TOPSro操作使用说明
拓普康接收机及手薄常规操作

拓普康接收机及手薄常规操作gps培训TOPCON的GPS接收机及其日常操作一、接收机的常规操作和指示灯的判别Minter是TOPCON接收器的控制数据输入/输出和显示接口。
所有Hiper系列接收器都使用Minter。
电源键按电源键打开和关闭接收器。
状态(STAT)指示器当接收机在开机状态但没有跟踪到卫星时,stat指示灯闪红色。
跟踪并锁定卫星后,每个被跟踪卫星的stat指示灯将闪烁一次(绿色为GPS卫星,橙色为GLONASS卫星)。
重置键按住reset键约1秒将会引起:接收机的硬复位。
接收器从零功耗模式返回正常模式。
FN键和rec指示器按fn键小于1秒将使接收机在不同的信息模式(正常模式,扩展信息模式)间切换,或是在静态模式和动态模式间切换,这取决于接收机的设置。
按下FN键不到1秒时,rec指示灯将显示橙色。
按住FN键1至5秒,开始/停止数据记录。
数据记录期间,rec指示灯为绿色。
假如rec指示灯显示红色,则表明内存已经没有剩余空间了,或是存在硬件故障,当然也可能是oaf文件不合适。
每次数据写入接收器存储器时,接收器rec指示灯呈绿色闪烁。
按住fn键5至8秒,可将接收机a口的波特率设置为9600。
在按下fn键约5秒以后,rec指示灯将变成红色,要在rec指示灯为红色时释放fn键(接下来的3秒时间内)。
按住FN键8秒以上对接收器没有影响。
安装新的接收器固件程序或清除接收器的NVRAM后,接收器将自动检查其内部文件系统。
在此期间,rec指示灯以橙色闪烁,CDU应用软件(控制)无法显示接收器的文件系统gps培训显示单元)以访问或记录数据。
根据具体情况和内存大小,接收器可能需要几秒钟到几分钟的时间来检查文件系统。
电池指示器batt指示灯的颜色指示了hiper接收机内置电池充电的状况:绿色c表示已充电85%以上。
橙色c表示已充电至中等。
红色c表示已充电至15%以内。
电源的状态也可以通过电池指示灯的闪烁形式来指示:它始终处于C状态,外部电源用于供电,电池未充电。
TOP面积测量仪使用说明书
自动测量 八、 八、自动测量
1.测量 进入就绪界面后,手持面积仪平放,按下<确认>键可开始进行测量,显示如图 7 所示:
图7 围绕测量区域行走,测量点不断增加,测量仪自动记录测量数据,按<↑>键可清 除已测测量点,重新开始测量,测量完毕回到起点位置,按 <确认>键,显示被测区域 的面积,显示如图 8 所示:
仪器区别 三、 三、仪器区别
型 号 TMJ-I 功 能 区 别 普通型:可测量面积、距离、高度、坡面 在普通型的基础上带充电功能 TMJ-II 在普通型基础上带上位机软件 在普通型基础上带充电功能且带上位机软件
� 注:只有带充电功能的仪器才可以进行充电。
1
托普仪器——致力于中国农业仪器的发展
按键说明 四、 四、按键说明
图5
七、 测量界面 七、测量界面
� 注:在每次开机测量时最好先删除仪器原有的数据!具体可参照第十 一步删除记录!
选择测量功能,搜索到卫星信号后(首次搜索可能需要数分钟的时间) ,进入主菜
2
托普仪器——致力于中国农业仪器的发展
单如图 6 所示:
图6 “就绪” —测量仪状态; 就绪:已定位准备测量; 测量:正在测量; 搜索:搜索卫星; “000” “12:18” “MZR08” —记录已测量的点数; —实时时钟,12 时 18 分; —设置参数及卫星数量; “M” :测量参数,M 为测量面积,J 为测量距离; “Z” :记录方式,Z 为自动记录,S 为手动记录; “R” :内存开关标志; 经度:12011.5005 纬度:3016.2080 120 度 11.5005 分; 30 度 16.2080 分;
图8
3
托普仪器——致力于中国农业仪器的发展
颂拓操作指南
颂拓操作指南
《颂拓操作指南》
嘿,朋友们!今天来给大家讲讲颂拓咋用哈。
就说我上次戴着颂拓去爬山那回吧。
哎呀妈呀,那山可老陡了。
我一抬手,看着颂拓那屏幕,嘿,各种数据一目了然。
咱先说说这开机哈,就跟咱平时开手机似的,按一下那个按钮,“滴”的一声,屏幕就亮啦。
然后呢,你就能看到上面显示的时间、海拔啥的。
我爬山的时候啊,就一直盯着颂拓看,看着海拔一点点升高,心里那个兴奋哟。
每走一段路,我就瞅瞅它,看看自己走了多远,消耗了多少卡路里。
它就像我的小跟班一样,随时给我汇报情况呢。
到了半山腰,我累得气喘吁吁的,这时候颂拓上的心率监测就派上用场啦。
我一看,哎呀,心跳有点快呀,得歇会儿了。
等歇好了,再接着往上爬。
还有那定位功能,可太准啦。
我在山里绕来绕去的,都不怕迷路,颂拓能清楚地告诉我我在啥位置呢。
等我终于爬到山顶啦,那感觉,别提多棒了!我第一时间就看看颂拓,记录下这个伟大的时刻。
然后我就坐在山顶上,好好欣赏了一下风景,颂拓就静静地陪着我。
总之啊,颂拓操作起来其实挺简单的,只要你多用用,很快就能上手啦。
大家以后要是出去运动啥的,带上颂拓,准没错!好啦,这就是我给大家分享的颂拓操作指南咯,希望对你们有用呀!哈哈!。
新版的TOP_GP操作介绍

登录ERP
• 配置链接
创建GDC桌面快捷方式 然后右键属性 加入:空格 减号 小a 大D
登录ERP
• 配置链接
NewБайду номын сангаас建一个ERP链接
登录ERP
• 配置链接
输入链接名
登录ERP
• 配置链接
录入ERP的IP地址 点Finish完成配置
登录ERP
• 配置安全性
默认链接安全性为最高 有可能会降低ERP访问速度 故需把安全性调至最低 至此ERP链接已建立完毕
系统按钮及功能键操作说明
快捷键 按钮名称
Ctrl-l F1
u F2 c
功能说明
切换语言别
语言 录入
更改 删除 复制
单档建档或双档建档案新增一笔资料
单档建档案时为更改此笔资料 双档建档时为更改此笔单头资料 单档建档或双档建档案删除一笔数据 单档建档或双档建档案复制一笔数据
x
b o e
无效
单身 打印 汇出Excel
功能说明
储存用户画面上录入的条件
当数据查询出来后,移到查询出来的第一笔数据 当数据查询出来后,移到当前数据的前一笔数据 当数据查询出来后,可录入指定跳到第几笔数据
n
l Ctrl-z
下一笔
末一笔 必要字段
数据查询出来后,移到当前数据的下一笔数据
当数据查询出来后,移到查询出来的最后一笔数据
在新增或更改数据时,检查有哪些是必须录入的字 段
登录ERP
• 登录ERP
1、双击ERP链接 2、录入用户密码 3、点OK即可登录
退出ERP
• 正确退出ERP的方式是点离开按钮 • 直接关闭GDC会造成死进程
半导体stepper操作规程
兼职广告任务网
G6相关操作说明
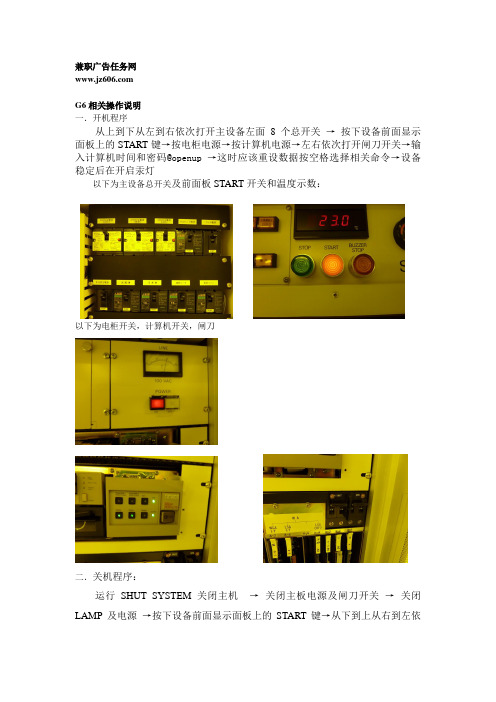
一.开机程序
从上到下从左到右依次打开主设备左面8个总开关→按下设备前面显示面板上的START键→按电柜电源→按计算机电源→左右依次打开闸刀开关→输入计算机时间和密码@openup →这时应该重设数据按空格选择相关命令→设备稳定后在开启汞灯
以下为主设备总开关及前面板START开关和温度示数:
以下为电柜开关,计算机开关,闸刀
二.关机程序:
运行SHUT SYSTEM 关闭主机→关闭主板电源及闸刀开关→关闭LAMP及电源→按下设备前面显示面板上的START键→从下到上从右到左依
次关闭机器左侧面总开关。
三.曝光程序操作:
1)进入程序菜单ENTER PROCESS PROGRAM选择程序,如下图对话框:
完毕后,再按PF1返回命令菜单。
2)进入准备程序READY PROCESS 选择对应的光刻板型号
3)进入EXECUTE PROCESS执行程序,按PF1开始执行曝光程序。
四.注意规范
1)在做片时,要用专用的盒子
2)在倒片过程中要细心,统一片子光滑面朝载片盒标签正面方向。
3)设备运行中,人不能离开机台。
登士柏protaper操作流程

登士柏protaper操作流程Protaper根管预备操作流程{一}一、开髓和修整髓腔可选用的车针:开髓:Endo Access Bur (A0164)用Endo Z(E0152) 或Diamendo修整髓腔形态,以获得直线通道。
Diamendo (A0165)说明:先用Endo Access bur开髓、去髓顶;再用Diamendo或Endo z修整髓腔,去除牙本质领,建立到根管口的直线通道。
“直线通道”非常重要!1.使视野清晰,便于找到根管口,2.能保持根管器械进入根管前不被弯曲,大大减少器械发生旋转疲劳(Cyclic fatigue),减少断针机率,延长根管器械使用寿命。
国外要求镍钛根管锉针只能使用一次,但我们不可能做得到,因此尽量减少器械劳损是节省成本的唯一办法。
车针再贵也不及一根锉贵吧?所以建议您使用好的车针进行开髓和髓腔预备3.Diamendo和Endo Z尖端无切割力,能较好的避免意外的侧穿或底穿。
这两根车针都比较贵,但从降低操作难度和风险来讲,这个还是值得的。
4.修整完成后,有时根管口被钙化物等阻挡而难以找到根管口时,需用长颈球钻(LN bur)或是专用的超声头来去除钙化物以找到根管口,切忌盲目过度切割!! Proultra 1-5号超声头用于去除根管口的阻挡非常好,但成本太高,在国外也只有根管专家才用。
这些操作多数只能在直视下操作,对于多数没有根管显微镜的医生来讲,都不太容易。
二、探查根管: 可选用DG 16根管口探针(B0093)在拔除根髓前最好用专用的根管探针对根管口进行探查,确认根管开口的位置和根管口敞开的程度。
DG16尖端细小、弹性好,能很好的传递应力,是被编写教科书的专家们推荐使用的经典根管探针。
另外,还有专用来探查根管通道的Profinder,由登士柏迈斐(Dentsply Maillefer)生产,最早明年能在国内上市。
它采用特殊钢材,特独特的减锥度设计以获得适宜的弹性,其尖端直径分别为10#,13#,17#。
TopSURV简易操作手册

本手册简要说明了TopSURV(GPS)软件的操作流程,以便用户可以尽快入门。
第一章准备工作准备工作主要包括GPS+设置、已知点数据的输入等,这些都可在室内完成。
步骤如下:1.1 运行TopSURV软件1、手簿开机后即进入图1-1所示界面,双击TopSURV图标,或在选中TopSURV图标后按ENT键,即可启动TopSURV软件,并进入图1-2所示“打开作业”界面。
图1-1图1-21.2 新建作业1、在图1-2界面中点击【新建】,进入图1-3所示的“新作业”界面,在该界面中可以输入作业名称、生成者、注释等信息,建议项目名称按日期输入,如7月18日项目名称可命名为0718,按【继续】进入“选择测量设置”界面,如图1-4所示。
图1-31.3 选择GPS测量参数集在测量之前,必须在图1-4所示界面的GPS+设置下选择正确的参数集。
每个GPS+设置都是一个工作条件的参数集。
这些参数与测量所用的仪器有关,用户可以根据使用的仪器型号设置自己的参数集(详见附录1),在今后的作业中只需选择自己建立的参数集即可。
图1-41.4 其他设置1、图1-4界面中点击【继续】,进入“坐标系统”界面,如图1-5所示。
在该界面中投影必须选择<无>,基准选择WGS84,如下所示图1-52、点击【继续】,进入下图所示“单位”设置界面。
图1-63、再点击【继续】,进入“显示”界面,如下图所示。
在该界面中可以设置坐标显示的类型、顺序,方位角的参考方向等。
图1-74、点击【继续】,进入“报警”界面,如下图所示。
报警界面可以设置各种声音报警,如:电源低,内存不足,电台连接弱,卫星失锁等,可分别设置手簿、GPS+接收机、全站仪。
不过必须在“音响报警”框前打勾,设置才有效。
点击【完成】,将保存所有参数设置,并返回软件主界面,如图1-8所示。
图1-8新建作业时都会显示以上一个设置向导,在进入作业后还可以在【作业/设置】中选择,对每项进行设置。
贝朗-泰尔茂输液泵基本操作
操作流程:1.准备物品:输液架、输液器、液体2.将输液管排气,关闭流量夹,备用3.打开输液泵泵门,自上而下安装输液管4.关闭泵门,打开流量夹5.开机6.机器自检后按YES键,确认输液管路的选择7.按VOL键输入输液总量,按VOI键确认(如fm泵删除此条)。
8.输入输液速率9.按START键,开始输液(屏幕上出现移动光标,显示泵在运行中)基本输液完特殊功能:1.运行中修改速率:运行中,直接于面板上设置新速率,再按RA TE键,确认新数值,泵按新速率继续运行;2.快推功能(BOLUS):运行中进行手动BOLUS操作:按BOL键,屏幕上出现另外BOL 键,同时按下两个BOL键,快推运行自动BOLUS操作:按BOL键,直接输入预置BOLUS 量,按YES键,确认,快推运行。
如需中断BOLUS,按屏幕上提示的STOP键,BOLUS 停止。
注意事项:注意将泵上段的输液管/壶置于设备侧面,以防有漏液流入设备,引起设备损坏。
报警原因及纠正方法:当输液泵出现各种原因的报警情况时,按消音键,可消除报警声音两分钟,然后寻找原因,消除故障,重新启动输液1、报警:Drop alarm(滴数报警)仅在滴数控制功能存在并使用贝朗公司专用输液泵管路时,才能发生滴数报警;原因:请检查输液泵以上的管路部分:输液瓶已滴空?旋夹紧闭?传感器末放在滴液室上?传感器连接?传感器损坏?滴液室摆动?滴液室有雾气?液面过高?在使用硬质输液瓶时排气小帽未打开?处理:更换新的输液瓶。
打开旋夹。
将传感器放置在滴液室上。
检查传感器连接是否松动,可取下后再重新安装。
更换传感器。
保持滴液室稳定,必要时暂时关闭滴数传感器。
晃动滴液室去除雾气。
将输液瓶正置,再将部分液体挤回瓶内使液面降低。
打开排气孔小帽2、报警:Pressure alarm(压力报警)原因:输液管旋夹关闭?输液管有压折吗?病人静脉通道阻塞?处理:打开旋夹。
使管道通畅。
恢复静脉通路通畅。
3、报警:Air alarm(空气报警),原因:在管路系统中有空气?处理:请在准备输液时,将管路系统中的气泡完全排出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TOPS Pro操作使用说明TOPS Pro由美国TOPS'〕工程公司研制。
目前,在世界范围的安装用户已超过5,500家。
经过15年的改进与发展,TOPSPro已成为一种世界公认的包装与运输专业技术人员的功能强大的创造性设计软件。
TOPS Pro包装设计及运输优化软件使用户根据产品特性,从设计理念、纸盒包装、中包装、纸箱包装、托盘堆码方式、纸箱强度分析到运输器具装载的一系列设计步骤中,使包装结构大小和形状达到最优化,运输空间最大利用,总费用最小。
目前,除TOPS Pro外,还有下列3个相关模块载软件:Mix Pro是TOPS Pro的一个新模块并与之无缝接口。
用该模块,用户可用手动方式将大小不一的包装产品混装于所选择的托盘上。
这个新特性对仓库使用的托盘陈列设计十分有用。
MaxLoad Pro是一个运输器具(卡车、火车车辆、船只、飞机货舱戴自定义器具)的包装产品装载的策划及优化软件。
它提供了三维“拖一拉’编辑器及色键图,使用户极其方便的用虚拟平台建立装载图形,实现大小不一的产品混载于运输工具上的方式及图形显示。
TOPSepAC是TOPS Pro的一个附加特性。
提供了一种基于网络的包装与运输装载设计。
它使用户将包装技术规格转换成网页,然后公布到因特网上或公司内部的局域网上。
用户随时随地用任何阅览器都可使用TOPS Pro软件进行专业设计。
1.TOPS Pro主要功能a.被包装产品。
分为三大类:颗粒料、散料和粉料。
b.内包装设计。
用户可选择普通盒、圆形罐、捅、瓶、牛奶盒、薄膜袋等内包装容器库中的现有形式,也可以用CASY功能定义自己的内包装形式;同时,可将图形戴公司的标志加到容器的不同表面。
c.中包装设计。
用户可选择展示盒、浅盘和普通盒等二次包装容器库中的现有形式,也可以用CASY功能自定义浅盘形状并设计提手,也可以设计隔板戴衬垫。
d.运输包装设计。
用户可选择普通运输箱、浅盘、圆捅、异型桶、瓶和袋子等运输包装容器库中的现有形式,还可以自定义运输箱式样。
也可以只给出箱中的内包装数量或只给定一个数量范围或只给出运输箱每一尺寸的限度,程序经过计算产生符合要求的箱结构。
也可以输出箱纸板的数据。
e.托盘化集装设计。
用户可选择托盘和衬板等集合包装容器库中的标准形式,也可以自定义新托盘(包括样式和大小)。
根据需要可加角柱、层间纸板、顶盖、收缩裹包或加紧固带等。
其中的堆码强度分析基于箱子的边压值(ECT)、环压值(RCT)和Kellicut方法结合环境因素,利用了McKee公式。
用MixPro模块还可以创建大小不一的包装产品的托盘混装及图形显示。
f.装运设计。
用户可选卡车、船只和火车车辆等运输工具库中的现有形式或自定义运输器具。
通过堆码强度分析,将产品或托盘化集装产品有效装入运输工具。
g.其它。
以图形用户界面形式输入各种参数;用户选择英制戴国际单位制;多种语言选择(5.0以上版本含中文);可通过打印/传真/电子邮件/因特网显示设计结果;有各种包含产品包装与运输装载方法图形的打印报告形式等。
2 TOPS Pro主要界面TOPS Pro控制面板(Control Panel)如图I所示,是系统的主要操作区域。
在此可选择要进行的分析类型、分析时采用的步骤和定义每个步骤所需的尺寸大小。
控制面板包含系统的主要性能:菜单条、Window,工具条、包装设计次序区域、按钮式菜单、新特性按钮和快捷按钮。
a.菜单条( Menu Bar):由8个菜单构成,每个菜单由若干下拉式菜单组成。
这8个菜单分别是:文件(File)、编辑( Edit)、显示(View)、定义(Define )、工具(Tools输出(Export )、监视( Supervisor)和帮助( Help)。
b. Windows工具条(Toolbar):含若干图标,可完成常用的标准操作:新分析、基于预定义模板新分析、打开、保存、打印、前步、后一步、取消、自设计内包装、自设计运输包装、MixPro 修改内包装、修改中包装、修改运输箱、修改托盘集装、修改卡车装载、扁空纸箱运输、包装箱分析和显示自设计包装等。
图1控制面板Window:工具条提供了与参数对话框的直接联系。
以上图标使用户直接进入参数对话框进行内包装、中包装、运输包装、托盘集装和运输装载过程。
用户在分析过程中可以直接修改参数而不会失去当前位置。
c.按钮式菜单(Button-Style Menus:建立包装设计的次序,以及在该次序下选择某一分析所采用的各个步骤。
共有6个按钮式菜单:被包装产品、内包装、中包装、运输包装、托盘集装和运输车辆装载。
每个菜单表示某个分析的一个步骤,并且各有一个图标相对应。
d.包装设计次序( Package Design Sequence):它构成某一分析的一系列步骤。
例如,将运输纸箱更好的装在一个托盘上就是你建立的一个分析次序。
又如,当根据按钮式菜单选择产品、薄膜袋、盒、箱、托盘和卡车6个步骤时,对应的图标将出现在包装设计次序区域,如图2所示。
图2包装设计次序举例图2中的图标分别代表产品参数、薄膜袋参数、盒参数、箱参数、集装参数和卡车参数图标。
这表明TOPS Pro经过这样一个包装设计次序,能找到该分析中各个步骤的最佳解:即使产品装入袋中,再依次装入盒、箱、托盘和卡车里。
e.模板工具条(Tanplate Toolbars)不通过按钮式菜单通过模板直接选定设计次序。
f.快捷按钮(Shortcut Buttons):包括显示分析记录和计算。
3 TOPS Pro 4. 0包装设计与分析实例问题:假定要为某公司设计一种油瓶,并将它们托盘堆码,通过卡车运输。
目的:找到将瓶子放入盒、盒放入箱、箱堆码到托盘上、集装托盘放到卡车上的最佳方案。
已知条件:每6个瓶子一组置入浅盘中并隔开;每个运输纸箱装4个浅盘;标准托盘集装;标准卡车装运。
为进行该分析,用户需从控制面板开始,遵循下列7个步骤:定义包装设计次序、定义瓶子参数、定义中包装盘参数、定义运输纸箱参数、定义集装(托盘)参数、定义运输车辆(卡车)参数和求解并作决策。
瓶子参数:瓶身直径114. 3mm,瓶颈直径50. 8mm,瓶高203. 2mm,瓶颈高12. 7mm,瓶肩高63. Smm,净重0. 907kg,瓶身为圆形。
中包装浅盘参数:材料用瓦楞纸板(C楞),半高型式,内包装件数目60隔开装置参数:瓦楞纸板材料,二位式窝状(A)型式。
运输箱参数:瓦楞纸板(C楞)材料,0201(RSC)箱型,中包装件数目4,最大箱重11一34kga 托盘集装参数:托盘型式选GMA(带槽),最大高度(包括托盘)1422. 4mm,最大承载重量(包括托盘)4535kg,最大超出托盘量(长度/宽度方向)25. 4mm,最大不超出托盘量(长度/宽度方向)152. 4mm运输车辆〔卡车)参数:车箱长度为12m的卡车,最大净重量20412kgo逐次点击包装设计次序中代表各步骤的图标,按照图形用户界面的形式输入上述各参数。
点击计算按钮,TOP Pro根据已定义的瓶子、浅盘、运输箱和卡车参数,求出该分析所有可能的解。
用户可以在打印参数对话框中选择显示分析结果方式,如图3一图6的四分屏显示。
图3的四分屏图显示的是第1种浅盘包装方案(共3种)下第2种瓦楞纸箱包装方案(共5种)和在前两级包装结构下第1种托盘集装方案(共2种)。
右下格显示的是所有可能的3种浅盘包装方案(包括浅盘中包装容器的尺寸、重量和排列式样、每浅盘中瓶子数等)。
图4的四分屏图显示了在运输纸箱包装和托盘集装一定情况下卡车装载的第1种方案(共20种)。
右下格显示的是所有可能的5种运输包装方案(包括包装纸箱的尺寸、重量和体积、每箱中的浅盘数等)。
图5的四分屏图中的右下格显示的是所有可能的2种托盘集装方案(包括托盘的尺寸、重量、堆码式样、每托盘上的箱子数目等)。
在图6的四分屏图中,右上格显示的是卡车装载第1种方案情况统计(包括瓶子、浅盘、纸箱、托盘和卡车的尺寸、净重、毛重、体积和包装方向,各层次包装的面积及体积利用率等)。
而右下格显示的是所有可能的20种卡车装载方案(包括卡车的尺寸、重量、装载式样、每卡车托盘集装数等)。
图3分析结果四分屏图:浅盘包装、运输包装、托盘集装及浅盘包装方案表图4分析结果四分屏图:运输包装、托盘集装、卡车装载及运输包装方案列表也可以点击图3、图4 9},图5中强度(Strength )按钮输入有关环境因子(湿度、存储期限、集装样式、计算方法等)进行包装件堆码强度分析(包括所有可能的箱纸板结构、纸箱性能、安全因子、堆码极限高度和价格等数据)。
图5分析结果四分屏图:托盘集装、卡车装载及托盘集装方案列表图6分析结果四分屏图:卡车装载(图)、卡车装载(统计)和卡车装载方案列表4.TOPS Pro 5. 0包装设计与分析实例求出将已知运输纸箱进行托盘堆码的最佳方案。
已知条件:1)运输箱参数:瓦楞纸板(C愣)材料,0201(RSC)箱型,尺寸为304.8×254× 203.2mm, 最大箱重11. 34kg2,托盘集装参数:CMA(带槽)标准托盘型式,最大高度(包括托盘)1524mm最大承载重量(包括托盘)4535.45kg最大超出托盘量(长度/宽度方向)25. 4rnm最大不超出托盘量(长度/宽度方向)38lmm。
为进行该分析,用户需从控制面板开始,遵循下列步骤:①定义包装设计次序;②定义运输纸箱参数;③定义集装(托盘)参数;④求解并作决策。
分别点击运输箱和托盘按钮,运输箱和托盘图标在包装设计次序区域中出现(见图3)。
点击包装设计次序中代表各步骤的图标,按照图形用户界面的形式输入上述运输纸箱参数(见图4)和集装托盘参数(见图5)。
图3包装设计次序运输包装一堆码图4运输箱参数对话框图5托盘参数对话框点击计算按钮,TOP Pro根据已定义的运输箱和集装参数,求出该分析所有可能的解(见图6)。
其中,方案一为最佳方案:互锁式码垛、箱数102,托盘面积利用率106%体积利用率93%等。
图6托盘堆码方案:方案之一集装图显示和数据统计、所有可能方案列表点击图6中强度(Strength)按钮输入有关环境因子湿度50%存储期限1个月、集装样式、和计算方法等(见图7)可得到包装件堆码强度分析结果(见图8)(包括所有可能的粉纸板结构、纸粉性能、安全因子、堆码极限高度和价格等数据)。
图7堆码强度分析参数对话框图8堆码强度分析结果5.利用TOPS Pro的CASY功能进行内包装与中包装结构设计除了数据库中已有的包装结构形式外,TOPS Pro还提供了CASY(Create A Shape Yourself 即自己创建包装形式)功能让用户自定义内包装(即一次包装)结构和浅盘/箱中包装(即二次包装)结构。