非织造-4气流成网
非织造材料的生产工艺与质量控制

非织造材料的生产工艺与质量控制非织造材料,作为一种具有独特性能和广泛应用的新型材料,在现代工业中扮演着越来越重要的角色。
从医疗卫生用品到汽车内饰,从环保过滤材料到服装面料,非织造材料的身影无处不在。
要生产出高质量的非织造材料,就需要深入了解其生产工艺和质量控制的关键环节。
一、非织造材料的生产工艺1、梳理成网工艺梳理成网是非织造材料生产中常用的一种工艺。
其工作原理是通过梳理机将纤维原料进行充分的开松、梳理,使纤维相互交叉、纠缠,形成均匀的纤维网。
在这个过程中,梳理机的针布配置、梳理速度以及纤维的喂入量等参数都会对纤维网的质量产生重要影响。
例如,针布的齿形和密度会决定对纤维的梳理效果,如果针布选择不当,可能会导致纤维损伤或者梳理不均匀。
2、气流成网工艺气流成网则是利用高速气流将纤维分散并沉积在成网帘上形成纤维网。
这种工艺适用于处理短纤维和超短纤维,能够生产出蓬松度高、透气性好的非织造材料。
然而,气流成网的过程中,气流速度、压力以及纤维的输送方式等因素都需要精确控制,否则容易出现纤维分布不均匀、网面不平整等问题。
3、熔喷成网工艺熔喷成网是通过将聚合物原料在高温下熔融,并经高速热气流喷吹使其细化、拉伸,形成超细纤维,然后在接收装置上凝聚形成纤维网。
熔喷法生产的非织造材料具有纤维细、孔隙小、过滤效率高等优点,在医疗卫生和过滤领域应用广泛。
但是,熔喷工艺对原料的性能、温度控制和气流速度的要求非常严格,任何微小的偏差都可能影响产品的质量。
4、水刺成网工艺水刺成网是利用高压微细水流对纤维网进行喷射,使纤维相互缠结而形成非织造材料。
水刺工艺生产的产品具有柔软、吸水性好等特点。
在水刺过程中,水压、水流量、喷射角度以及纤维网的输送速度等参数的优化配置是保证产品质量的关键。
二、非织造材料的质量控制1、原材料的质量控制原材料的质量是影响非织造材料最终质量的基础。
纤维的长度、细度、强度、卷曲度等性能指标都会对非织造材料的物理性能和使用性能产生重要影响。
非织造复习资料课后习题答案
1、阐述非织造工艺的技术特点,并阐明非织造材料的特点。
答:1)多学科交叉。
突破传统纺织原理,综合了纺织、化工、塑料、造纸以及现代物理学、化学等学科的知识。
2)装备智能化,劳动生产率高3)工艺流程短,生产速度高,产量高。
4)可应用纤维范围广。
5)工艺变化多,产品用途广。
6)资金规模大,技术要求高。
2、试述纤维在非织造材料中的作用。
答:1)纤维形成非织造材料的基本结构。
2)纤维作为形成非织造材料的加固成分。
3)纤维形成非织造材料的粘合成分3、梳理机的主要种类有那两种?各自特点及其主要差异是什么?答:罗拉式梳理机和盖板式梳理机。
(1)盖板式梳理点多,罗拉式梳理点少(2)盖板式梳理属于连续式梳理,损伤纤维多,特别是长纤维,罗拉式梳理属于间歇式梳理,对长纤维损伤较少(3)盖板式梳理不仅除杂,还除去短纤维,罗拉式梳理基本上不会去除短纤维(4)盖板式梳理在盖板和锡林之间反复细微分梳纤维并混合,产量低。
而罗拉式梳理的工作罗拉仅对纤维分梳、凝聚及剥取、返回,产量很高4、气流成网原理是什么?答:纤维经过开松、除杂、混合后喂入主梳理机构,得到进一步的梳理后呈单纤维状态,在锡林高速回转产生的离心力和气流的共同作用下,纤维从针布锯齿上脱落,由气流输送并凝聚在成网帘(或尘笼)上,形成纤网。
5、气流成网形成的杂乱纤网是如何形成的?请分析其原理。
答:由于纤维有一定长度,在文丘利管中,其头、尾端处于两不同截面,又因为文丘利管是一种变截面管道,且管道截面面积从入口到出口逐步扩大。
因此纤维头、尾端速度是不同的,头端速度低于尾端速度,于是纤维产生变向,形成杂乱排列。
6、简述打浆的目的。
答:疏解作用:使纤维分散成单纤维。
水化作用:单纤维吸水后润涨,使浆粕形成胶体状。
分丝帚化作用:使纤维表面起毛,增加比表面,有利于纤维间缠结。
混合作用:使不同纤维、粘合剂和化学助剂从分混合7、湿法非织造材料与纸张有何异同?答:原料来源:湿法非织造材料原料的原料来源只要满足长度要求的纤维即可,纸张的原料来源是纤维素。
无纺布(非织造布)常识

无纺布(非织制布)知识之阳早格格创做一、无纺布(非织制布)的观念以及用途:无纺布(非织制布)是一种没有需要纺纱织布而产死的织物,不过将纺织短纤维大概者少丝举止定背大概随机撑列,产死纤网结构,而后采与板滞、热粘大概化教等要领加固而成.简朴的道便是:它没有是由一根一根的纱线接织、编结正在所有的,而是将纤维间接通过物理的要领粘合正在所有的,所以,当您拿到您衣服里的粘称时,便会创制,是抽没有出一根根的线头的.非织制布突破了保守的纺织本理,并具备工艺过程短、死产速度快,产量下、成本矮、用途广、本料根源多等个性.它的主要用途大概可分为:(1)调理卫死用布:脚术衣、防备服、消毒包布、心罩、尿片、妇女卫死巾等;(2)家庭化妆用布:揭墙布、台布、床单、床罩等;(3)跟拆用布:衬里、粘合衬、絮片、定型棉、百般合成革底布等;(4)工业用布:过滤资料、绝缘资料、火泥包拆袋、土工布、包覆布等;(5)农业用布:做物呵护布、育秧布、灌溉布、保温幕帘等;(6)其余:太空棉、保温隔音资料、吸油毡、烟过滤嘴、袋包茶叶袋等.二、无纺布(非织制布)的技能个性与分类:(一)无纺布(非织制布)的技能个性:1,多教科接叉2,工艺过程短程化,处事死产率下3,死产速度下,产量下4,可应用纤维本料范畴广5,工艺变更多,技能纺织品个性明隐6,资本规模大,技能安排央供下正在此,咱们将百般设备的死产速度搞了一个比较,大家对于无纺布(非织制)的死产速度有一个对于比相识:(二)无纺布(非织制布)分类1,依照死产工艺本量分歧,可分为三大类:搞法、散合物挤压成网法、干法,暂时海内中最多的死产工艺是搞法、散合物挤压成网法.2,依照加固技能去分(1)火刺加固:火刺布;(2)针刺加固:针刺布;(3)热轧机粘合:纺粘布,热轧布;(4)热风粘合:热风布;(5)汽刺固结:汽刺布;(6)化教要领粘合,其中还简曲分为:浸渍法,喷胶法,泡沫下图为东华大教对于无纺布(非织制布)的分类,供大家参照:3,以下枚举了几种罕睹的无纺布(非织制布)(1),火刺无纺布火刺工艺是将下压微细火流喷射到一层大概多层纤维网上,使纤维相互缠结正在所有,进而使纤网得以加固而具备一定强力.(2),针刺无纺布针刺无纺布是搞法无纺布的一种,针刺无纺布是利用刺针的脱刺效率,将蓬紧的纤网加固成布.(3),热合无纺布热粘合无纺布是指正在纤网中加进纤维状大概粉状热熔粘合加固资料,纤网再通过加热熔融热却加固成布.(4),纺粘熔喷无纺布纺粘无纺布是正在散合物已被挤出、推伸而产死连绝少丝后,少丝铺设成网,纤网再通过自己粘合、热粘合、化教粘合大概板滞加固要领,使纤网形成无纺布.熔喷无纺布的工艺历程:散合物喂进---熔融挤出---纤维产死---纤维热却---成网---加固成布.(5),缝编无纺布缝编无纺布是搞法无纺布的一种,缝编法是利用经编线圈结构对于纤网、纱线层、非纺织资料(比圆塑料薄片、塑料薄金属箔等)大概它们的推拢体举止加固,以制成无纺布.三、无纺布(非织制布)的死产本理无纺布的最要害的关节,本文归纳为四个字:成网、加固.果此本文大略介绍几种最罕睹的成网以及加固要领.1、棉类主要采与梳理成网与纺纱中的分梳本理相似,梳理成网分歧的场合如下(1)非织制梳理历程爆收---纤维网中纤维的排列与背,央供“纯治技能”“凝结技能”,以真止非织制资料的各背共性的个性(2)非织制资料的纤维网具备较下的单位里稀度(g/m2)、薄度(mm),所以梳理机出去的纤网有的需要铺网叠合梳理成网的本理梳理是成网的闭键工序,将启紧混同战准备佳的小棉束梳理成单纤维组成的薄网,供铺叠成网,大概间接举止加固,大概经气流成网以织制纤维纯治排列的纤网.梳理所用设备不妨是“罗推式”梳理机,也不妨是“盖板式”梳理机.梳理机道妇间接输出的纤网中纤维呈纵背仄止排列,定背性佳;“纯治辊”、“凝结辊”梳理大概“接叉铺网”后纤维呈二维排列:气流成网后纤维呈三维排列,非定背性良佳.2、加固要领主假如针刺法以及火刺法(1)针刺法加固工艺本理利用三角截里(大概其余截里)棱边戴倒钩的刺针对于纤网举止反复脱刺.倒钩脱过纤网时,将纤网表面战局部里层纤维抑制刺进纤网里里.由于纤维之间的摩揩效率,本去蓬紧的纤网被压缩.针刺推出纤网时,刺进的纤维束摆脱倒钩里留正在纤网中,那样,许多纤维束胶葛住纤网使其没有克没有及再恢复本去的蓬紧状态.通过许多次的针刺,相称多的纤维束被刺进纤网产死“坐体结构”,使纤网中纤维相互缠结,进而产死具备一定强力战薄度的针刺法非织制资料.(2)火刺法加固工艺本理火刺法加固纤网本理与针刺工艺相似,但是没有必针刺,而是采与下压爆收的多股微细火射流喷射纤网.火射流脱过纤网后,受托持网帘的反弹,再次脱插纤网,由此,纤网中纤维正在分歧目标下速火射流脱插的火力效率下,爆收位移、脱插、胶葛战抱合,进而使纤网得到加固.保守的纺织过程:浑花→梳棉→并条→细纱→细纱→络筒→整经→浆纱→脱筘→织制→布一般非织制工艺过程:纤维本料→成网→加固→非织制资料用化教纤维动做本料的非织制过程还不妨再缩,即:下散物→成网→加固→非织制资料,那便是纺丝成网(spunlaid process)战熔喷(Melt blowing Process)非织制技能.正在下散合物的加固技能上,除了保守的针刺法以及火刺法,另有一种喊搞热轧法.下图为齐过程图四、无纺布的死产过程以及设备1,无纺布工厂示例江苏迎阳无纺板滞有限公司常死市飞龙无纺板滞有限公司2,工艺过程视频太仓市万龙非织制工程有限公司3,主要设备示例常死杉诺柯非织制设备有限公司棉类无纺布主要设备启包机启紧机给棉机梳理机铺网机牵伸机针刺机烘箱热轧机切边成卷机4,死产厂家一览表搞法设备参展商及产品一览表纺粘、熔喷设备参展厂商一览表。
非织造成网工艺和原理

非织造成网工艺和原理引言非织造材料(Nonwoven),是一种不通过纺纱和织造而直接由纤维或片材形成的材料。
非织造成网工艺是将纤维或片材通过一种特定的工艺和原理进行互相结合,形成不断网或层叠的纺织材料。
本文将介绍非织造成网工艺的原理和常见工艺步骤。
非织造成网工艺的原理非织造成网工艺的原理主要包括以下几个方面:1.纤维混合和悬浮:通常使用纤维在液体中的悬浮状态,通过搅拌或喷雾的方式将纤维均匀混合。
2.纤维定向:通过空气流、水流或牵引力等方式对纤维进行定向,使其在成网过程中呈现一定的方向性。
3.纤维互相结合:通过力学、化学或热力学等方式,使纤维互相结合形成网状结构。
常见的结合方式包括针刺、热熔、粘合等。
4.网络完善:通过后续的工艺步骤,如压实、热压等,进一步完善纤维网络的结构。
这些步骤可以使纤维之间的结合更紧密,提高成网材料的强度和稳定性。
非织造成网工艺步骤非织造成网工艺通常包括以下几个基本步骤:1.原材料准备:选择合适的纤维原料和辅助材料,并对其进行预处理,如洗涤、干燥等。
2.纤维混合和分散:将纤维以适当的比例混合,并通过搅拌或喷雾等方式使其均匀分散在液体中。
3.纤维定向:利用气流、水流或牵引力等方式对纤维进行定向,使其在成网过程中呈现一定的方向性。
4.网络成型:将混合和分散好的纤维通过特定的成网设备,如纺粘、热压等,使其互相结合形成网状结构。
5.结束处理:对成网材料进行必要的后续处理,如洗涤、烘干等,以使其具备所需的性能和品质。
非织造成网工艺的应用领域非织造成网工艺由于其独特的结构和性能,被广泛应用于各个领域。
以下是一些常见的应用领域:1.服装和家居:非织造材料常用于制作内衣、外套、床上用品等。
其柔软、透气和吸湿性能能够提供舒适的穿着体验和良好的睡眠环境。
2.医疗和卫生:非织造材料常用于制作一次性口罩、手套、护理垫等。
其无菌性和防护性能能够有效减少交叉感染风险。
3.汽车和航空:非织造材料常用于汽车内饰、航空座椅衬垫等。
关于浆粕气流成网非织造布技术

塑童夔
N o w o e c no o y n v n Te h l g
一
确 保 产晶 质地 均 匀。 奥地 利针 刺机 制 造 商 F he 司展 出 r加 l 车 用 err公 : 汽 绒 布 的单 台 针刺机 。 Tizclr 司在 IMA As J 有 自 己的展 台 。 展 rtshe公 i T i : a 在 台上 , 该公 宣布 已向全 球 市场 售 出 了第 2 0 梳 理 000 机 柯关 这 一点 , 公 司 的营 销 负责 人 H r n e e先 该 emanS l r k
对 陵公 司的 设 备表 示 了浓 厚 的必 趣。 I MP集 团 是欧 洲最 大 的 非织 造布 生 产 商之 - 有 ,拥 4 条 非织 造布 生 产线 。OR 0 V工 程公 司利 用 内 部技 术资 源 和 生产 经 验来 扩 大其 商 业机 械 的销 售 。该 公 司 日前 参与 了中 国的 几个 重要 项 目。 了 一 除 些汽 车 行业 的项 F外 , I 该
他个 人护 理 产品 )加 工机 械 领 域 。
公 司 推 f 一个 新产 品 是 Po n 这 是 ・ 综合 的各 种加 工 纤维 网 的 NS C非 织
造 生 产 线。
在推 出 Po n 前,该 公 司认 为有 必 要协 调 所有 单 rDy 之
关于浆粕
摘要 :浆柏 气流成 网非织遣 布(iad upN n o e) Ar iP l o w vn l 是 最近 几年在 我 回盅展 起来 的一嘈难 有 益展 前景 的技 术。 目前世 界上的主要 挂 木厦设备 供应 商是丹 麦的M &
j irtc F beeh和 D rW e frn gI t t n l 挈套 司 at b on n ne i e 两 - ma o
气流成网
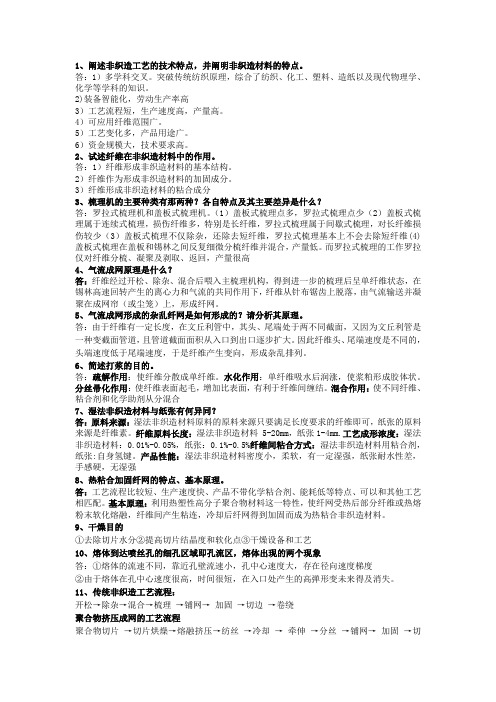
§3-4 气流成网一、气流成网原理纤维经过开松、除杂、混和后喂入主梳理机构,得到进一步的梳理后呈单纤维状态,在锡林高速回转产生的离心力和气流的共同作用下,纤维从针布锯齿上脱落,由气流输送并凝聚在成网帘(或尘笼)上,形成纤维三维杂乱排列的纤网。
气流成网纤网中纤维呈三维杂乱排列,MD : CD=1.1~1.5,最终产品基本各向同性。
气流成网通常要求纤维长度不大于80mm,纤维过长会破坏纤网外观和均匀度。
气流成网可有效地处理短纤维,如长度小于10mm的木浆粕纤维。
气流成网中为提高纤维在最终纤网中排列的杂乱度,输送管道在结构上往往采用文丘利管。
这种管道实际上是一种变截面管道,即管道中任意二个截面的截面积不相等,且管道从入口到出口逐步扩大。
按流体力学原理,气体在常压下可视为不可压缩的。
即:Q1 = Q2,Q1 = S1V1, Q2 = S2V2∵S1 < S2,∴V1 > V2式中:Q1——流入气流量Q2——流出S1——截面1的面积V1——截面1处的气流速度V2——截面2处的气流速度由于纤维有一定长度,在文丘利管中,其头、尾端处于两不同截面,因此纤维头、尾端速度是不同的,头端速度低于尾端速度,于是纤维产生变向,形成杂乱排列。
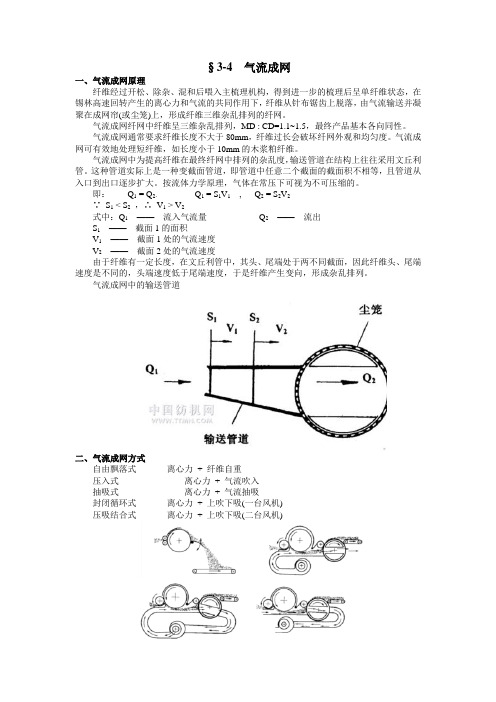
气流成网中的输送管道二、气流成网方式自由飘落式离心力+ 纤维自重压入式离心力+ 气流吹入抽吸式离心力+ 气流抽吸封闭循环式离心力+ 上吹下吸(一台风机)压吸结合式离心力+ 上吹下吸(二台风机)自由飘落式压入式封闭循环式抽吸式压吸结合式三、典型气流成网机组国产SW-63型气流成网机奥地利Fehrer公司V21/K12气流成网机组奥地利Fehrer公司K21气流成网机美国Rando公司40B气流成网机组奥地利DOA公司气流成网机组国产SW-63型气流成网机由传统梳棉机改造,锡林离心力和提升罗拉使纤维进入风道,然后吸附在成网帘上形成杂乱排列纤网。
适用范围:纤维细度为1.65~6.6dtex,纤维长度25~55mm,纤网单位面积质量12~70g/m2,生产速度2~3m/min,幅宽1m。
气流成网机在汽车内饰生产线中的实际应用
设备与工厂 Equipment &Factory收稿日期:2008206214气流成网机在汽车内饰生产线中的实际应用白 莹,王 斌,石 亮(郑州纺织机械股份有限公司,河南郑州450053)摘要:结合汽车内饰生产线的特点,阐述了气流成网机在这种生产线中的重要作用,并介绍了其工作原理及工艺特点。
关键词:非织造布;气流成网机;汽车内饰;应用中图分类号:TS173132 文献标识码:A 文章编号:100522054(2008)0420045203 我国近年来汽车工业迅速发展,汽车采用的复合材料也越来越多。
车用纺织材料的增长速度高于汽车生产的增长速度,而车用纺织品中非织造布的应用比例不断上升,因为应用非织造布即可满足汽车不同部件的功能性要求,也有利于减轻汽车自重及产品的回收再利用,采用非织造布用作汽车内饰材料是当前国际发展趋势[1]。
非织造布在汽车上可用于车顶衬垫和覆盖材料、车门内侧模压板、绝热和隔音材料、轿车后部行李仓衬垫和覆盖材料等。
据介绍,一辆轿车应用非织造布最多为20m 2~25m 2,总重量在20kg 以上。
汽车内饰用无纺毡的生产流程一般如下:称量机(2~3台)→混棉帘子开棉机→豪猪开棉机→锯齿辊筒开棉机→气压棉箱喂棉机(或振动棉箱)→气流成网机→热风烘箱(或针刺机)→冷却箱→分切机→模压定型→后处理生产线是以再生纤维(含有棉、化纤和少量羊毛)、丙纶为主体,采用酚醛树脂粉末或PP/ES 短纤维,用热风加热粘结加固制成无纺毡。
其产品特性是吸音、隔热、防震及阻燃,纤网重量一般为500~3000g/m 2。
再生纤维由多种纤维混合而成,纤维长短不一,粗细不均,在其中配比一定量的阻燃纤维,经气流成网机成网后,形成无定向杂乱纤维网,纤维网经过热风粘合后,就形成了汽车隔音件和内饰件用无纺毡。
汽车内饰用无纺毡是由热风工艺或针刺法加工制成的。
热风工艺是由输出纤网直接进入热风烘箱,在基本无压的状态下热熔粘接的,所以纤网的好坏直接影响成品的质量,包括其均匀度、纵横向强力、柔软性、蓬松度等。
7种无纺布的生产工艺详解

7种无纺布的生产工艺详解无纺布(英文名:Non Woven Fabric 或者 Nonwoven cloth)又称非织造布,是由定向的或随机的纤维而构成。
因具有布的外观和某些性能而称其为布。
简单的讲就是:它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理或化学的方法粘合在一起的,所以,当你拿到你衣服里的粘称时,就会发现,是抽不出一根根的线头的。
无纺布生产工艺流程,无纺布生产用纤维主要是丙纶(PP)、涤纶(PET)。
此外,还有锦纶(PA)、粘胶纤维、腈纶、乙纶(HDPE)、氯纶(PVC)。
按应用要求,无纺布分为一次性应用型和耐用型两大类。
根据生产工艺分为:1.水刺无纺布:水刺工艺是将高压微细水流喷射到一层或多层纤维网上,使纤维相互缠结在一起,从而使纤网得以加固而具备一定强力。
2.热合无纺布:热粘合无纺布是指在纤网中加入纤维状或粉状热熔粘合加固材料,纤网再经过加热熔融冷却加固成布。
3.浆粕气流成网无纺布:气流成网无纺布又可称做无尘纸、干法造纸无纺布。
它是采用气流成网技术将木浆纤维板开松成单纤维状态,然后用气流方法使纤维凝集在成网帘上,纤网再加固成布。
4.湿法无纺布:湿法无纺布是将置于水介质中的纤维原料开松成单纤维,同时使不同纤维原料混合,制成纤维悬浮浆,悬浮浆输送到成网机构,纤维在湿态下成网再加固成布。
5.纺粘无纺布:纺粘无纺布是在聚合物已被挤出、拉伸而形成连续长丝后,长丝铺设成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法,使纤网变成无纺布。
6.熔喷无纺布:熔喷无纺布的工艺过程:聚合物喂入---熔融挤出---纤维形成---纤维冷却---成网---加固成布。
7.针刺无纺布:针刺无纺布是干法无纺布的一种,针刺无纺布是利用刺针的穿刺作用,将蓬松的纤网加固成布。
8.缝编无纺布:缝编无纺布是干法无纺布的一种,缝编法是利用经编线圈结构对纤网、纱线层、非纺织材料(例如塑料薄片、塑料薄金属箔等)或它们的组合体进行加固,以制成无纺布。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、气流成网原理 气流成网中的输送管道
二、气流成网方式 o 自由飘落式 o 压入式 o 抽吸式 o 封闭循环式 o 压吸结合式 离心力 + 纤维自重 离心力 + 气流吹入 离心力 + 气流抽吸 离心力 + 上吹下吸(一台风机) 离心力 + 上吹下吸(二台风机)
自由飘落式
压入式
封闭循环式
抽吸式
压吸结合式
V21预成网机
K12气流成网机
K21气流成网机 由数个梳理辊筒组成,增加梳理辊筒的数量,可 增加该机的产量。每个梳理辊筒配有一对工作罗拉和 剥取罗拉。 适合加工的纤维细度为1.87~3.63dtex,纤维长度 为38~40mm,成网后单位面积质量范围为10~100 g/m2, 输出速度为50~150m/min。工作宽度为1~2.6m。
(三)纤维在成网帘上的凝聚条件 1、气流与成网帘(尘笼凝聚面)夹角 不宜接近90°,防止纤维冲入网眼。 2、气流速度 输送管道可采用弓形扩管,减弱气流冲力,有利 于纤维均匀吸附。 3、成网帘(尘笼)表面吸附条件 网眼大小和分布影响气流成网均匀度。对于同样 的气流吸口,曲面尘笼比平面的成网帘具有更大的展 开面积,纤网局部在气流吸口处停留时间延长,纤维 多次重合凝聚机会高,有利于提高纤网均匀性。 4、抽吸气流的均匀流动
Dan-Web干法造纸生产线
Dan-Web干法造纸气流成网单元
尘笼表面凝聚的纤维层被剥取罗拉剥下,进入给 棉板,然后由喂棉罗拉喂入线速度高达25m/s的刺辊。 被分梳成单纤维状态的纤维由刺辊下部吹入的气流剥 离,经文氏管形输棉风道吸附在成网帘上。刺辊下部 吹入的气流和成网帘下的吸引气流由一台风机产生, 呈闭路循环系统。 该机组适合加工的纤维长度为15~55mm,成网后 单位面积质量范围为20~1000 g/m2,一般以生产34~68 g/m2纤网为主,产量15~136kg/h,工作宽度为1020, 1520,2030mm。 40C型可生产10~20 g/m2的杂乱纤网,输出速度达 到40m/min,40D型更有较多改进。
非织造成网
4 气流成网
一、气流成网原理 纤维经过开松、除杂、混和后喂入主梳理机构, 得到进一步的梳理后呈单纤维状态,在锡林高速回转 产生的离心力和气流的共同作用下,纤维从针布锯齿 上脱落,由气流输送并凝聚在成网帘(或尘笼)上,形成 纤维三维杂乱排列的纤网。 气流成网纤网中纤维呈三维杂乱排列,MD : CD=1.1~1.5,最终产品基本各向同性。 气流成网通常要求纤维长度不大于80mm,纤维过 长会破坏纤网外观和均匀度。气流成网可有效地处理 短纤维,如长度小于10mm的木浆粕纤维。
空气流量可按下式估算:
Q kP( L
2
D)
式中:k -系数 P -纤网产量 L -纤维长度 D-纤维细度 由上式可知,L ↑, Q ↑ ↑,呈平方关系 P↑ , Q ↑ D↓, Q↑
纤维流密度 一定体积的流体中所含纤维的重量,通常称为纤维 流密度。纤维在流体中的密度超出某一数值,原有的 单纤维会重新“絮凝”成纤维束、纤维团,在纤网上 出现“云斑”、束纤维现象,破坏纤网均匀度。试验 表明纤维在流体中的分布,除与纤维的几何尺寸有关 外,还受其它性状的影响,如种类,静电性能等,不 同的纤维,要求的纤维流密度也不同,如棉纤维,最 大纤维流密度为1.2~1.5 g/m3;聚酰胺纤维,可达3~4 g/m3。虽然气流流量大,可降低纤维流密度,但也带 来了产量低、能耗大等问题。
V21/K12气流成网机组适用于长度小于100mm, 细度在50d以下的各种纤维原料。但纤维的最大长度受 到细度的严格限制,如1.5d为38mm;3d为50mm;6d 为60mm;15d为75mm。纤网单位面积质量范围为 20~2000 g/m2时,输出速度为0.5~50m/min。 常用纤网 单位面积质量范围为60~220 g/m2,输出速度为 7~20m/min。纤网单位面积质量在30 g/m2以下时,输 出速度很少超过20m/min,否则将影响纤网的均匀性。 K12气流成网机的最大工作宽度为5.4m。
一、气流成网原理 气流成网中为提高纤维在最终纤网中排列的杂乱度, 输送管道在结构上往往采用文丘利管。这种管道实际上是 一种变截面管道,即管道中任意二个截面的截面积不相等, 且管道从入口到出口逐步扩大。按流体力学原理,气体在 常压下可视为不可压缩的。 即: Q1 = Q2, Q1 = S1V1 , Q2 = S2V2 ∵ S1 < S2 ,∴ V1 > V2 式中:Q1 —— 流入气流量 Q2 —— 流出气流量 S1 —— 截面1的面积 S2 —— 截面2的面积 V1 —— 截面1处的气流速度 V2 —— 截面2处的气流速度 由于纤维有一定长度,在文丘利管中,其头、尾端处于 两不同截面,因此纤维头、尾端速度是不同的,头端速度 低于尾端速度,于是纤维产生变向,形成杂乱排列。
3、典型的干法造纸生产线 该生产线由丹麦的Dan-Web公司开发的。由木纤维制 取的浆粕板A经粉碎机C中的高速回转钢锤打击粉碎,粉 碎的木浆纤维从筛网小孔中漏出,经气流输送到成网机D; 同时热熔纤维也经纤维开松机B开松后也由气流输送到成 网机D。成网机是由两只金属园网滚筒、成网帘、以及位 于成网帘下方的抽吸装置组成。金属圆网滚筒内有一根回 转轴,轴上装有许多条状金属打手,其转动方向与园网滚 筒转向相反,木浆纤维和热熔纤维从园网滚筒一侧由气流 输入,在高速回转的打手作用下,再次被开松成单纤维状 态,在成网帘下方抽吸装置对圆网滚筒产生自上而下的气 流作用下,将单纤维吸出圆网滚筒,凝集到成网帘上,形 成纤网。Dan-Web生产线上配置了四套成网机,由四层纤 网叠合形成最终的纤网。
三、典型气流成网机组 国产SW-63型气流成网机 奥地利Fehrer公司V21/K12气流成网机组 奥地利Fehrer公司K21气流成网机 美国Rando公司40B气流成网机组 奥地利DOA公司气流成网机组
国产SW-63型气流成网机 由传统梳棉机改造,锡林离心力和提升罗拉使纤 维进入风道,然后吸附在成网帘上形成杂乱排列纤网。 适用范围:纤维细度为1.65~6.6dtex,纤维长度 25~55mm,纤网单位面积质量12~70g/m2,生产速度 2~3m/min,幅宽1m。
(二)纤维在气流中的均匀分布和输送 纤维在气流中的均匀分布和输送,取决于以下三 个因素: 1、单纤维程度 2、剥离纤维的气流速度和方向 剥离气流应循锡林表面的切线方向,V剥离≥3~4V道 夫,从锡林上剥取时, V剥离≥2.3V锡林。 3、输送纤维气流流量和均匀流动 纤维输送过程中,应有足够的空气包容每一根纤 维,使其不与相邻纤维缠结。如假想以纤维长度为直 径的球体去包容每一根纤维,即可估算所需的空气流 量。
K21气流成网机
美国Rando公司40B气流成网机组 由前置给棉机、四辊开松机、棉箱给棉机和成网 系统组成。 纤维经前置给棉机和四辊开松机开松后喂入棉箱 给棉机。棉箱给棉机的斜帘角钉所携带的纤维经均棉 帘的作用后,被气流吸引到由尘笼和输送罗拉组成的 锲形空间(又称空气桥)内,杂质从罗拉间隙中排出。 尘笼表面凝聚的纤维层的厚度,由锲形空间内的 纤维量的多少来调节。锲形空间内纤维量↓→气流阻力 ↓→气流速度↑→气流吸引力↑→进入锲形空间纤维量 ↑→尘笼表面凝聚纤维层的厚度↑。
这种“横铺直取”的方法可有效地改善纤维层的 横向均匀性。这里的纤维层的单位面积质量约为 500~1000g/m2。 纤维经精开松装置开松后,被气流吸附在由压辊 和尼龙网帘组成的气流凝网喂入装置上。这里的纤维 层的单位面积质量约为200~400g/m2,cv值已降至3~4%。 如此均匀的纤维层喂入K12气流成网机,为制得均匀的 纤网创造了良好的条件。 K12气流成网机的主梳理部分有2对直径为140mm 的工作罗拉和剥棉罗拉,锡林直径450mm,转速高达 2300rpm,可使针布锯齿表面的纤维量减少到0.2~0.5 g/m2。 纤维分梳后,在高速回转锡林产生的离心力和 上方横流风机产生的高速气流的作用下从锡林齿尖脱 落,并随气流经输棉风道而凝聚在成网帘上。
五、干法造纸 干法造纸是采用气流成网技术加工木浆纤维网的一 种新工艺。 1、工艺流程 ﹡木浆纤维+热溶纤维→气流成网→热粘合加固→非织造材 料 ﹡木浆纤维→气流成网→喷洒粘合剂→烘燥→非织造材料 ﹡木浆纤维(气流成网)+常规纤维(梳理成网)→水刺加固→ 烘燥→非织造材料 2、性能与用途 其产品主要是医用卫生材料,特别是高吸水性的一次 性卫生用品(如尿片、卫生巾、湿面巾、擦布等),其特 点是蓬松度好、手感柔软、湿强度和耐磨性优于纸张,吸 湿性能超强。作为一次性用品,消耗量大,当采用木浆纤 维作主要原料,还具有可生物降解的优点,为废弃物处理 也提供了方便。
Hiloft气流成网机
Hiloft气流成网机
纤网定量与纤网厚度的比较
四、影响气流成网均匀度因素 (一)喂入纤维层的均匀性 (二)纤维在气流中的均匀分布和输送 (三)纤维在成网帘上的凝聚条件
(一)喂入纤维层的均匀性 气流成网中使用的气流输送纤维管道通常很短, 而气流的速度很高(>15m/s),纤维在管道中逗留时 间很短,而且气流主要对纤维起输送、扩散作用,对 纤维量的均匀分布调节作用非常弱,而且后道往往不 配置铺网系统,难以通过薄纤网铺叠来弥补质量均匀 度的差异。因此喂入气流成网机的纤维层均匀与否, 对纤网均匀度有着直接的、决定性的影响,所以严格 控制并改善喂入纤维层的均匀度是获得气流成网均匀 性的首要途径。
Rando公司40B气流成网机组
奥地利DOA公司气流成网机组 封闭循环式气流成网,采用双尘笼凝聚纤维,可 避免不同密度纤维产生的分层现象,可生产高达2500 g/m2的厚纤网,特别适合于废纤维成网。
法国LAROCHE公司气流成网机组 采用单尘笼凝聚纤维,适合于废纤维或长粗纤维 成网,料仓较大,可配称重输送帘,产量:2.4m幅宽 为1.5吨;3.9m幅宽为2.4吨。
奥地利Fehrer公司V21/K12气流成网机组 由V21预成网机和K12气流成网机组成。 经过预开松的纤维定量喂到V21预成网机的喂料 箱中,被具有压实、均匀作用的双层帘带夹持着进入 一对给棉罗拉与2000rpm转速的刺辊组成的第一开松区。 然后纤维进入第二和第三开松区。第三开松区刺辊上 的纤维被来自其上侧的风机的气流分离,并经风道吸 附在纤维横向分配装置的多孔帘带上。 纤维横向分配装置可保证输入K12气流成网机纤维 层的横向均匀性,其有一回转的多孔帘带,下有一台 风机,用以吸附集棉风道送来的纤维。回转刮板和多 孔帘带相配合,当多孔帘带行经K12气流成网机的一个 工作宽度时,刮板回转一次,将带状纤维层推入精开 松装置的喂入槽。