DTL-DTC带式输送机工艺流程图
(DTⅡ型皮带机)PPT课件
• 6 、本系列产品能满足水平、提升、下运等条件。 也可采用带凸弧段,凹弧段与直线段组合的输送 形式。
二.主要参数(常用规格设计范围)
• 1、 带宽 500、650、800、1000、1200、1400、1600㎜。 • 2 、带强: 棉帆布带56N/㎜·层;尼龙、聚酯帆布带100
D a
Ð ³Ì S 500 800
b 4-M10¡Á l
B
BÏò ÊÓ Í¼
G
S+C K
• (2)垂直重锤拉紧:拉 紧行程是可变的,可 随着拉力的变化而自 动补偿输送带的伸长 量,拉力范围8~ 63KN。
L D
Q
¹´ ± Ö À ô½ × °ÃÖ
B500«¡ 1400
F
E
C1
B
H1 H
A
A
N
C H1
4.5.3拉紧装置使用范围:
• (1)螺旋拉紧:用于短距离, 小功率的输送机上,拉力 范围按带宽大小分为9~ 37KW。
Ý ýÐ À ô½ °×ÃÖ
B500¡« 1400£» S500¡¢ 800
L
F
B
M
A
N
ÂÝ Ðý À ½ô °×Öà ¼Ü ²Û ¸Ö ½á ¹ ¼û ¼Ü Ó×ͼ
H1 EH
-300N/㎜·层;钢丝绳芯带ST680-ST2000N/㎜。 • 3 、带速:0.8、1.0、1.25、1.6、2.0、2.5、3.15、
4.0、5.0m/s。
2.4 最大输送能力:
表2 带速V、带宽B与输送能力IV的匹配关系
Vm/s B mm
500 650 800 1000 1200 1400 1600 1800 2000 2200 2400
皮带机工艺流程图
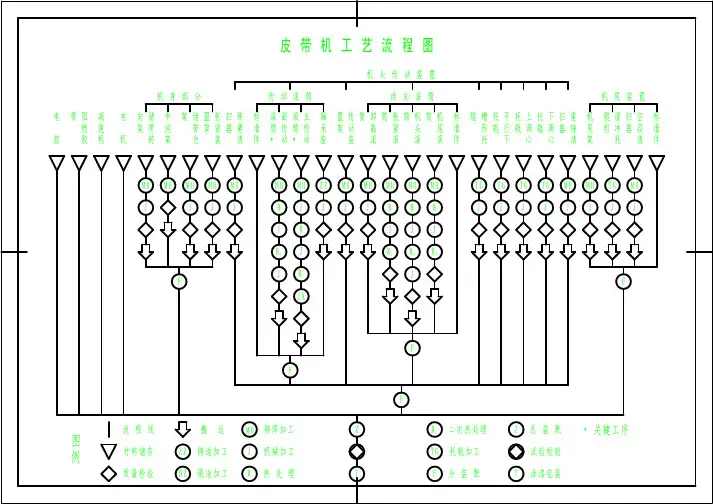
机头传动装置
机身部分
传动滚筒
改向滚筒
机尾装置
电 带阻 减 电 向储 中 架储置张扫弹 标 滚副滚主 轴 置传筒卸筒张筒机筒机 标 辊槽托平托上托下扫重 机 辊缓扫空 标
燃速
架带 间 带架紧器簧 准 筒传筒传 承 架动 载 紧 头 尾 准 形辊行辊调辊调器锤 尾 组冲器段 准
控 胶 机 机 转 架 仓 装 清 件 * 动* 动 座 装 滚 滚 滚 滚 件 托 下 心 心 清 架 托 清 件
F
F
Z
R2 二次热处理
Z 总 装 配 * 关键工序
TG 托辊加工
试验检验
T
F 分装配
T 涂漆包装
Байду номын сангаас
MH MH MH MH MH
J
JJJ
F
MH MH ZZ MH MH MH MH MH
RJJJJRRR
JR
JJJ
R2 J J R2
R2 R2 R2 J
JX
TG TG TG TG MH MH TG MH JJJJJJJJ
F
F
流程线
图
搬 运 MH 铆焊加工
例
材料储存 ZZ 铸造加工 J 机械加工
质量检验 DZ 锻造加工 R 热 处 理
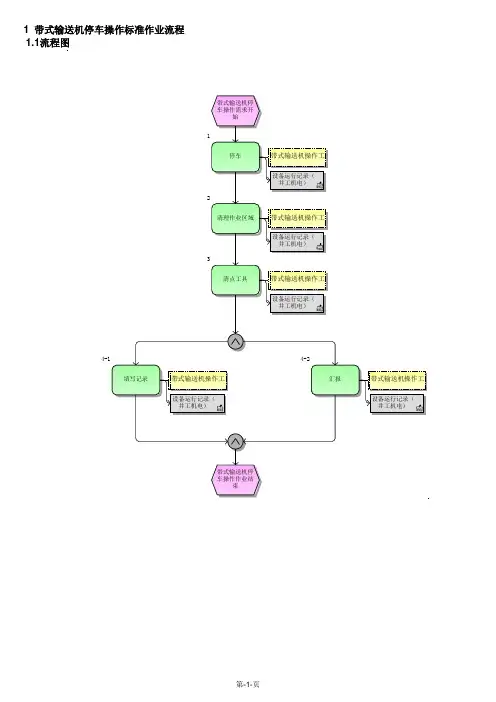
带式输送机停车操作标准作业流程
带式输送机操作工
4-2
汇报
1)汇报本班工作情况和遗留未处理问题;
2)汇报发现的隐患情况。
1)汇报本班工作情况,向区队值班人员汇报不能立即处理的问题,接受处理措施和建议,详细记录;
2)汇报本班的事故隐患情况,详细记录。
设备运行记录(井工机电)
带式输送机操作工
1
1.1流程图
1.2流程概述
流程名称
带式输送机停车操作标准作业流程
流程编号
流程说明
适用范围
井工矿
流程接口
1.3标准作业工单
序号
流程步骤
作业内容
作业标准
相关制度
作业表单
作业人员
安全提示
1
停车
1)停止给煤,拉空载煤;
2)发出停车信号;
3)按下停车按扭,开关手把打到零位,闭锁。
1)拉空载煤;
2)顺煤流逐台停车;
3)停电闭锁。
设备运行记录(井工机电)
带式输送机操作工பைடு நூலகம்
2
清理作业区域
清理作业区域卫生。
作业区域整洁、无杂物。
设备运行记录(井工机电)
带式输送机操作工
人员必须站在安全位置。
3
清点工具
清点专用工具。
工具齐全完好。
设备运行记录(井工机电)
带式输送机操作工
4-1
填写记录
填写设备运行记录。
设备运行记录填写认真、准确,字迹清晰,无涂改,无缺项。
选煤厂皮带输送机介绍
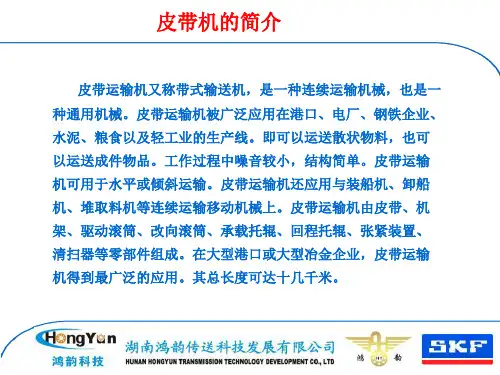
皮带运输机又称带式输送机,是一种连续运输机械,也是一 种通用机械。皮带运输机被广泛应用在港口、电厂、钢铁企业、 水泥、粮食以及轻工业的生产线。即可以运送散状物料,也可 以运送成件物品。工作过程中噪音较小,结构简单。皮带运输 机可用于水平或倾斜运输。皮带运输机还应用与装船机、卸船 机、堆取料机等连续运输移动机械上。皮带运输机由皮带、机 架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、 清扫器等零部件组成。在大型港口或大型冶金企业,皮带运输 机得到最广泛的应用。其总长度可达十几千米。
皮带输送机的外观
皮带输送机结构和原理
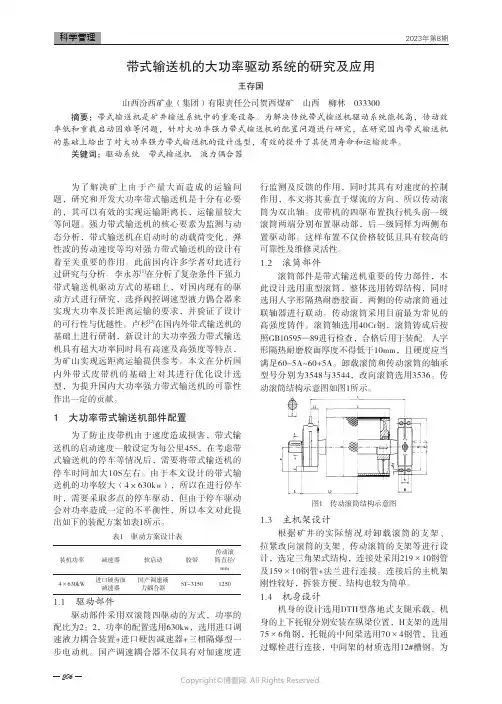
普通皮带机结构如下图所示,主要由胶带、驱动装置、制动装置、 托辊及支架、拉紧装置、改向装置、清扫装置、落料装置和卸料装 置、辅助安全设施等部分组成。
带式输送机工作原理及总体结构简图 1—传动滚筒;2—输送带;3—上托辊;4—缓冲托辊;5—漏斗;6—导料 栏板;7—改向滚筒;8—螺旋张紧装置;9—尾架;10—空段清扫器;11— 下托辊;12—中间架;13—头架;14—弹簧清扫器;15—头罩
用于有载段的为承载上托辊,承载托辊组包括槽形托辊组、缓冲 托辊组(用于落煤管受冲击的部位)、过度托辊组、前倾托辊组、 自动调心托辊组等多种。
用于空载段的为回程下托辊,回程托辊包括平形回程托辊、V形 回程托辊、清扫托辊(胶环托辊)等。
托辊
•承托输送带或钢丝绳的长回转体组件。 •托辊是带式输送机的重要部件,种类多,数量大。它占了 一台带式输送机总成本的35%托辊,承受了70%以上的阻 力,托辊的作用是支撑输送带和物料重量,托辊运转必须 灵活可靠。减少输送带同托辊的摩擦力,对占输送机总成 本25%以上的输送带的寿命起着关键作用。
图 槽型上托辊
平形托辊和V形前倾回程托辊
带式输送机的大功率驱动系统的研究及应用
206为了解决矿上由于产量大而造成的运输问题,研究和开发大功率带式输送机是十分有必要的,其可以有效的实现运输距离长,运输量较大等问题。
强力带式输送机的核心要素为监测与动态分析,带式输送机在启动时的动载荷变化、弹性波的传动速度等均对强力带式输送机的设计有着至关重要的作用。
此前国内许多学者对此进行过研究与分析。
李永苏[1]在分析了复杂条件下强力带式输送机驱动方式的基础上,对国内现有的驱动方式进行研究,选择阀控调速型液力偶合器来实现大功率及长距离运输的要求,并验证了设计的可行性与优越性。
卢杉[2]在国内外带式输送机的基础上进行研制,新设计的大功率强力带式输送机具有超大功率同时具有高速及高强度等特点,为矿山实现远距离运输提供参考。
本文在分析国内外带式皮带机的基础上对其进行优化设计选型,为提升国内大功率强力带式输送机的可靠性作出一定的贡献。
1 大功率带式输送机部件配置为了防止皮带机由于速度造成损害,带式输送机的启动速度一般设定为每公里45S,在考虑带式输送机的停车等情况后,需要将带式输送机的停车时间加大10S左右。
由于本文设计的带式输送机的功率较大(4×630kw),所以在进行停车时,需要采取多点的停车驱动,但由于停车驱动会对功率造成一定的不平衡性,所以本文对此提出如下的装配方案如表1所示。
表1 驱动方案设计表装机功率减速器软启动胶带传动滚筒直径/mm 4×630kW 进口硬齿面减速器国产调速液力耦合器ST-315012501.1 驱动部件驱动部件采用双滚筒四驱动的方式,功率的配比为2:2,功率的配置选用630kw,选用进口调速液力耦合装置+进口硬齿减速器+三相隔爆型一步电动机。
国产调速耦合器不仅具有对加速度进行监测及反馈的作用,同时其具有对速度的控制作用,本文将其垂直于煤流的方向,所以传动滚筒为双出轴。
皮带机的四驱布置执行机头前一级滚筒两端分别布置驱动部,后一级同样为两侧布置驱动部。
DTL带式输送机安装手册
DTL型带式输送机产品操作手册2009年9月一总则1.1为确保带式输送设备安装工程的质量,确保设备可靠运行,制订本说明书。
1.2输送设备必须经试运转合格后,方可交付生产使用。
1.3输送设备安装工程施工及验收除应符合本规范的规定外,尚应符合现行国家标准《机械设备安装工程施工及验收通用规范》GB50231及国家现行的有关标准的规定。
二安装规范2.1安装施工前的准备1)安装前熟悉本说明书和输送机图纸;2)熟悉整机及各部件(配套件、外购件)的产品说明书,了解安装、调试方法、技术要求、注意事项等;3)设备就位前,应对照设备总图用经纬仪、水平仪等仪器对基础的坐标、轴线和标高进行复测,确定输送机主要设备的纵、横向中心线和基准标高点,作为设备安装的基准,并在相应位置上做好标记。
2.2安装顺序(1)首先安装机架(包括头架、尾架、中间架、支腿),其安装顺序是先根据卸料点确定头架位置,固定好后根据输送线路和皮带机中心线安装支腿和中间架,最后安装尾架;(2)安装完机架并固定好后,安装下V形托辊组;(3)沿下托辊铺设胶带,不要闭合;(4)安装上托辊组包括35°槽型托辊、60°槽型托辊及过渡托辊,(5)安装滚筒包括传动滚筒、改向滚筒及拉紧滚筒;(6)安装垂直重锤拉紧装置及垂直重锤拉紧装置架;(7)安装驱动装置,确定位置后地脚二次灌浆固定;(8)使输送带绕过各滚筒,并接好胶带接头;(9)张紧胶带;(10)安装上下挡偏托辊及反平托辊;(11)根据卸料位置及卸载架安装漏斗;(12)安装清扫器(空段清扫器、P型清扫器和H型清扫器);(13)最后根据现场落料点的位置确定并安装导料槽。
2.3安装基本规范:2.3.1组装头架、尾架、中间架及其支腿等机架符合下列规定:1)机架中心线与输送机纵向中心线重合,其偏差不大于3mm;2)机架中心线的线轮廓度在任意25m长度内的偏差不大于5mm;3)在垂直于滚筒机架纵向中心线的平面内,机架横截面两对角线长度之差,不大于两对角线长度平均值的3‰;4)直线段中间架的宽度允许偏差为±1.5mm,高低差不大于间距的2‰;2.3.2组装传动滚筒、改向滚筒和拉紧滚筒符合下列规定:1)滚筒横向中心线与输送机纵向中心线重合,偏差不大于3mm;2)滚筒轴线与输送机纵向中心线的垂直度偏差不大于滚筒轴线长度的2‰;3)滚筒轴线的水平度不大于滚筒轴线长度的1‰;4)对于双驱动滚筒,两滚筒轴线的平行度偏差不大于0.4mm。
皮带机工艺流程图
护板拉杆 绳座 外购配件 筒体
下料修边 铸造 装配 筒皮、接盘 轮毂
平板下料 铸造 粗加工 机加工 机加工
卷制、加工 机加工 热处理
焊接▲
机加工
改向滚筒
轴 轴承座
外购配件
下料 铸造 下料 外购 下料 下料 铸造 冲制
精加工
装配▲
防锈涂漆
出厂检验▲
入库
辊皮 托辊组 轴承座
外购配件
装配(焊接)▲ 装配▲
带式输送机-工艺流程图
左右侧板 底架 下料 下料 齿轮轴承座 筒体 机头传动装置 传动滚筒 轴 轮毂
外购配件
焊接、整形 钻孔 铸造 平板下料 下料 铸造 焊接、整形 机加工
两侧板配对镗孔 焊接、整形 机加工 卷制焊管 粗加工 粗加工 划线钻孔 刨加工 装配 机加工 热处理 与通体焊接 装配 精加工 机加工 装配 机头装配▲
轴 支座 机尾 滑轮 支腿 其他件 下料修边
机加工 焊接 机加工 焊接 ▲表示关键工序 机尾装配
DTL带式输送机设计说明书
DTL 带式输送机使用说明书执行标准:MT 820-2006公司名称2010 年1 月编制目录一、概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2二、型号编制及含义说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2三、技术参数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3四、产品特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4五、工作原理和结构特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5六、安装与调试⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6七、使用和操作⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8八、维护与修理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9九、警示语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯10十、润滑表及易损件表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯10 十一、附图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯12带式输送机使用说明书一、概述带式输送机,利用螺栓与巷道地面紧固的连接在一起。
具有结构简便、易于安装、运行可靠等优点, 主要是用于煤矿主巷道运输。
工作条件:1.1 输送物料为散状的不规则形状煤或矸石。
1.2 工作环境空气成分符合《煤矿安全规程》(2006 年)中第一百条的规定。
1.3 工作环境允许存在淋水现象。
1.4 输送机零部件能适应在搬运和安装过程中出现的正常碰撞情况。
1.5 使用环境温度-10 ℃- +40 ℃2、执行标准:MT820-2006《煤矿用带式输送机技术条件》二、型号编制及含义说明D T L上运功率(kW)输送量× 10(t/h)带宽(cm)钢架落地通用带式输送机三、技术参数产品名称带式输送机带式输送机带式输送机及型号DTL120/180/3 ×355 DTL120/120/2×315 DTL120/150/2 ×250 带宽(mm) 1200 1200 1200输送量(t/h) 1800 1200 1500输送长度(m) 1900 1900 1600胶带速度(m/s) 4.0 3.15 3.15 倾角( °) 0 0 0~1阻燃输送带规格ST/S2000 ST/S2000 2000S传动滚筒直径(mm) φ1024 1024 φ1000改向滚筒直径(mm) φ1024/ φ824/ φ520 φ1024/ φ824/ φ520 φ1000/ φ800/ φ630 托辊直径(mm) φ133 φ133 φ133上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号H3SH12 H3SH12 B3SH11减速器速比20 25 25电机型号YB2-400S-4 YB2-355L2-4 YBK2-355M2-4 电机功率(kW) 355 315 250 电机电压660/1140 660/1140 660/1140偶合器型号无无无张紧方式液压自动张紧绞车液压自动张紧绞车液压自动张紧绞车拉紧行程18m 18m 4.8m 全机总重(kg) 291211 283998 205374产品名称带式输送机带式输送机带式输送机及型号DTC100/50/500 DTL100/63/2 ×250S DTL100/40/2 ×200S 带宽(mm) 1000 1000 1000输送量(t/h) 500 630 400输送长度(m) 550 1000 1260胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 22 8 平均8阻燃输送带规格ST/S2000 ST/S1600 ST/S1600传动滚筒直径(mm) φ1030 φ1000 φ1000φ1024/ φ824/ φ630/φ1000/ φ630/ φ400 φ1000/ φ800/ φ500 改向滚筒直径(mm)φ500托辊直径(mm) φ108 φ108 φ108上托辊间距(m) 1.2 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号H3SH15 ZSY-500 ZSY-500减速器速比31.5 40 40电机型号YB450M2-4 YBK2-355M2-4 YB2-315L2-4 电机功率(kW) 500 250 200 电机电压6KV 660/1140 660/1140偶合器型号YOTcx650B YOXD650 YOTcx560B 张紧方式重锤张紧液压自动张紧绞车液压自动张紧绞车拉紧行程 2.5m 9m 10m 全机总重(kg) 101896 124321 139350产品名称带式输送机带式输送机带式输送机及型号DTL100/90/2 ×160 DTL100/60/2 ×132 DTL100/50/2 ×110 带宽(mm) 1000 1000 1000输送量(t/h) 900 600 500输送长度(m) 1300 800 800胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 0 3 3阻燃输送带规格1250S 800S 800S传动滚筒直径(mm) φ630 φ630 φ630改向滚筒直径(mm) φ500/ φ320/ φ200 φ500/ φ320/ φ200 φ500/ φ320/ φ200 托辊直径(mm) φ108 φ108 φ108上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号B3SH09 DCY355 DCY355 减速器速比20 25 25电机型号YB2-315L1-4 YB2-315M-4 YBK2-315S-4 电机功率(kW) 160 132 110电机电压偶合器型号660/1140 660/1140YOXD500660/1140YOXD500张紧方式回柱绞车张紧回柱绞车张紧回柱绞车张紧拉紧行程6m 6m 6m全机总重(kg) 83599 58397.6 58397.6产品名称带式输送机带式输送机带式输送机及型号DTL100/70/2 ×90 DTL100/63/2 ×75 DTL80/40/2 ×75S 带宽(mm) 1000 1000 800输送量(t/h) 700 630 400输送长度(m) 1000 1000 1000胶带速度(m/s) 2.5 2.0 2.0 倾角( °) 0 0 5阻燃输送带规格800S 680S 800S传动滚筒直径(mm) φ630 φ630 φ630改向滚筒直径(mm) φ400/ φ320/ φ200 φ400/ φ320/ φ200 φ400/ φ320/ φ200 托辊直径(mm) φ108 φ108 φ89上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号JS90 JS75 JS75减速器速比20 20 25电机型号YBS-90 YBS-75 YBS-75 电机功率(kW) 90 75 75 电机电压660/1140 660/1140 660/1140偶合器型号YOXD450 YOXD450 YOXD450张紧方式回柱绞车张紧回柱绞车张紧回柱绞车张紧拉紧行程6m 6m 6m 全机总重(kg) 58373.6 62053 47450产品名称带式输送机带式输送机带式输送机及型号DTL80/40/2 ×55 DTL80/40/2 ×40 DTL80/20/30 带宽(mm) 800 800 800输送量(t/h) 400 400 200 输送长度(m) 510 800 300胶带速度(m/s) 2.0 2.0 1.6 倾角( °) 0 0 0阻燃输送带规格800S 680S 680S传动滚筒直径(mm) φ500 φ500 φ450改向滚筒直径(mm) φ400/ φ320/ φ200 φ400/ φ320/ φ200 φ320 托辊直径(mm) φ89 φ89 φ89上托辊间距(m) 1.5 1.5 1.5下托辊间距(m) 3.0 3.0 3.0减速器型号JS75 JS40ⅡJS30Ⅰ减速器速比20 20 20电机型号DSB-55Q DSB-40 YB2-200L-4 电机功率(kW) 55 40 30 电机电压660/1140 660/1140 660/1140 偶合器型号YOXD450 YOXD400 YOXD400 张紧方式回柱绞车张紧回柱绞车张紧蜗轮蜗杆手动张紧拉紧行程6m 6m 2.6m 全机总重(kg) 25046 35050 14405产品名称带式输送机带式输送机及型号DTL65/15/2 ×37 DTL65/10/30 带宽(mm) 650 650输送量(t/h) 150 100输送长度(m) 175 300胶带速度(m/s) 2.0 1.6 倾角( °) 15~0 0阻燃输送带规格680S 680S传动滚筒直径(mm) φ450 φ450改向滚筒直径(mm) φ320 φ320托辊直径(mm) φ89 φ89上托辊间距(m) 1.5 1.5下托辊间距(m) 3.0 3.0减速器型号JS37ⅠJS30Ⅰ减速器速比17.43 20电机型号YBK2-225S-4 YB2-200L-4 电机功率(kW) 37 30 电机电压660/1140 660/1140偶合器型号YOXD400 YOXD400 张紧方式蜗轮蜗杆手动张紧蜗轮蜗杆手动张紧拉紧行程 2.6m 2.6m 全机总重(kg) 10791.3 14405四、产品特点:1、整机固定在巷道底板上,机身采用螺栓连接的落地结构。
DTII型带式输送机毕业设计及图纸说明.
DTII型带式输送机设计摘要本次课程设计是关于DTⅡ型固定式带式输送机的设计。
首先对带式输送机进行了简要的概述;接着分析了带式输送机的选型原则和计算方法;然后根据这些设计准则与计算选型方法按照给定参数要求进行选型设计;接着对所选的主要零部件进行了校核。
普通型带式输送机由六个主要部件组成:传动装置,机尾和导回装置,中部机架,拉紧装置以及胶带。
目前,带式输送机正朝着长距离,高速度,低摩擦的方向发展,近年来出现的气垫式带式输送机就是其中的一个。
在带式输送机的设计、制造以及应用方面,目前我国与国外先进水平相比仍有较大差距,国内在设计制造带式输送机过程中存在着很多不足。
本次的化肥厂成品贮运系统带式输送机的设计代表了设计的一般过程,对今后的选型设计工作有一定的参考价值。
关键词:DTII型;带式输送机;主要部件;选型设计;校核Cad图纸加QQ:780256221AbstractThe course is designed on the DT Ⅱ type fixed belt conveyor design. First, a brief overview of the belt conveyor; belt conveyor then analyzed the selection principle and calculation methods; then calculated based on these design criteria and selection method in accordance with the requirements of the given parameter selection and design; went on the the main components were selected check. Normal belt conveyor consists of six main components: gear, tail and turn back into the unit, the central rack tensioning device and tape. Currently, the conveyor is moving long distance, high speed, low friction direction, air-cushion belt conveyor emerged in recent years is one of them. Belt conveyor design, manufacture and application, we now compared with foreign advancedlevel there is still a wide gap between the design and manufacture of conveyor domestic process there are many deficiencies.The fertilizer plant finished storage system design belt conveyor design represents the general process of the selection of the future design work has a certain reference value.Keywords: DTII type; belt; major components; selection and design; checking目录1 绪论....................................................72 带式输送机概述..........................................82.1 输送机发展历史............................... (8)2.2 带式输送机的应用...................................82.3 带式输送机的分类 (8)2.4 各种带式输送机的特点...............................102.5 带式输送机的工作原理...............................112.6 带式输送机的结构和布置形式 (12)2.6.1 带式输送机的结构...............................122.6.2 布置方式.......................................133 带式输送机的设计计算 (15)3.1 原始参数及物料特性 (15)3.2 计算步骤 (16)3.2.1 带宽和槽角的确定 (16)3.2.2 输送带宽度的核算 (18)3.3 圆周驱动力 (19)3.3.1 计算公式 (19)3.3.2 圆周驱动力 (21)3.4 传动功率计算 (22)3.5 输送带张力计算 (23)3.5.1 输送带不打滑条件校核 (23)3.5.2 输送带下垂度校核 (24)3.5.3 输送带层数计算 (21)3.6 传动滚动和改向滚筒合张力计算 (25)3.6.1 改向滚筒合张力计算 (25)3.6.2 传功滚筒合张力计算 (25)3.6.3 传动滚筒最大扭矩计算 (25)3.7 拉紧装置 (26)3.7.1 拉紧装置重锤质量计算 (26)3.7.2 拉紧行程 (26)3.8 校核辊子载荷 (26)3.8.1 静载计算 (26)3.8.2 动载计算 (27)3.9 输送带强度验算 (27)4 驱动装置的选用与设计 (29)4.1 电机的选用 (29)4.2 减速器的选用 (30)4.3 液力耦合器 (30)4.4 联轴器 (31)5 带式输送机部件的选用 (36)5.1 输送带 (36)5.1.1 输送带的分类 (36)5.1.2 输送带的连接 (38)5.2 传动滚筒 (39)5.2.1 传动滚筒的作用及类型 (39)5.2.2 传动滚筒的造型及设计 (39)5.2.3 传动滚筒机构 (40)5.3 托辊 (41)5.3.1 托辊的作用及类型 (41)5.3.2 托辊的造型 (41)5.4 制动装置 (49)5.4.1 制动装置的作用 (49)5.4.2 制动装置的种类 (49)5.4.3 制动装置的选型 (51)5.5 改向滚筒 (52)5.6 拉紧装置 (52)5.6.1 拉紧装置的作用 (52)5.6.2 拉紧装置在使用中应满足的要求 (52)5.6.3 拉紧装置在过渡工况下的工作特点 (53)5.6.4 拉紧装置布局时应遵循的原则 (53)5.6.5 拉紧装置的种类及特点 (54)6 其他部件的选用 (57)6.1 机架与中间架 (57)6.2 给料装置 (58)6.2.1 对给料装置的基本要求 (59)6.2.2 装料段栏板的布置及尺寸 (59)6.2.3 装料的缓冲 (60)6.3 卸料装置 (61)6.4 清扫装置 (62)6.4.1 篦子式刮板清扫装置 (62)6.4.2 输送机式刮板清扫装置 (63)6.4.3 刷式清扫装置 (63)6.4.4 振动式清扫装置 (65)6.4.5 水力和风力清扫装置 (65)6.4.6 联合清扫装置 (66)6.4.7 输送带翻转装置 (67)6.4.8 清扫装置的种类及应用情况分析 (69)6.5 头部漏斗 (74)6.6 电气及安全保护装置 (74)7 结论 (76)8 谢词 (78)9 参考文献 (79)绪论带式输送机是一种摩擦驱动以连续方式运输物料的机械。
DTL带式输送机说明指导书re
DTL型钢架落地式带式输送机使用说明书执行原则:MT820-《煤矿用带式输送机技术条件》贵州水城煤电有限责任公司机械制造分公司-8-21目录一、概述 (2)二、型号编制及含义阐明 (2)三、技术参数 (3)四、产品特点 (4)五、工作原理和构造特性 (4)六、安装和调试 (9)七、使用和操作 (12)八、维护与修理 (14)九、警示语 (15)十、润滑表及易损件表 (16)十一、附图 (17)一、概述DTL型系列钢架落地带式输送机是以输送带作牵引和承载构件,通过承载物料输送带运动进行物料输送持续输送设备,其构造简朴,运营平稳可靠,能耗低,对环境污染小,便于集中控制和实现自动化,管理和维护以便,在持续装载条件下可实现持续运送,广泛应用于电力、化工、冶金、煤炭等领域,是最重要当代散状物料输送设备。
输送物料为散状不规则形状煤和矸石,重要用于煤矿井下综采或普采工作顺槽运送,也可以用于巷道掘进运送。
所配套电机、电气设备具备隔爆性能,工作环境空气成分应符合《煤矿安全规程》()中第一百条规定,容许存在淋水现象,可用于有煤尘及瓦斯环境中。
二、型号编制及含义阐明:依照原则《煤矿用带式输送机型号编制办法》《MT/T154.4-1995》编制。
功率(kW)输送量×10(t/h)带宽(cm)第二特性:钢架落地第一特性:通用产品类型代号:煤矿用带式输送机三、技术参数:四、产品特点:该机重要特点是托辊安装在固定机架上,机架是落地式,并且固定在地基上。
由机头装置、张紧装置、机身、机尾、输送带和配套电控等构成。
五、工作原理和构造特性:1、工作原理胶带4绕经卸载滚筒1、传动滚筒2和3、机尾换向滚筒7形成一种无极环形带,上运载胶带支撑在铰接托辊5上,平形下托辊6支撑回程胶带。
其整机布置、系统原理及张紧示意图见(图一),工作时驱动装置电机1D、2D驱动传动滚筒2和3,传动滚筒2和3与胶带4之间产生摩擦力,从而使胶带运营,煤装在胶带上和胶带一起运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
;.
1
2 3 4 5
6
7
8
9
10
11
12
13 23 34
14
15
16
17
18
19
20
21
22
24
25
26
27
28
29
30
31
32
33
合
格
35
36
合
格
37
38
合格
合
格鹤岗市鹏远机械修造有限公司DTL系列带式输送机工艺流程图机架类
卸煤架机
头
架
机
尾
架
机
身
气、焊、下料
组焊
划线
钻、镗(关键工序)
组装
部件
检验
张紧机构滚筒类外购件
张紧滚筒
整机装配(关键工序)
架
体
滑
块
卷
筒
气焊
机加
铸气焊
装配
φ320机尾滚筒
φ320卸载滚筒φ108托辊
下料、气焊
机加
装配(关键工序)
检验
下料
机加
装配(关键工序)
检验
电动滚筒、胶带
标准件
检验检验
42
39 40 41 43
试车检验喷漆检验入库注:检验不合格的零部件、配套件按公司不合格品程序执行
;.
.
;.
注:检验不合格的零部件、配套件按公司不合格品程序执行
2
3 1 合格
合格
4
5 20 合格
合格
6 7 8
9 10 12 11
13
14 15 16
17 合格
18
19 21
22
23
24 25 26 27 28 29 30 合格
31
46
32
合格
33 55 34
35 36 37 38 合格
39 43 44 45 40 41 42
合格
47 48
49 50
51
52
53
合格
鹤岗市鹏远机械修造有限公司
DTC 系列带式输送机生产工艺流程图
头部装置加工与装配
机身加工与装配
传动滚筒加工与装配
(关键工序)
检验
张紧滚筒、头部滚筒,换向滚筒加工与装配
检验
装
配
(关键工序)
头架加工
下料
铆焊件制作
装配
检验
其它零部件
铸、锻
下料
机
加
铆焊、机加
检验
检验
外
购
件
、
标
准
件
检验
中间架
下料
下料
钻孔
纵梁
对接
组焊
检验
检验
机尾加工与装配
尾部滚筒加工与装配
检验
装
配
(关键工序)
检验
尾架加工
下料
对接
组焊
检验
零部件
铸、锻
下料
机加
铆焊、机加
检验
检验
整机装配
检验
试车
喷漆
检验入库。