折线绳槽卷筒
超大型固定卷扬式启闭机折线卷筒的制造工艺

超大型固定卷扬式启闭机折线卷筒的制造工艺发布时间:2021-03-08T10:55:19.450Z 来源:《基层建设》2020年第28期作者:刘媛张强李鹏飞[导读] 摘要:随着我国制造业的繁荣稳定发展,水利水电工程领域对大型卷筒的结构、尺寸以及厚度提出了更严格的要求,在这一形势背景下,超大型固定卷扬式启闭机折线卷筒的制造工艺不断得到创新升级。
三门峡新华水工机械有限责任公司河南三门峡 472000摘要:随着我国制造业的繁荣稳定发展,水利水电工程领域对大型卷筒的结构、尺寸以及厚度提出了更严格的要求,在这一形势背景下,超大型固定卷扬式启闭机折线卷筒的制造工艺不断得到创新升级。
整体来说,超大型固定卷扬式启闭机折线卷筒对焊接质量以及卷制精度具有严格要求,需要相关工作人员着重注意。
基于此,本文将对该卷筒的制造工艺进行介绍。
关键词:超大型卷筒;固定卷扬式;启闭机;制造工艺引言:起重设备在现代化的水电工程中得到了广泛应用,而作为水电工程起重设备的重要构成,卷筒装置的制作难度系数相对较高,流程相对比较复杂。
尤其是在大型机械设备中,超大型的卷筒结构焊接要点问题极多。
因此,在实际的超大型卷筒制作过程中,相关负责人员必须精准把握卷筒的成型、焊接及加工工艺技术等要点问题,提升技术水平,保障工程质量。
一、折线卷筒的工作原理及工作难点启闭机的扬程提升已经是现代制造技术发展的必然趋势,继续沿用单层卷绕方式,意味着卷筒设计的所需结构空间相对较大,难以满足其正常使用需求。
所以,超大型固定卷扬机启闭机已经逐渐采用多层缠绕方式。
值得注意的是,多层缠绕方式在普通螺旋形转筒上的应用可能会出现钢丝绳乱绳的问题,导致钢丝绳之间存在严重的挤压和磨损状况,降低钢丝绳的使用效率和使用寿命。
而在大量的实践探索中,折线卷筒则可以比较客观的解决由于钢丝绳多层缠绕而引起的乱绳和解压问题,使得相应设备使用寿命延长,在超大型固定卷扬式扬式启闭机中具有良好的应用前景。
普通车床加工平行折线型卷筒绳槽技术
维普资讯
第2 9卷 第 6期
李丽 丽 : 通 车床加 工平 行折 线 型卷 筒绳槽 技 术 普
・ 5・ 4
5 0 N固定 卷 扬 式 启 闭机 , 卷 筒 设 计 要 求 为 平 0 0 k 其 行 折线 绳 槽 , 筒 直 径 为 20 0m 长 度 为 432 卷 0 m, 7 mm, 绳槽 节 距 t 0Im。将 该 卷 筒 作 为 加 工 的工 =6 n 件, 为便于 说 明工装 设备 , 先介 绍一 下该 卷简 平行 首 折 线 绳槽 在 圆周上 的轨 迹 : 行 折 线 绳 槽 在 卷 筒 上 平 从 O起步 , 0 。 在 。~16 范 围 内开 出一 直 线 绳 槽 , 2。 长
初应 用 于矿 山机 械 。近 几 年 来 , 着 大 中 型 水 电站 须对 车床 进 行 技 术 改 造 。其 实 , 要 根 据 平 行 折 线 随 只
相 继 开发建 设 , 大启 闭 力 、 扬 程启 闭机需 求 量 也 相 型卷筒 绳槽 斜线 段 的螺距 , 高 计算 挂 轮组 并进 行 搭 配 , 应增 加 , 由于平 行 折 线 型 卷 筒 能 实 现 多层 卷 绕 并 具 按 加 工 普 通 绳 槽 卷筒 的 加工 方 式 驱 动 刀 架 , 可 使 就
产效 率较 高 。
械船舶 有 限公 司的 H 一 8重 型 卧式 车床 上进行 了研 3 制 , 取得 了 良好 的效果 。 并
1 平行折线卷简绳槽加 工的设计思路
在 同一卷 筒 上 , 行 折 线 型 卷 筒 绳 槽 斜 线 段 的 平 的平 行 折 线 型 卷 筒 , 绳 槽 实 际 上 是 由螺 距 为 零 的 其
0 引言
直线段与螺距为恒定值 的斜线段交替连续形成 ,
卷筒折线绳槽爬台的理论尺寸分析
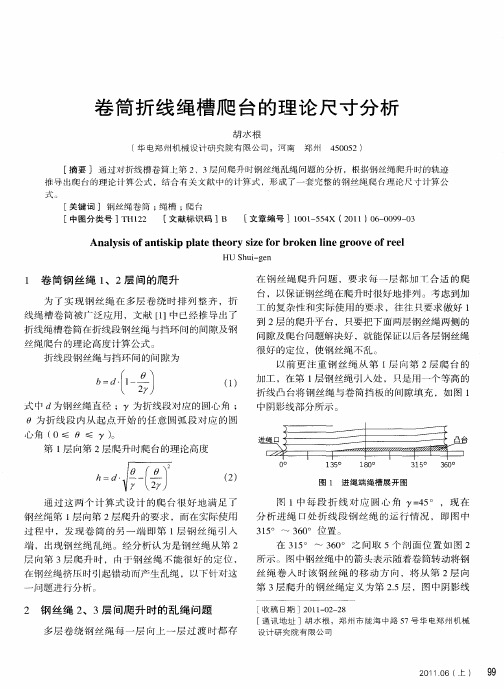
在 钢 丝 绳 爬 升 问 题 ,要 求 每 一 层 都 加 1 合 适 的爬
台 ,以保 证钢 丝 绳在 爬 升时 很好 地排 列 。考 虑 到加
丁 的复 杂性 和实 际使 用 的要求 ,往往 只要求 做 好 1 到 2 的爬 升平 台 ,只要 把 下 面两层 钢 丝绳 两侧 的 层 间 隙及 爬 台问题 解决 好 ,就 能保 证 以后各 层 钢丝 绳 很 好 的定 位 ,使 钢丝 绳不 乱 。 以前 更 注 重 钢 丝 绳 从 第 i 向第 2层 爬 台 的 层 加 工 ,在 第 1 钢丝 绳 引入 处 ,只是 用 一个 等高 的 层 折线 凸台将 钢 丝 绳 与卷 筒 挡板 的 间隙填 充 ,如 图 1
分 析 进 绳 口处 折 线 段 钢 丝 绳 的 运 行 情 况 ,即 同 中
钢 丝 绳第 l 向第 2 爬 升 的要求 ,而在 实 际使 用 层 层
过 程 中 ,发 现 卷 筒 的 另 一 端 即第 l 钢 丝 绳 引 入 层 端 ,出 现钢 丝绳 乱 绳 。经 分 析认 为是 钢 丝绳 从 第 2
问题 进 行分 析 。
第 3层爬 升 的钢 丝 绳定 义为第 25层 ,图 中阴影 线 .
[ 稿 日期 ]2 1- 2 2 收 0 10— 8 [ 讯 地 址 ]胡 水 根 ,郑 州 市 陇 海 中路 5 通 7号 华 电郑 州 机 械 设 计 研 究 院 有 限 公 司
2 钢 丝绳 2 、3层 间爬 升 时 的 乱 绳 问题
1 、3 、2 、4、5位 置 ,第 2层 钢 丝绳 从卷 筒 另一 端
卷 回来 后 经 过 6 、8 、1 置 ,再 转 过 一 圈 、7 、9 0位
第2 层见 图 3 ,此处间 隙范 围为 d≥ b≥ d 。 b) / 2
普通重型车床加工平行折线卷筒的原理和方法
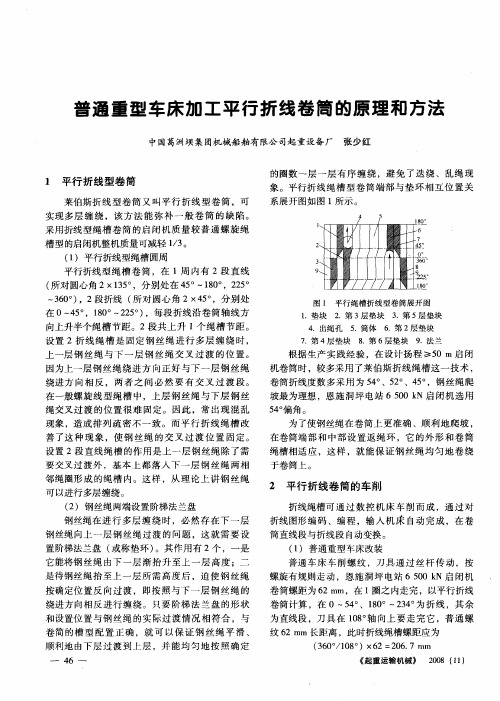
4 .出绳孔
7 .第 4层垫块
5 .筒体
6 第 2层垫块 .
9 .法兰
8 .第 6层垫块
根据 生 产 实 践 经 验 ,在设 计 扬 程 ≥5 启 闭 0m
机卷筒时,较多采用了莱伯斯折线绳槽这~技术 ,
卷筒 折线 度数 多 采 用 为 5 。 2 、4 。 4 、5 。 5 ,钢 丝绳 爬 坡最 为理 想 ,恩 施 洞 坪 电 站 650k 0 N启 闭机 选 用
5。 角。 4偏
在 一般 螺 旋 线 型 绳 槽 中 ,上 层 钢 丝 绳 与下 层 钢 丝
绳 交叉 过 渡 的位 置很 难 固定 。 因 此成 排 列 疏 密 不 一 致 。 而 平 行 折 线 绳 槽 改 善 了这 种 现 象 ,使 钢 丝 绳 的 交 叉 过 渡 位 置 固定 。 设 置 2段 直 线 绳 槽 的作 用 是 上 一 层 钢 丝 绳 除 了需
纹 6 m 长距 离 ,此 时折线绳 槽 螺距应 为 2m
( 6 。 1 8 )× 2=2 6 7rm 30/0 。 6 0. a
《 重运输机械》 20 ( I 起 08 1)
按确定位置反 向过渡 ,即按照与下一层钢 丝绳的
绕进方 向相 反 进 行 缠 绕 。只 要 阶梯 法 兰 盘 的 形 状
设 置 2折 线 绳 槽 是 固 定 钢 丝 绳 进 行 多 层 缠 绕 时 , 上 一层 钢 丝 绳 与 下 一 层 钢 丝 绳 交 叉 过 渡 的 位 置 。 因为上 一层 钢 丝 绳 绕 进 方 向正 好 与 下 一 层 钢 丝 绳
绕 进 方 向 相 反 ,两 者 之 间 必 然 要 有 交 叉 过 渡 段 。
~
30) 6 。 ,2段折线 ( 对 圆心 角 2x 5 ,分别 处 所 4 。
关于里巴斯绳槽的加工方法
2 1 拼接 式绳 槽 的加工 .
这种绳槽的制造方法是把直槽体和斜槽体分别
加工 成 圆筒状 , 然后 按 要 求 把 圆 筒体 切 割 成 瓦片 状 。 将切 开后 的 2件 直槽 体 与 2件 斜槽 体 问 隔组 焊 在 光 滚筒 体外 圆上 。在爬 坡段设 有爬 坡 块 , 坡 块一 般采 爬 用精 密铸 造而成 , 爬坡 块 与绳槽 体 同时 配焊 在滚 筒体
上述要求 , 本机床的设计主要突出高精度及重切削。
3 1 主传动 .
由德 国 西 门 子 公 司 的 主 轴 电 机 1H ( 1 P 7 5/ 8 k 驱 动 , 过 液 压 油 缸 改 变 齿 轮 级 实 现 可 1~ 1W) 通 20/ i 档 无 极 调 速 , 轴 前 后 轴 承 采 用 1 0 rm 。
2 3 塞焊 式绳 槽的 加工 .
由于 加 工 Ibs卷筒 要 求 主轴 转 速 和 伺 服 响 应 _u e 匹配 , 响应 慢则 容 易 出现 绳槽 紊 乱 , 夹 工 件 时 需 若 装
查 看主 轴 和 工 件 的 角 度 , 数 控 系 统 选 择 为 SE 故 I—
靠手工对接, 其制造误差较大 , 制造精度低 , 绳槽各参
数 的正 确性 很难 得到保 证 。 22 整体式 绳槽 的加 工 . 这 种 结构是 将绳槽 设计 在 滚筒 体上 , 不需 要 分开
来加工 , 而是采用左右侧爬坡段、 直槽体段 、 斜槽体段 整体加 工 。这种 加工方 法 由于绳 槽槽 宽 大 , 使用 专 且
用 的成 型 刀车削 形成 槽 体 , 具 伸 出很 长 , 头 部 位 刀 刀
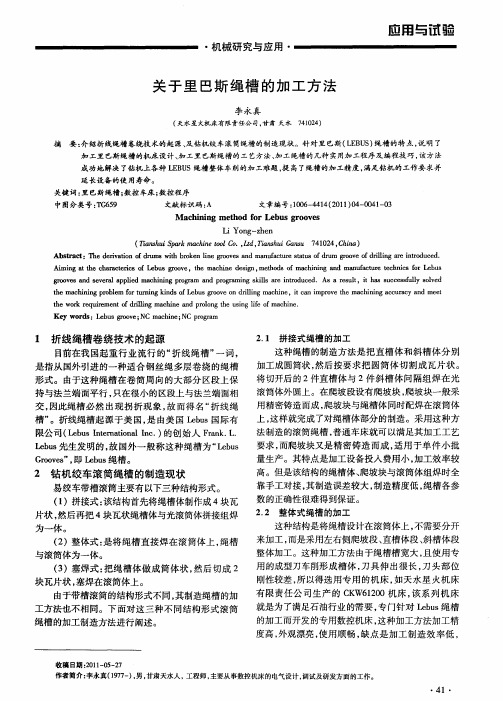
卷筒绳槽的选择_利歌
渡时 , 在一个绳槽直线段 , 钢丝绳与卷筒挡环间会 形成一个宽度为半个绳径的空档, 如图 2 所示。使 更上一层钢丝绳绕到此处时有部分陷入此空档内 , 使钢丝绳挤压力增大 , 且此处钢丝绳卷绕形成的圆 圈表面凹陷, 影响后续层钢丝绳的排列。
图 3ቤተ መጻሕፍቲ ባይዱ单 折线绳槽
单折线绳槽克服了双折线绳槽的这种缺陷, 单 折线绳槽在卷筒每一圈范围内只有一段直线和一段 斜线 , 如图 3 所示。上下层钢丝绳在斜线段交叉过 渡, 且上层钢丝绳一次跨过下层钢丝绳两个绳顶而 进入下一个直线段。 单折线绳槽可以看成是双折线绳槽的 变化形
图 2 双折线绳槽 图 1 螺旋 绳槽
建筑机械 2001 ( 1)
专题综述
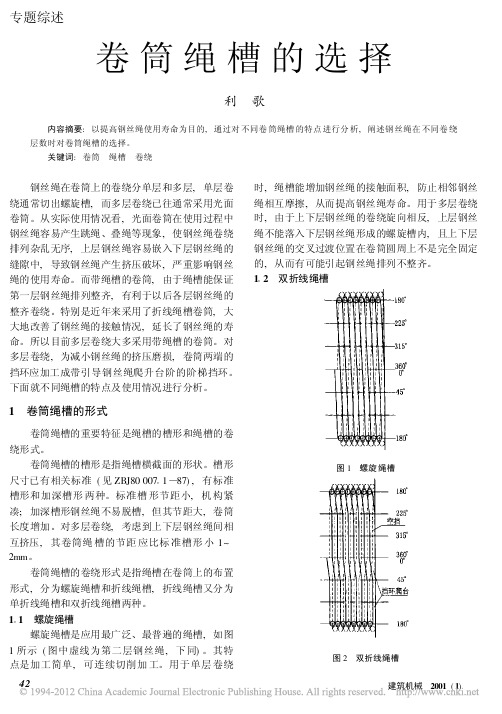
双折线绳槽是 80 年代引入的一种新型卷筒绳 槽, 如图 2 所示。最初主要用于一些大型的卷扬装置 中, 由于其独特的卷绕方式 , 近年来应用越来越多。 双折线绳槽的结构形式是 : 在卷筒的每一周有 两段对应圆周角为 135 的直线绳槽和两段对应圆周 角各为 45 的斜线绳槽, 直线绳槽和斜线绳槽相间 布置 , 每段斜线绳槽沿卷筒轴向绕进半个节距, 每 一周可通过两段斜线绳槽沿卷 筒轴向绕进一 个节 距。 双折线绳槽大部分为直线段, 钢丝绳在进行多 层卷绕时, 上下层钢丝绳交叉过渡在斜线段进行 , 而直线段上层钢丝绳完全落入下层钢丝绳两相邻绳 圈形成的绳槽内 , 使钢丝绳接触情况改善, 提高了 钢丝绳使用寿命。 双折线绳槽的加工要有专用装置, 无法连续切 削加工。 1 3 单折线绳槽 由于双折线绳槽在下层钢丝绳向上层钢丝绳过 式 , 当双折线绳槽中一直线段加长, 而另一直线段 缩短, 即将形成空档的直线段缩短成 0 时, 两斜线 段合并成一段斜线段, 即为单折线绳槽。 单折线绳槽比双折线绳槽具有更多优越性 : ( 1) 钢丝绳卷绕弯折次数少, 钢丝绳与卷筒挡 环间不会有空挡, 有利于钢丝绳卷绕稳定排列。 ( 2) 加工更简单, 绳槽每一周只有一段斜线, 且阶梯挡环结构也更简单。
浅谈卷筒设计及故障分析
工 业 技 术
浅谈卷筒设计及故障分析
袁 朝 国
( 徐 州科 源液压股份有 限公 司, 江苏 徐 州 2 2 1 1 1 6 )
摘 要: 通 过 对 目前 卷 筒的 故 障分 析 , 设计 出一种 新 型 的单 台阶双 折 线铸 造 绳槽 卷 筒 , 解 决 了卷 筒乱 绳 问题 。 关键词: 卷筒; 双折线; 单台阶 ; 铸造绳槽; 乱绳 随着 我们 国家 经济 建设 的不 断深 入 发展 。 工程 机 械领 域 也 迎来 了前 所 未 有 的发 展 机 遇 , 正处 于 高 速 发 展 阶段 , 卷扬 减 速 机广 泛 的 应 为 卷扬 减 速 机 的重 要 零 件越 来 越 受 到工 程 界 的广泛 关 注 , 尤 其是 发 生 在 卷筒 上 的乱绳 、 咬绳 、 勒 绳 等 问题 一 直 是 困扰工 程 机 械领 域 中的 难题 ,也 是用 户 投诉 最 多 、 最集中的地方。卷筒乱绳轻则影 响钢丝绳的使用寿命 , 给主机厂家 带来一定的经济损失 , 严重的将直接影 响主机安全甚至造成人身安 全事故 ,应引起我们广大工程技术人员和主机厂家的高度重视 , 如 果这个问题解决的好 , 将会直接提高主机厂家的产 品质量并提高企 业形象 , 是 产 品在 同行 业 中更具 有 竞 争力 。我 们应 该 充 分认 识 到 这 点, 卷 筒 的质 量 的好 坏 不 仅是 关 系 到一 个 卷 扬减 速 机 机 质量 的好 坏, 它将决定整个车辆 的好坏 , 即使你 的车辆外观再美观 , 性能再优 越, 系 统配 置再 先 进 , 如 果没 有 一 个高 质 量 、 优 良结 构 的卷 筒作 为保 证 的话 , 一切将 变为零 , 一 旦卷筒经常出现缠绕故障 , 无 法 正 常 工 作, 客 户照 样 对你 的产 品不 认 可 , 严重 时将 要 求退 货 , 这 样 将会 给企 业 带 来 重 大 的经 济 损 失 , 影 响 企 业 的形 象 , 同 时 给企 业 带 来 严 重 的
双折线绳槽卷筒在2500t起重船上的应用
变幅 绞车 和起 升绞 车卷筒 都属 于大 直径 钢丝绳 的多层 缠 绕 , 实践 中 , 出现 钢丝 绳互 相交 迭缠 绕 在 常 现象 , 俗称 “ 乱绳 ” 。乱绳 会 使钢 丝 绳 的挤 压 强 度增 大 , 至会 造成 部分 钢丝 绳被 压扁 , 而大大 缩短 其 甚 从
卷筒 两端 的法 兰 盘处增 加 了专 门 的嵌 入件 和 引 升 凸 台组 成 的过 渡 区段 , 钢 丝 绳 在 完 成 了每 一层 使 缠 绕后都 能 够顺利 进入 下 一 层 , 而 保 证 了钢 丝绳 从
4台 110 k 0 N变 幅绞车 和 4台 2× 5 N主 吊起 升 4 0k
而确 保钢 丝绳 整 齐 向前排 列 。在 多层 缠 绕 时 , 线 折 绳槽 处上 层钢 丝绳 同下 层 钢 丝 绳 仍 然交 叉 , 线绳 直 槽处 上层 钢丝 绳落 在下 层钢 丝绳 两绳 之 间行程 的凹 槽 内 , 层缠 绕后 形成 一个 金字 塔性 的稳 定结 构 , 多 使 钢 丝绳 的缠绕 非 常平 滑和均 匀 。一般 直线 绳槽 占到 周长 的 8% , 0 而折 线绳 槽 只 占 2 % 。大量直 线绳 槽 0 的存 在 , 大大缩 短 了上 下两层 钢丝 绳 交错 的距 离 , 使 每层 钢丝 绳都 能够 整 齐 排 列 , 使 传 统 卷筒 上 下层 也 钢丝 绳 间 的点 接触 变为 线 接 触 , 而 保 证 每 一层 钢 从 丝绳 的载 荷都 能够 均 匀 分 布 , 效 避 免 下层 钢 丝绳 有 被压 扁或 者嵌 入上 层 钢 丝 绳 之 间 , 证 了缠 绕 过程 保
关键词 : 起重船 ; 双折线绳槽 ; 多层卷绕
中 图 分 类 号 : 64 3 U 7 .5 文 献 标 识 码 : B
起重机卷筒的双折线多层缠绕
( 1 8 0 。 < 4 1 8 0 。 + A )
槽 R 圆心水平 方 向偏移 轨迹 为
定 ,故 螺旋 式 卷 筒 卷 绕 层 数 一 般 不 超 过 2层 。常
用 双层 缠 绕 ,上 下 层 钢 丝 绳 为 1根 ,上 层 钢 丝 绳
图 1 双 折 线 缠 绕 示 意 图
2 导 向环 的设 计
2 . 1 卷 筒参数
比下层 钢 丝 绳 滞 后 3圈 ,以便 使 下 层 钢 丝 绳 卷 绕
起重 机 卷 筒 的双 折 线 多 层 缠 绕
孙 彩虹 马 利 任 远。
l太原 重工股份 有 限公 司技 术 中心 太原
0 3 0 0 2 4 2北 京起 重运输 机械 设计研 究 院
北京
1 0 0 0 0 7
3中 国人 民解放 军 9 5 8 8 0部 队 北 京 1 0 0 0 3 6 文章 编号 :1 0 0 1 —0 7 8 5( 2 0 1 7 )0 2— 0 0 8 0—0 3
到 卷筒 上 后 形 成 一 个 固定 的绳 槽 ,使 上 层 钢 丝 绳
一
如 图 2所示 ,卷 筒 的设 计参 数 有 :直 径 D、底
槽 、节距 t 、钢丝绳直径 d 、槽高 h 。第一 段折线
《 起重运输机械》 2 0 1 7( 2 )
8 0 一
区0 。 ~ A,第二段 折线 区 1 8 0 。 ~1 8 0 。 + ,其余 均 为
螺杆 排 绳装 置 ,实 际使 用并 不理 想 。
1 . 2 螺 旋式 卷筒 多层 卷绕
螺 旋式 卷 筒 是 在 卷 筒 表 面 切 出 螺 旋 槽 ,增 加
卷筒 与钢 丝 绳 的 接 触 面 积 ,避 免 相 邻 钢 丝 绳 之 间
卷扬机折线绳槽卷筒设计的注意事项
摘要 : 随着 高扬程卷 扬 机的 使 用越 来越 广 泛 , 用折 线 绳 槽卷 筒 的方 式 来 解决 钢 丝 绳的 多 绕问 题 也越 来 越普 使 层 缠 遍 为 了能更好 设计 折 线 绳槽 卷筒。 挥 其优 势 , 文 对折 线 绳槽 卷 筒的 设 计提 了几点 注 意事 项 发 本 0 . . . - .一
图 2 双 折 线 绳 槽
三 、 意 事 项 注 由于 折 线 绳 槽 使 各 层 之 间 的负 荷 均 匀 分 布 , 践 证 明 大 大 延 实
长 了 钢 丝 绳 的 寿命 。 实 上 , 验 表 明 可延 长 钢丝 绳 寿 命 5 0 以 事 试 0% 上 。减 少 钢 丝 绳 的损 坏 就 是 提 高 安 全 性 , 且 减 少 了机 械 的停 工 并
关 键 词 拆 线 绳穗 卷 笺 合 理 延
一
、
引 言
随着 我 国 现 代 化 建设 的 不 断 深 入 , 用 高 扬 程 卷 扬 机 的场 合 使 越 来 越 广 泛 , 其 在 高 坝 水 电 站 和 大 型 塔 机 上 , 扬 机 的 绕 绳 量 尤 卷 很 大 。 为 了 保 证 钢 丝 绳 在 卷 简 上 均 匀 缠 绕 , 使 钢 丝 绳 与卷 筒 的 又 偏 角 符 合要 求 , 于是 使 用 折线 绳槽 卷 筒 的 方 式 来 解 决 钢 丝 绳 的 多 层 缠绕 问题 越 来 越 普 遍 。 二 、 线 绳 槽 卷 简 折 折 线绳 槽 起 源 于 美 国 ,是 由美 国 L b s国际 有 限公 司f e u eu Lbs It n t n l n . 的创 始 人 F a kLL b s 生 发 明 的 , 国 外 一 ne a o a I c 、 r i rn ..e u 先 故 般 称 这 种 绳 槽 为 “ e u ro e ”, L b s 槽 , 内普 遍 称 之 L b sG o v s 即 e u 绳 国 为 折 线 绳槽 。L b s 司 声 称 采 用 折 线 绳 槽 的钢 丝 绳 直 径 可 以从 eu 公 l mm 到 1 0 0 mm. 数 可 以 到 5 层 O层 , 简 直 径 最 大 可 以 到 5 而 卷 m, 钢 丝 绳 的线 速 度 则 无 限制 。 根 据 现 有 资 料 , 丝 绳 直 径 最 大 为 9 m 用 在 日本 [ 钢 4 m 响声 丸 ] 号 船 的 5 0 起 重 机 上 . 筒 的 名 义 直径 为 2 9 mm, 筒 法 兰 间 0t 卷 04 卷 距 为 1 5 m 共 缠 绕 7层 。 钢 丝 绳 层 数 最 多 为 4 9 3 m, 9层 , 在 日本 用 『 百凤 丸 1 海洋 研 究 船 的 3号 起 重 机 上 , 丝 绳 直 径 6 m, 简 直 号 钢 a r 卷 径 40 5 mm, 兰 间距 6 8 m。卷 简 的 容绳 量 最 大 为 10 0 用 在 法 9m 0 0 m,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折线绳槽卷筒
钢丝绳是任何提升设备最重要的工作原件之一,必须正确无误地卷绕在卷筒上,才能顺利地进行工作。
带有绳槽的卷筒有助于将钢丝绳整齐地卷绕,避免乱绳。
钢丝绳的卷绕、要尽量平滑,只有这样才能发挥钢丝绳的性能、延长使用寿命。
钢丝绳卷绕在卷筒上的理想形式是一定要开始于卷筒的一端,每当卷筒旋转一圈时,新卷绕的钢丝绳恰好落在下面一层钢丝绳的绳股之间。
当钢丝绳卷绕到卷筒另一段或法兰时,钢丝绳开始卷绕第二层,然后再整齐地卷绕到它最先开始的法兰处。
当卷筒上有几层钢丝绳时,上层钢丝绳有可能挤压下层钢丝绳。
若上层绳股成一定角度,问题尤为严重。
卷筒上若有为钢丝绳导向的绳槽,将有助于卷绕顺利进行,绞车卷筒基本上有两种绳槽形式,一是螺旋式的,一是折线式的。
螺旋绳槽就像一条螺旋线,螺旋绳槽有助于引导钢丝绳整齐地卷绕在卷筒上,避免钢丝绳的损坏。
然而,这种几何形状绳槽的问题是,当钢丝绳到达卷筒一端时,虽然第一层能够整齐地卷绕在整个卷筒上,但不能引导第二层钢丝绳沿着卷筒整齐地绕回,相反,第二层钢丝绳自然地按一定角度压在下面一层钢丝绳上。
解决这一问题的办法是在端部法兰上增加一个凸台。
即使这样,螺旋绳槽也不适用于两层以上钢丝绳的卷绕放式。
双折线绳槽除了两处是折线外,绳槽与卷筒的法兰平行。
意味着第二层钢丝绳没有与第一层钢丝绳交叉,它大部分卧在下面一层钢丝
绳所形成的绳槽中。
它把卷绕钢丝绳交叉的长度减少到卷筒圆周长度的20%左右,而剩下的80%则与内层钢丝绳一样平行于卷筒的法兰。
折线绳槽使各层之间的负荷均匀分布,实践证明大大延长了钢丝绳寿命。
事实上,试验表明可延长钢丝绳寿命500%以上。
减少钢丝绳的损坏就是提高安全性,并且减少了机械的停工时间。
折线绳槽卷筒的缺点在于,它比较复杂,所以比螺旋绳槽卷筒的价格贵一点。
然而,这额外的费用因节省钢丝绳而很快的得到补偿,因为钢丝绳较昂贵,并且更换新的钢丝绳也占用了生产时间。
折线绳槽卷筒也需要一定的作业条件。
这些条件中最重要的一个是钢丝绳的偏角,它是钢丝绳从卷筒到第一个固定滑轮之间的角度,一般来讲,这个偏角不应大于1.5°,并且不应小于0.5°。
最佳的偏角还取决于负荷,钢丝绳结构和提升速度。
这一偏角表明,卷筒距离滑轮每10m,钢丝绳距离卷筒中点距离不应大于260mm(相当于两法兰之间为520mm)。
应用螺旋绳槽的卷筒,偏角可达3°,因为绳槽与法兰就有一个角度,只卷绕一层钢丝绳问题不大。
如果第二层有这么大的偏角,那么钢丝绳将会因折弯过大而留下间隙,这回损坏钢丝绳。
对于在卷筒上只有一层钢丝绳的作业条件来讲,螺旋绳槽通常是最好的选择。
在多层钢丝绳作业方面看,折线绳槽具有更高的效率。
济南小松齿轮箱有限公司
技术
2013年4月。