动之前,飞行员必须熟悉飞行员操作手册/飞机飞行手册(POH/AFM)中的所有章节。
第五章的第二节讲述了基本姿态仪表飞行机动并解释了如何通过判读电子飞行显示(EFD)上显示的指示来执行每种机动飞行。
除过正常的飞行机动,将讲述使用“部分面板”的飞行。
除仪表起飞之外,所有的机动飞行都可以在姿态航向基准系统(AHRS)组件处于模拟状态或不工作的“部分面板”上来完成。
1.2 直线平飞1.2.1 俯仰控制飞机的俯仰姿态是飞机的纵轴和实际天地线之间的角度。
平飞时,俯仰姿态随空速和载荷变化。
就培训而言,一般在小型飞机上忽略后面的因数。
恒速时,平飞只有一个特定的俯仰姿态。
慢速巡航时,平飞姿态的机头是高的,如『图7-1』中指示;快速巡航时,平飞姿图 7-1 平飞时的俯仰姿态和空速,慢速巡航。
态的机头是低的。
『图7-2』『图7-3』给出了在正常巡航速度时的姿态指示。
主飞行显示(PFD)上直接或间接指示俯仰的仪表是地平仪、高度表、升降速度表(VSI)、空速表(ASI)、空速趋势指示器和高度趋势指示器。
1.2.1.1 地平仪地平仪为飞行员提供了俯仰姿态的直接指示。
EFD系统上的放大了的姿态显示极大地增加了飞行员的处境意识。
大多数地平仪都可以在PFD屏幕的整个宽度上显示。
通过改变升降舵的偏转来控制飞机的俯仰姿态。
随着飞行员向后拉驾驶杆使得升降舵升起,黄色的”八”字符号开始从飞行水平线向上移动。
这是由能感应地球的经度平面和飞机的纵轴之间角度变化的AHRS组件引起的。
PFD屏幕上显示的姿态指示是外部视觉线索的一个表示。
不是依赖在目视飞行规则(VFR)飞行期间看得见的自然天地线,而是飞行员必须依赖于PFD 屏幕上的人工天地线。
飞行器材使用说明书
飞行器材使用说明书一、概述飞行器材使用说明书(以下简称“说明书”)是为了帮助用户熟悉和正确使用飞行器材而编写的。
本说明书详细介绍了飞行器材的组成部分、使用方法、操作注意事项以及维护保养等相关信息。
请用户在使用飞行器材前仔细阅读本说明书,并按照其中的指导执行相关操作。
二、产品信息1. 产品简介飞行器材为用户提供了高品质的飞行体验。
它由以下部分组成: - 主控制器:负责飞行器材的整体控制和信号传输。
- 电源系统:为飞行器材提供所需的电力。
- 飞行传感器:检测飞行器材的姿态、速度和其他相关参数。
- 通讯设备:实现飞行器材与遥控器之间的无线通信。
2. 规格参数飞行器材的主要规格参数如下:- 重量:XX克- 尺寸:XXX毫米(长)×XXX毫米(宽)×XXX毫米(高) - 飞行时间:约XX分钟- 控制距离:约XXX米- 充电时间:约XX小时- 频率:XXX兆赫兹三、使用方法1. 组装1.1 安装飞行器材的飞行传感器。
- 将传感器插入相应的插槽。
- 注意插槽的方向,确保插入正确。
- 利用固定螺丝固定传感器。
1.2 连接电源系统。
- 将电源系统插入主控制器。
- 插入后确认连接牢固,避免松动。
1.3 安装通讯设备。
- 根据说明将通讯设备与主控制器进行配对。
- 配对成功后确认连接稳定。
2. 操作2.1 充电- 使用附带的充电器将飞行器材连接到电源上。
- 确认电源指示灯亮起,说明正在充电中。
- 充电时间结束后,取下充电器。
2.2 开机与关机- 长按电源按钮,待指示灯亮起后即可开机。
- 关机时也是长按电源按钮,待指示灯熄灭后即可关机。
2.3 起飞与降落- 将飞行器材放置在平坦且开阔的场地上。
- 飞行器材与遥控器保持连接状态。
- 起飞时,将飞行杆推至最大位置。
- 降落时,将飞行杆回到初始位置。
2.4 操控- 遥控器上的摇杆控制飞行器材的方向和高度。
- 左摇杆控制飞行器材的左右方向,右摇杆控制飞行器材的前后方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
飞行标刻使用说明书
飞行标刻功能概述
飞行标刻在激光加工业中是一个不可缺少的组成部分,主要应用于防伪以及物流仓储行业。
飞行标刻是在生产线上(即加工对象相对于激光器来说是运动的)使用激光加工物体的加工方式,这种加工方式相对于静止加工大大提高了加工效率,被越来越多的用户使用。
飞行标刻的控制原理简单说就是通过控制振镜运动使加工对象与加工内容(图形或文字)保持和相对静止状态下所能达到的加工效果。
下面就EZCAD控制卡在飞行标刻中的使用做一下说明。
EZCAD控制卡飞行参数定义
飞行标刻功能设置栏
点击软件界面上的“参数(F3)”按钮,弹出“配置参数”对话框,切换到“激光控制”参数页,在这里我们可以找到飞行标刻功能设置栏。
注意:EZCAD控制软件的飞行标刻功能需要通过具有飞行标刻功能的加密狗来使能,如果加密狗没有该功能,则飞行标刻功能设置栏显示为灰色状态,为不可更改状态,如图1所示
图1
当我们插上加密狗使能了控制卡的飞行标刻功能飞行标刻功能设置栏显示为可编辑状态,如图2所示。
图 2
这时,我们可以勾选“飞行标刻”功能参数,激活飞行标刻功能设置栏的另外3个参数(如图3所示)。
我们要根据实际情况设置这3个参数。
飞行标刻:激活飞标功能。
勾选后软件可进行飞行标刻。
流水线方向从右向左:因为软件总会按最快捷的打标顺序
进行打标,为了配合软件进行跟踪运算,在飞行打标中标刻对
象的打标跟踪方向与生产线的运动方向正好相反。
为了对应生
产线运动方向,有时候需要改变改变打标的跟踪方向。
未勾选此项时,软件默认的打标对象的跟踪方向是从右向左的,与之对应的生产线的运动方向应该是从左向右的。
当实际中生产线的运动方向是从右向左的时候,那么我们就需要勾选此项,改变软件的跟踪方向。
流水线连续模式:在飞行标刻中一般我们使用光电开关作为传感器检测打标对象,有时会出现光电开关一直处于检测到物体的状态(打标机标刻完全部内容后,物体还没有移出光电开关监测点),即光电开关一直返回一个高电平信号,这时就需要我们通过软件控制激光器的出光条件。
未勾选此项时,软件接收到持续的高电平信号时控制激光器只出光标刻一次,即只标刻打标对象一次,需要在中间间隔一个低电平信号才会第二次出光。
当我们勾选此项时,对于持续的高电平信号,激光器会反复标刻打标对象,直到高电平信号消失。
连续模式下总共件数有效:勾选此项后在勾选连续加工模式时软件界面上的“总工件数”参数有效,即当软件的加工数目达到“总工件数”所设定的数值时,软件会自动停止加工并出现提示信息。
不勾选此项则只要有光电信号返回,软件会一直加工下去。
设置好飞行功能参数,我们回到软件界面介绍飞行中很重要的参数:线体速度。
如图4所示,分别为YAG模式和CO2模式下的飞行标刻参数界面。
无论在哪种模式下,除了“线体速度”这个参数外,别的参数的作用基本没有变化(与静止标刻相比),唯一不同的是“速度”(振镜运动的速度)不能小于线体速度。
详细信息可参考EZCAD使用说明书。
线体速度:实际使用的生产线的速度。
注意:会存在误差,上下相差不超过100。
由于实际生产线的速度的单位是“米/分钟”,软件中的线体速度单位是“毫米/秒”,所以他们的转化关系式为:
实际生产线的速度V0 * 1000 / 60 = 软件的线体速度V1
飞行标刻典型连接
第一种:在飞行标刻中,一般我们会使用光电开关(传感器)来检测物件,并把光电开关返
回的信号作为我们软件的开始加工信号,下图5是常见的一种连接方式(以相干RJ-45型射频关为例)。
注释:
1 图中的网线头指的是相干二氧化碳激光器的RJ-45型控制接口,其各管脚定义如下: 针脚信号描述说明
1 RF使能
输入TTL电平;1=RF开;
0=RF关;输入阻抗1KΩ应先置第七脚高电平,再置第一脚高电平,以开启激光。
2 输出电压+15VDC,输出电流
250mA。
仅用于对射频电源进行检测,如果电压不在上述范围内,则激光器应该返修
3 LASER
OK
输出TTL电平,1=激光正常;0=激
光故障加上48V直流电压后的预电离过程中,该脚为低电平;请在探测到该脚输出高电平后,再加使能信号
4 Temperature
OK
输出TTL电平;1=温度正常;0=温
度错误;当激光头温度超过65o C时报错输出低电平。
同时激光器自动停机。
5 V oltage
OK
输出TTL电平,1=电压正常;0=电
压故障当直流电源电压超过55V时,报错,输出低电平。
6 必须接地 Coherent公司测试专用
7 Control
Enable
输入TTL电平,1=激光器控制使能;
0=激光器控制失效该脚置高电平后,激光器被使能,此时在1脚加高电平,方能使激光出光。
8 信号接地脚
注:各信号不可采用不同的地,应采用同一个地,即与8脚相连;并且,6脚也
应该与8脚连接。
通过上表,我们可以了解到相干激光器上RJ-45型控制接口中的3脚是激光器准备指示接口,正常后会输出一个TTL高电平,表明激光器的预电离过程完成;7脚是激光器使能接口,输入高电平后激光器才能出光。
所以我们利用3脚正常后输出的TTL电平作为7脚的使能电压。
相干激光器上RJ-45型控制接口8脚为信号地,与之相连的是控制卡的1脚地。
这里注意各信号应采用同一个地,即与8脚相连;并且6脚也应该与8脚连接。
激光器上RJ-45型控制接口1脚为开光信号输入脚,在这里我们可以有两种选择,一种是如上图所示连接EZCAD控制卡的22脚,利用PWM信号控制其开关光,并且可以利用脉冲的占空比来控制激光功率的大小,也就是人们常说的脉冲连接方式;还有一种连接是连接到EZCAD控制卡的4脚,持续输入一个高电平,并且总是工作在最高功率状态,就是人们所说的连续连接方式。
2 光电开关的连接:这里采用外部电源供电,在连接到控制卡时要注意控制卡接收高电平信号(Singal—1)作为有效的触发信号;另外输入信号的电流范围,LMC_1控制卡接收电流的范围是5—15毫安,最佳响应电流在10毫安左右,如果我们选用的光电开关返回的信号电流值大于15毫安,应在线路中串连一个限流电阻。
注意:飞行标刻中光电开关返回的信号一定要由控制卡的第36脚输入。