塑胶件设计规范
塑胶产品结构设计规范

8.文件类型(4)1.品质体系类文件2.环境和职业安全体系类文件3.社会责任体系类文件文件编号版本编号 1生效日期2010-11-04 (盖受控印章处)产品二部塑胶产品结构设计规范制订申请部门会签批准产品中心运管计划处品质管理部销售中心工程部制造中心资材中心产品二部塑胶产品结构设计规范版本编号 1本页码第5 页共6页水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。
若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。
下图可供叁考:2、转角准则壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。
冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。
此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,集中应力的地方会在受负载或撞击的时候破裂。
较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。
下图可供参考之用:根据产品要求,塑件材料主体壁厚不少于1.6mm。
下表为常用材料壁厚选择供参考:表6.1.2-1 常用塑胶材料的壁厚选择塑胶种类最小壁厚小型件壁厚中型件壁厚大型件壁厚ABS 0.75 1.25 1.6 3.2~5.4防火ABS 0.75 1.25 1.6 3.2~5.4PA66+玻纤0.45 0.75 1.6 2.4~3.2PMMA 0.8 1.5 2.2 4~6.5透明PC 0.95 1.8 2.3 3~4.5塑胶产品结构设计规范版本编号 1本页码第8 页共6页塑件的装配方式和实现手段,是必须在设计初期就要做出规划的环节,否则会影响到整个项目结构的实现性,甚至影响到PCB Layout和ID造型。
目前二部的塑胶外壳常用装配方式有三种:一、超声溶接:通过高频振动把能量传递到焊区,实现胶壳的融合。
适用于体型小、成型结构简单、料厚比较均匀、不需要拆卸的塑件件,但不适用于容易受超声影响的同材质塑件本体上装配有其他小件的结构,譬如开关结构、活动插脚结构等,容易在超声时造成小件和本体的熔接,活动功能无法实现。
塑胶结构设计规范
塑胶结构设计规范1.材料选择:在选择塑胶材料时,需要考虑其化学性质、力学性能和热性能等。
应根据使用环境和使用要求选择合适的塑胶材料,确保其达到所需的强度、硬度和耐磨性等性能。
2.结构设计:要合理设计塑胶结构,以提高其刚度和强度。
应注意避免在塑胶结构中产生应力集中和应力积累,采取合适的加强结构设计,如搭接、激光焊接等,以增加其承载能力和抗冲击能力。
3.壁厚设计:塑胶制品的壁厚设计是确保其强度和刚度的重要因素。
壁厚过厚会增加成本和重量,而壁厚过薄则会降低结构的强度和刚度。
因此,应根据使用要求和塑胶材料的特性,合理确定壁厚。
4.型腔设计:型腔设计是塑胶制品成型过程中的关键环节。
型腔的设计应考虑到塑胶熔体的流动性和充模性,以确保成型件的质量和尺寸精度。
同时,还需要注意排气和冷却系统的设计,以避免空气和热量对成型件造成不良影响。
5.连接设计:塑胶制品的连接设计直接影响其使用寿命和性能。
在连接处应采用结构合理、牢固可靠的连接方式,如螺栓连接、粘接等。
同时,还需要考虑到塑胶材料的热膨胀系数,以避免因温度变化引起的松动和变形。
6.表面处理:塑胶制品的表面处理可以提高其外观质量和耐久性。
在设计中应考虑到表面处理的可行性和效果,如喷漆、喷涂、电镀等。
7.模具设计:模具设计是塑胶制品生产的关键环节。
模具的设计应符合产品的结构形状和尺寸要求,同时要考虑到成型工艺的要求,如浇口、顶针设计等。
此外,还需要注意模具的加工精度和使用寿命等因素。
总之,塑胶结构设计规范是保证塑胶制品质量和性能的重要保证。
通过合理的材料选择、结构设计、壁厚设计等,可以提高塑胶结构的强度、刚度和耐久性,从而满足不同的使用需求。
塑胶件结构设计及注意事项
塑胶产品结构设计注意事项目录第一章塑胶结构设计规范1、材料及厚度1.1、材料选择1.2、壳体厚度1.3、零件厚度设计实例2、脱模斜度2.1、脱模斜度要点3、加强筋3.1、加强筋与壁厚的关系3.2、加强筋设计实例4、柱和孔的问题4.1、柱子的问题4.2、孔的问题4.3、“减胶”的问题5、螺丝柱的设计6、止口的设计6.1、止口的作用6.2、壳体止口的设计需要注意的事项6.3、面壳与底壳断差的要求7、卡扣的设计7.1、卡扣设计的关键点7.2、常见卡扣设计第一章塑胶结构设计规范1、材料及厚度1.1、材料的选取a.ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。
还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
目前常用奇美PA-757、PA-777D等。
b.PC+ABS:流动性好,强度不错,价格适中。
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。
常用材料代号:拜尔T85、T65。
c.PC:高强度,价格贵,流动性不好。
适用于对强度要求较高的外壳、按键、传动机架、镜片等。
常用材料代号如:帝人L1250Y、PC2405、PC2605。
d.POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。
常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e.PA坚韧、吸水、但当水份完全挥发后会变得脆弱。
常用于齿轮、滑轮等。
受冲击力较大的关键齿轮,需添加填充物。
材料代号如:CM3003G-30。
f.PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5%。
机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
结构设计规范

塑胶件结构设计规范一.拔模1.前模面拔模斜度,光面1-1.5度,幼纹2-3度,依据蚀纹的实际要求确定拔模斜度(3-10度).2.后模面拔模斜度,为了防止产品嵌前模,可比原则比前模面小一度.3.骨位取0.25-1度,原则上骨位顶部厚度比底部小0.20mm, 如图4所示。
4.插穿位及枕位拔模斜度3度.图1 图2 拔模快速检索表二.止口及止骨,1.塑胶件因为缩水变形的影响,上下壳装配时会有段差,严重的会刮手, 做止口可以将这种影响降到最小,而且从外观看又是一条美工线。
一般止口尺寸做0.5*0.5(依壁厚而定), 如图3所示。
2.止骨最好上下壳互插,并且有挡骨限位,配合面拔模斜度2度,并倒R角, 如图3所示。
3.骨位厚度,一般为壁厚的0.4,最厚不大于壁厚的0.7, 如图4所示。
图3 图4三.螺柱连接1. 如结构允许,上下壳螺柱连接尽量采用插入限位式,如图5所示。
2.螺丝柱底孔直径D1(自攻牙)为螺丝公称直径的0.85,螺丝柱外径M1.2:D2=Φ2.2 M1.4:D2=Φ2.6 M1.7:D2=Φ3 M2.0:D2=Φ3.5 M2.3:D2=Φ4.0 M2.6:D2=Φ4.8 M3:D2=Φ5.5螺丝过孔D3大于螺丝公称直径+0.2,如图5所示。
3.为防止打螺丝时,柱子爆裂,1). 底孔做倒角;2). 底孔做沉孔;3)加加强肋,如图5所示。
4.为防止缩水,螺丝柱做火山口减胶,如图5所示。
5.橡胶垫高出骨位0.5mm, 如图5所示。
图5四.按键1.按键与壳的间隙单边0.10-0.20mm,如喷油电镀单边增加0.025mm,如其他特殊喷涂,似涂层厚度增加间隙, 如图6所示.2.按键弹片建议厚度为0.6-0.8mm,如电镀建议为0.6mm, 如图6所示.3.按键与轻触开关的间隙为0.10,且此部位原则上不能下顶针, 如图6所示.4.如是轻触开关,PCB高度定位误差控制在0.10以内, 如图6所示.5.建议设计回程0.30mm,以抵消PCB高度误差的影响, 如图6所示.6.建议原料用奇美757原料,不能用水口料.7.按键孔建议做台阶,一部份出前模,一部份出后模,如图6所示.图6五.扣位连接,上下壳适当扣位是必要的,可以减少上下壳离壳的不良,增加机器的抗跌落性能.出斜顶或行位请注意行程,以免干涉或是铲胶, 如图5所示。
塑胶件设计规范范文
塑胶件设计规范范文1.材料选择:塑胶件的材料选择应根据产品的功能和要求进行合理选择。
在选择材料时,需要考虑材料的物理性质、化学性质、热稳定性等因素,并确保材料符合产品的安全和环保要求。
2.壁厚设计:塑胶件的壁厚应根据产品的尺寸、结构和用途进行合理设计。
壁厚过薄会导致产品强度不足、变形、开裂等问题,而壁厚过厚会增加材料成本、加工难度和制品的重量。
3.强度分析:在塑胶件设计过程中,需要进行强度分析,包括静态强度和动态强度等。
通过强度分析可以预测产品在使用过程中的承载能力、破损风险等,从而为设计提供依据。
4.模具设计:对于需要进行注塑成型的塑胶件,需要进行模具设计。
模具设计应考虑产品的尺寸、结构和材料等因素,确保产品可以顺利成型,并满足精度和表面质量要求。
5.防变形设计:塑胶件在注塑成型过程中容易发生变形,因此需要进行防变形设计。
防变形设计包括合理选材、设计适当的缩水率、采用合适的冷却系统等措施。
6.表面处理:塑胶件制品的表面处理可以提高外观质量、耐磨性、抗老化性能等。
常见的表面处理方法包括喷漆、喷涂、印刷、镀铬等。
7.装配设计:塑胶件在产品装配过程中需要考虑装配的方式和工具的选择。
装配设计应尽量简化和标准化,提高装配效率和质量。
8.尺寸公差:塑胶件的尺寸公差应根据产品的要求进行合理设置。
过小的公差会增加生产成本,而过大的公差会影响产品的装配和使用性能。
9.耐用性设计:塑胶件在使用过程中需要具有一定的耐用性。
耐用性设计包括选择合适的材料、优化结构、进行耐久性测试等。
10.产品标识:塑胶件在制造过程中需要进行产品标识,包括产品型号、批次号、生产厂家等信息。
产品标识有助于产品追溯和质量控制。
请注意,以上只是一些常见的塑胶件设计规范,具体的设计规范还需根据具体产品和行业的要求来确定。
在进行塑胶件设计时,还需充分考虑产品的使用环境、工艺要求和成本等因素,确保产品的质量和可生产性。
塑料件的设计规范
注塑件设计的一般原则:a.充分考虑塑料件的成型工艺性,如流动性:b.塑料件的形状在保证使用要求的前提下,应有利于充模,排气,补缩,同时能适应高效冷却硬化;c.塑料设计应考虑成型模具的总体结构,特别是抽芯与脱出制品的复杂程度,同时应充分考虑到模具零件的形状及制造工艺,以便使制品具有较好的经济性;d.塑料件设计主要内容是零件的形状、尺寸、壁厚、孔、圆角、加强筋、螺纹、嵌件、表面粗糙度的设计。
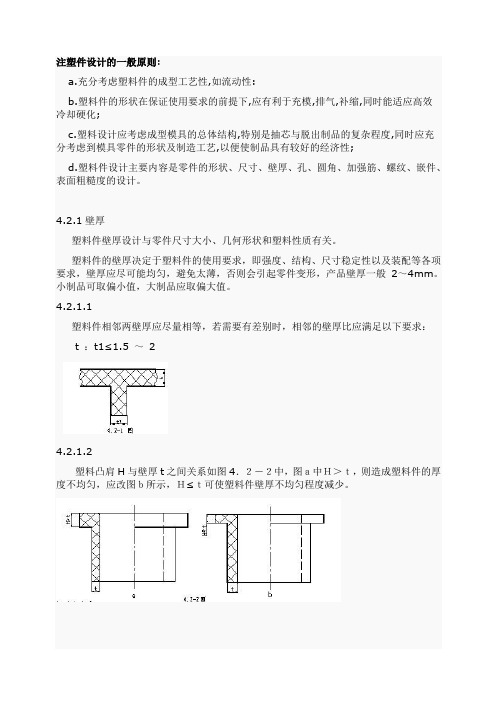
4.2.1壁厚塑料件壁厚设计与零件尺寸大小、几何形状和塑料性质有关。
塑料件的壁厚决定于塑料件的使用要求,即强度、结构、尺寸稳定性以及装配等各项要求,壁厚应尽可能均匀,避免太薄,否则会引起零件变形,产品壁厚一般2~4mm。
小制品可取偏小值,大制品应取偏大值。
4.2.1.1塑料件相邻两壁厚应尽量相等,若需要有差别时,相邻的壁厚比应满足以下要求:t :t1≤1.5 ~24.2.1.2塑料凸肩H与壁厚t之间关系如图4.2-2中,图a中H>t,则造成塑料件的厚度不均匀,应改图b所示,H≤t可使塑料件壁厚不均匀程度减少。
4.2.2过渡圆角为了避免应力集中,提高强度和便于脱模,零件的各面连接处应设计过渡圆角。
零件结构无特殊要求时,在两面折弯处应有圆角过渡,一般半径不小于0.5~1mm,R≥t。
4.2.2.1内外圆角半径零件内外表面的拐角处设计圆角时,应保证零件壁厚均匀一致,图中以R为内圆角半径,R1为外圆角半径,t为零件的壁厚.4.2.3加强筋为了确保零件的强度和刚度,而又不使零件的壁厚过大,避免零件变形,可在零件的适当部位设置加强筋。
4.2.3.2设计加强筋时,应使中间筋低于外壁0.5~1mm,以减少支承面积,达到平直要求。
4.2.4孔的设计孔的周壁厚会影响到孔壁的强度。
孔口与塑件边缘间距离a不应小于孔径,并不小于零件壁厚t的0.25倍。
孔口间的距离b不宜小于孔径0.75倍,并不小于3mm。
4.2.4.1 孔的周壁厚H和突起部分的壁厚c和高度h、h与c之比不能超过3,如图内螺纹直径不能小于2mm,外螺纹直径不能小于4mm.螺距不小与0.5mm.螺纹的拧合长度一般不大于螺纹直径的1.5倍,为了防止塑料螺纹的第一扣牙崩裂,并保证拧入,必须在螺纹的始端和末端留有0.2~0.8mm的圆柱形.并注意:塑料件螺纹不能有退刀槽,否则无法脱模。
塑胶产品结构设计规范-表面粗糙
▽5 3.2 12.5 ▽12 0.025 0.20
▽6 1.60 6.3 ▽13 0.012 0.100
▽7 0.80 6.3 ▽14 0.050 0.050
模塑制品表面粗糙度由模具成型零件的表面粗糙度决定,模塑制品能达到的表面粗糙 度等级比模具成型零件的表面粗糙度高两级。所以模塑制品的表面粗糙度需在满足使用要 求的前提下合理设计,以方便模具加工。 根据我国现行标准《塑料模具型面类型和粗糙度》 (JB/T7781-1995) ,模具型面按抛光 类型分为ABCDE 五类,可达到的表面粗糙度分别为: A:金刚石研磨、膏毡抛光,Ra=0.008~0.063μm B:砂纸抛光,Ra=0.063~0.32μm C:油石抛光,Ra=0.32~1.6μm D:喷沙抛光,Ra=0.25~0.63μm
E:电火花加工,Ra=0.4~20μm
表面粗糙度国际标准加工方法,参照表1-2:
表 1-2:表面粗糙度国际标准加工方法
标准等级 表面粗 加工工具 加工材料及硬度要
代号
糙度 (方法)
求
光度描述及应用
SPI(A1) SPI(A2) SPI(A3) SPI(B1) SPI(B2) SPI(B3)
Ra0.005 Ra0.01
PA
PE
型
PVC
▽ ▽ ▽▽▽▽▽ ▽ ▽ ▽▽▽▽▽
▽ ▽▽▽▽▽ ▽ ▽▽▽▽▽ ▽ ▽▽▽▽▽
▽▽ ▽ ▽▽ ▽▽ ▽ ▽▽ ▽▽ ▽ ▽▽
▽▽▽▽
PET
热固性塑料
PBT 氨基塑料
酚醛塑料
硅酮塑料
压
氨基塑料
酚醛塑料
制
啼胺塑料
硅酮塑料
成
DAP
型
不饱和聚脂
塑胶件设计规范
1. 目的:制订塑胶件设计规范,以利所有RD及PE人员在作塑胶件设计时能有所依循。
2.范围:本公司所有塑胶件的设计。
3.权责:.:RD或PE:图面的绘制。
.:模具课或供应商:塑胶模具的制作。
.:成型课:产品射出成型.4.定义:无。
5.作业内容:.产品材质的选用.根据不同的产品选用不同的材质.我司一般所用的塑胶料材质分为以下几类:5.1.1PC料其组成成为聚碳酸酯.材料特性为耐高温、耐腐蚀、耐磨性.尺寸稳定性高.且具有一定的刚性及韧性.其熔融状态下流动性较差.根据防火等级不一样又可分为PC94-V0(公司所用P4 478塑胶扣具旋转把手就选用此料)、PC94-V2(一般COVER与RM均选用此料).PC94-V0的防火等级要高於PC94-V2.另PC料可以用玻璃纤维来增强其刚性和力学强度.以达到受一定的压力而不变形.根据加玻纤的百分比不一样可以分PC+10%GF、PC+20%GF(P4塑胶扣具把手与主体选用料).PC料在设计时的肉厚最佳范围在~之间.PA66(俗称尼龙)其组成成分为聚胺.材料特性为具有良好的电气性能、热性能及力学综合性能,其力学强度随温度而异.在熔融状态下有很高的流动性.吸水性大.(与RM相配的黑白小豆豆选用料) .结构的设计.COVER结构设计所依规范.a.与风扇配合的螺丝孔中心距离.五公分的为40mm,六公分为50mm,七公分为,八公分为,且孔距公差要控制在±以内.b.Cover中间方孔要做到至少与风扇内框即出风口一样大,使cover不能挡住风扇风量.模具的设计模具设计首先根据产品的大小、材质、注塑机的规格决定模具的模穴数及模架的规格.(一般的模架的规格不能超过480*450MM)根据图纸的要求进行模具的设计(包括重点尺寸的控制、流道的设计、浇口的设计、顶针位置的设计以及脱模角度的控制等.设计时尽量要求好成型、好脱模、注塑时间短.根据所设计的模具在电脑上用Pro-E进行模流分析,看是否有注不满,有气泡等不良现象.模具设计的注意事项A.要考虑料流畅通填充型腔,尽量避免尖角、缺口.B.在不影响产口尺寸及功能的情况下尽量将脱模斜角取大.一般为~2度.C.设计浇口应考虑孔止填充不足,异向性变形,易产生熔接痕等因素.D.模具型芯、型腔应有足够刚性、强度及耐腐蚀性.E.顶出机构应均有力,便於换修.F.模具应设有排气斜槽,并宜设於易发生熔接痕部位.模具的制作.模具的制作需要严格按照模具图纸制作.模芯模腔加工要保证平面度、粗糙度.特别要注意重点尺寸的把握.模具试模.塑胶料的准备.根据产品的要求选用塑胶料.(我司通常所用的塑胶料有PC 料、PC加玻纤、尼龙NA66)PC料要试模前要经过洪干处理.120度连续四小进烘干使水份降在%以下.NA66料需要在成型前经过烘干处理.90度连续烘干五小时使水份降在%以下.注塑成型.A.试模前模具检查.a.外观检查.b.空运转检查.B.模具试模一般PC料的成型温度要控制在270~320度.NA66料的温度控制在260~275度之间.产品尺寸及功能检验.根据产品图检验注塑成型後的产品各尺寸是否合格.另实际组装是否有干涉.。
塑胶产品结构设计规范
塑胶产品结构设计规范航嘉管理文件文件编码塑胶产品结构设计规范版本编号1本页码第 <#004699'>4 页共6页8.文件类型(<#004699'>4)1. 品质体系类文件2. 环境和职业安全体系类文件3. 社会责任体系类文件<#004699'>4. 其他管理类文件文件编号版本编号1生效日期2010-11-0<#004699'>4文件履历变更序号变更详情变更页次生效日期版本修订人1新建ALL2010-11-0<#004699'>41黎麟锋1. 目的本规范用于指导结构工程师根据产品的功能、环境条件和载荷条件及用户的特殊要求进行结构设计,以保证设计出的产品具有合理的工艺性、良好稳定的品质以及相对低成本。
2. 适用范围本规范适用于所有产品二部塑胶产品的结构设计。
3. 定义热塑性塑料-指具有加热软化、冷却硬化特性的塑料。
热固性塑料-热固性塑料是指在受热或其他条件下能固化或具有不溶(熔)特性的塑料。
ABS-丙烯腈、丁二烯、苯乙烯三种单体的接枝共聚合物,英文名Crylonitrile Butadiene Styrene的简称。
PC-聚碳酸脂,英文名Polycarbonate的简称。
PMMA-聚甲基丙烯酸甲酯缩写代号,俗称有机玻璃。
PA-聚酰胺,英文名polyamide的简称,俗称尼龙。
PPO-聚苯醚,英文名Phenylene oxide的简称。
PS-聚苯乙烯,英文名Polystyrene的简称。
AS-苯乙烯-丙烯腈共聚物,英文名Acrylonitrile-styrene copolymer 的简称。
POM-聚甲醛,英文名Polyoxymethylene的简称。
<#004699'>4. 职责结构工程师负责按照塑胶产品结构设计规范要求进行设计。
5. 流程图N/A6. 详细说明6.1 塑胶产品结构设计的技术要求6.1.1 材料的选择1、胶料的选择以产品功率、耐温等级和防火等级来区分,以下为常用胶料的选择:产品功率 P耐温等级防火等级胶料选择P<10W80°9<#004699'>4 V-0ABS或PPO等10W≤P<2<#004699'>4W95°9<#004699'>4 V-0PC+ABSP≥2<#004699'>4W125°9<#004699'>4 V-0PC2、所选择的胶料应通过阻燃测试、球压测试和灼热丝燃烧测试和跌落测试:表6.1.1-1 阻燃等级评定V-0V-1V-2每个独立的样品余焰时间,t1或t2≤10S≤30S≤30S对任意处理组五个样品的总余焰时间,t1+t2≤50S≤250S≤250S在第二次火焰施加后,每个独立样品燃烧持续时间和灼热燃烧时间, t2+t3 ≤30S≤60S≤60S是否允许样品燃尽否否否是否允许燃烧颗粒或滴落物引燃脱脂棉否否是表6.1.1-2 球压温度评定塑胶材料PC+ABS、PPOPC包胶PIN脚的包胶部分恒温箱测试温度95°125°125°表6.1.1-3 灼热丝燃烧评定要求3PCS,样条750±10℃(外壳厚度>0.2mm,650±10℃)判定标准30S内无可见火焰,实验样品落下的燃烧或灼热颗粒,应做到绢纸不得起火,松木板不得烧焦表6.1.1-<#004699'>4 胶壳跌落评定要求3PCS,2面/次,1M,水泥地面判定标准跌落后,外壳无破裂,高压测试能通过,电性正常6.1.2 壁厚选择塑件的壁厚要根据产品的具体要求、所选材料的性能、塑件外形的复杂程度及大小等因素确定,应尽量做到各部分壁厚均匀。
塑胶件设计规范之壁厚、加强筋、螺丝柱
一、塑胶件设计一般步骤
1.3、手办样制作和定型
• 塑件3d设计完成后,需制作手办样,进行试组装和测试验证. 并通过计算机对产品进行CAE分析,跌落抗冲击强度、结构 刚性、强度、流体散热、风等分析;包括注塑成型工艺过 程模拟,塑料溶体流动、保压、冷却、收缩和翘曲变形分析. 根据结果对塑件设计进行修改与优化,直至定型后下模生产.
二、 塑件设计的通用规范
2.3、增加刚性减小变形的结构设计
合理掏胶偷 胶 —降本
• 1.塑件加强筋的设计
• 加强筋设计中的要求:
4设置加强筋的方向应与料流方向尽量保持一致,以防止冲模时 料流受到扰乱降低制件的韧性或影响制件的外观质量. 5加强筋若没有与产品的外壳接上的话,末端部分不应该突然终 止,应该渐次地将高度降低,直至完结.从而减少出现困气、填充 不满及烧焦痕迹的问题,俗称火箭脚. 6对于加强筋引起的塑件缩瘪,可采用一些凹槽等形式来修饰和 隐藏见右图. 7加强筋典型实例.
1.03~1.06 1.14~1.15 1.41~1.43
0.20~0.25
1.5
0.22~0.29
21~63
57~83
62~68
1.8~2.9
—
2.8
23~60
40~270
40~75
18~70
90~120
113
62~971.8~3 .0GPa①
60~110
91~922.6G Pa①
聚碳酸酯
PC 1.18~1.20 0.2~0.3 60~88 2.5~3.0 80~95 —
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件標題塑膠件設計規範
文件編號CQ-W-012
版本V1
制訂部門工程部制訂日期2002 年08 月24 日頁次 5 /2
版本REV.修訂記錄修訂日期製
作
冉濤雲
年月日
年月日審
查
年月日
年月日核
准
年月日
NA66料需要在成型前經過烘干處理.90度連續烘干五小時使水份降在0.1%以下.
5.5.2 注塑成型.
A.試模前模具檢查.
a.外觀檢查.
b.空運轉檢查.
B.模具試模
一般PC料的成型溫度要控制在270~320度.NA66料的溫度控
制在260~275度之間.
5.6 產品尺寸及功能檢驗.
根據產品圖檢驗注塑成型後的產品各尺寸是否合格.另實際組裝是否有干涉.。