IPG光纤激光切割工艺参数表
激光切割工艺参数表
2
2200
气 2000- 200015 2300 3000
90- 2200 O2
100
N2
150 200 18
1
3 2200 1000-
—
2000
18 100 2300 O2 150 150 16 2
2400
4 2400 800-
—
1000
2800
5 2600 300-
—
500
3000
6 3000 400
—
800
18— 100 20
2400
O2
120
200
18
3
3000
铝板 1———6 毫米的工艺参数
厚度
切割参数
打孔参数
功率 速度 气体 气压 最小 功率 气体 气压 频率 占空 时间
W MM/MIN
KPA 功变 W
KAP HZ 比 S
1 氮 10 1800 2000-
—
4000
80- 2200 N2 150 200 18 0.5 100
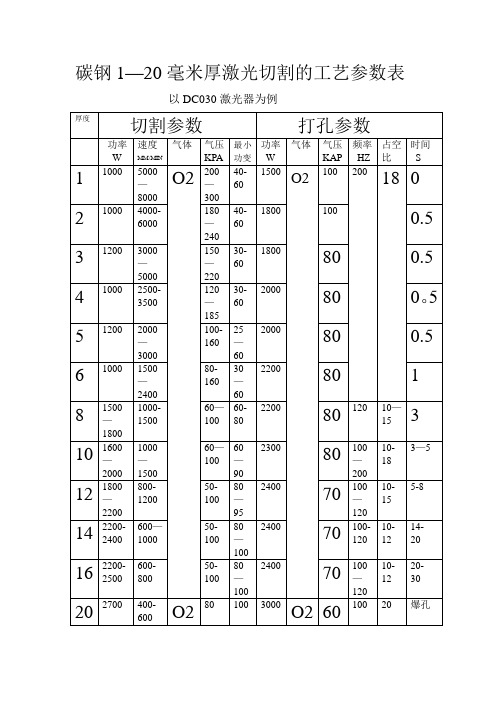
碳钢 1—20 毫米厚激光切割的工艺参数表
以 DC030 激光器为例
厚度
切割参数
打孔参数
功率 速度 气体 气压 最小 功率 气体 气压 频率 占空 时间
W MM/MIN
KPA 功变 W
KAP HZ 比 S
1 O2 18 0 1000 5000 —
200 —
4060
1500 O2
100
200
8000
300
2 1000 40006000
180 40- 1800 — 60
100
0.5
240
3 1200 3000 —
大功率激光切割机IPG培训教程修正版

4.1激光切割原理
激光切割是利用经聚后的
光纤
高功率、高能量密度的激光束
照射到要加工的板材上,使被
照射的材料迅速熔化、汽化、
烧蚀或达到燃点,同时借助与
光束同轴的高速气流吹除熔融
物质,从而实现将板材割开。
激光切割属于热切割方法之一。
其原理见右图:
激光切割的基本知识
4.2 激光切割的主要方式
激光切割可分为激光汽化切割、激光熔化切割、激光氧助熔化切割和控制断裂切割四种:
经制造厂家认可的专业人员来操作,并记录下变动前的参数值,以便在必要时,能恢复原始状态。 4. 在通电状态下不要触摸电气柜内数控装置、伺服装置、变压器、风扇及其它带电的元器件。
【警告】:断电后,要停一段时间(5分钟以上)再触及端子。因断电后在一段时间内动力线端子间留有高电压。 为避免触电请不要立即触碰!!!
B. 激光熔化切割
激光熔化切割是用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化气体(N2、Ar、He 等)依靠气体的强大压力使液态金属排除,形成割缝。激光熔化切割不需要使金属完全气化,所需激光能量 只有汽化切割的十分之一左右,约107W/cm2。激光束照射到工件表面,除反射损失外,剩下的能量被吸收, 加热材料蒸发成小孔;一旦小孔形成,它作为黑体将吸收所有光束能量,小孔被熔化金属壁所包围,依靠气 流的高速流动,使熔壁保持相对稳定;熔化等温线贯穿工件,依靠辅助气流喷射压力将融化材料吹走;随着 工件或者切割头的移动,小孔横移并成一条切缝,激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动 地从缝内被吹掉。
安全说明及预防措施
1.4激光安全通告
激光对人体的主要危害是眼睛和皮肤,激光照射到人体的任何部位都会引起灼伤。尤其光纤激光直接观看会严重危害到眼 睛视网膜!所有操作人员必须严格佩戴1064nm激光防护眼镜!禁止不佩戴眼镜进行操作以及观看激光!应避免将身体任何部位 置于激光通路中,以免误操作造成伤害。
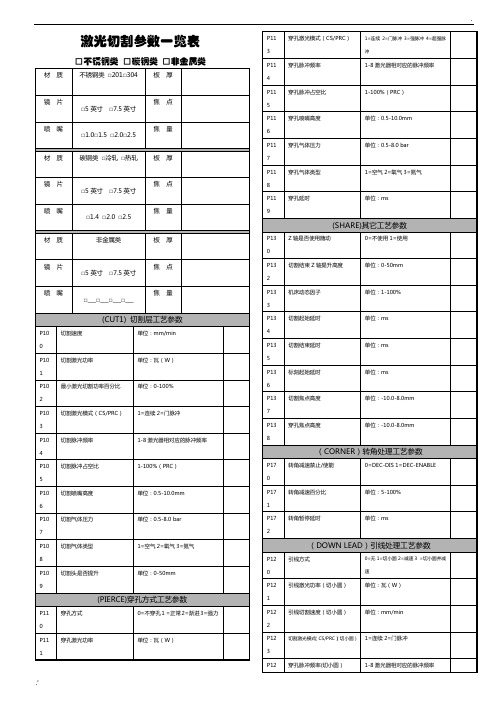
激光切割参数
单位:-10.0-8.0mm
P138
穿孔焦点高度
单位:-10.0-8.0mm
(CORNER)转角处理工艺参数
P170
转角减速禁止/使能
0=DEC-DIS 1=DEC-ENABLE
P171
转角减速百分比
单位:5-100%
P172
转角暂停延时
单位:ms
(DOWN LEAD)引线处理工艺参数
P120
切割脉冲占空比
1-100%(PRC)
P106
切割喷嘴高度
单位:0.5-10.0mm
P107
切割气体压力
单位:0.5-8.0 bar
P108
切割气体类型
1=空气2=氧气3=氮气
P109
切割头是否提升
穿孔方式
0=不穿孔1 =正常2=渐进3=强力
P111
单位:0-10mm
(CUT2) 切割层工艺参数
P140
切割速度
单位:mm/min
P141
切割激光功率
单位:瓦(W)
P142
最小激光切割功率百分比
单位:0-100%
P143
切割激光模式(CS/PRC)
1=连续2=门脉冲
P144
切割脉冲频率
1-8激光器相对应的脉冲频率
P145
切割脉冲占空比
1-100%(PRC)
1-100%(PRC)
P166
切割喷嘴高度
单位:0.5-10.0mm
P167
切割气体压力
单位:0.5-8.0 bar
P168
切割气体类型
1=空气2=氧气3=氮气
P169
切割头是否提升
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
W光纤切割机切割参数参考表
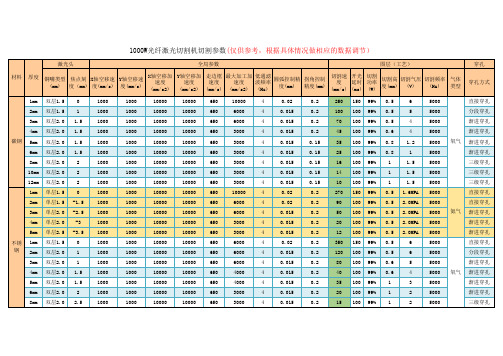
激光头
全局参数
图层(工艺)
穿孔
材料
厚度
铜嘴类型 焦点刻 X轴空移速 (mm) 度(mm) 度(mm/s)
Y轴空移速 度(mm/s)
X轴空移加 速度
(mm/s2)
Y轴空移加 速度
(mm/s2)
走边框 速度 (mm/s)
最大加工加 低通滤 速度 波频率
10000
650
6000
4
0.015
0.2
80 100 99% 0.6
5
5000
渐进穿孔
1000
10000
10000
650
4000
4
0.015
0.2
40 100 99% 0.6
4
5000 氧气 渐进穿孔
1000
10000
10000
650
4000
4
0.015
0.2
35 100 99% 1
3
5000
渐进穿孔
3000
4
0.015
0.15
10 100 99% 1
1.5
5000
三级穿孔
1000
10000
10000
650
10000
4
0.02
0.2
270 150 99% 0.5 1.6MPA 5000
直接穿孔
1000
10000
10000
650
6000
4
0.02
0.2
90 100 99% 0.5 2.0MPA 5000
0 1 1.5 1.5 1.5 1.5 2 2 2 0 -1.5 -2.5 -3 -3.5 0 1 1 1.5 1.5 2 2.5
激光切割实用工艺全参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
1800
100
0.5
3
1200
3000-
5000
150-
220
30-
60
1800
IPG光纤激光器技术手册
IPG光纤激光器技术手册介绍本手册旨在提供有关IPG光纤激光器的基本技术信息和使用指南。
IPG光纤激光器是一种创新的激光技术,具有高效、稳定和可靠的特点,适用于多种不同领域的应用。
技术参数- 功率范围:IPG光纤激光器提供从几瓦到几千瓦的功率范围,用户可以根据具体需求选择合适的功率。
- 波长范围:IPG光纤激光器支持不同波长范围,主要有红外、可见光和紫外光等。
- 脉冲频率:IPG光纤激光器具有可调节的脉冲频率,适用于对精度和速度要求高的应用。
- 光纤长度:IPG光纤激光器提供不同长度的光纤,使得用户可以根据设备布局和需求进行灵活安装。
主要应用领域- 切割和焊接:IPG光纤激光器能够实现高精度的金属材料切割和焊接,适用于制造业和汽车工业等领域。
- 打孔和雕刻:IPG光纤激光器提供高能量和高功率输出,可以用于打孔和雕刻各种材料,包括金属、塑料和陶瓷等。
- 印刷和标记:IPG光纤激光器适用于高速印刷和标记任务,可以实现高清晰度和高精度的图形和文字标记。
- 医疗美容:IPG光纤激光器在医疗美容领域有广泛应用,例如皮肤去除和切割等。
- 科研领域:IPG光纤激光器提供稳定的激光输出和可调节的参数,适合用于科学研究和实验室应用。
使用指南- 安全操作:在使用IPG光纤激光器时,务必遵循相关安全操作规程,包括佩戴适当的防护设备和避免直接观察激光束等。
- 调节参数:根据具体应用需求,用户可以通过调节IPG光纤激光器的参数,如功率、脉冲频率和光纤长度,来获得最佳的激光输出效果。
- 维护和保养:定期检查和清洁IPG光纤激光器,确保其正常运行和长期稳定性。
请注意:本手册提供的信息仅供参考,具体操作和使用时请参考IPG光纤激光器的产品手册和技术规格。
激光切割参数表
25mm/s 20mm/s 40mm/s 38mm/s 60mm/s 58mm/s 100mm/s 98mm/s 200mm/s 195mm/s 300mm/s 295mm/s 400mm/s 395mm/s 500mm/s 495mm/s 600mm/s 590mm/s
同皮革切割
15mm/s 13mm/s 35mm/s 32mm/s 50mm/s 45mm/s 60mm/s 58mm/s 70mm/s 68mm/s 80mm/s 78mm/s 90mm/s 88mm/s 100mm/s 98mm/s 120mm/s 118mm/s PVC切割建议使用焦距50的聚
4mm/s
8mm/s 6mm/s 12mm/s 10mm/s 15mm/s 13mm/s 20mm/s 17mm/s 25mm/s 20mm/s 35mm/s 30mm/s 气流量越大,切割速度越快。
8mm/s 5mm/s 11mm/s 8mm/s 15mm/s 13mm/s 18mm/s 15mm/s 25mm/s 22mm/s
8mm/s 5mm/s 3mm/s 1mm/s 07mm/s 4mm/s 1.8mm/s 0.8mm/s
10mm/s 7mm/s 4mm/s 1.5mm/s 0.8mm/s 0.5mm/s
18mm/s 16mm/s 9mm/s 5mm/s 2.5mm/s 1.3mm/s
50mm/s 40mm/s 80mm/s 40mm/s 120mm/s 40mm/s 150mm/s 40mm/s 250mm/s 40mm/s 350mm/s 40mm/s 450mm/s 40mm/s 550mm/s 40mm/s 650mm/s 40mm/s 节,激光管功率越高激光调节
百分比越小。
IPG Photonics 光纤切割头产品介绍说明书
Applications FeaturesAdvantagesfrom the World Leader in Fiber LasersIPG Photonics Cutting HeadIPGCut-D30 Cutting HeadIPG’s D30 cutting heads are designed toprovide the highest laser power handling capability in the industry in a completely sealed and lightweight package. The IPGCut-D30 provides effortless integration with IPG lasers and offers precise monitoring of height even under high power and high pressure cutting conditions. Available in multiple configurations with the broadest focus and collimator lens options, the IPGCut-D30 is the ultimate tool to cut a multitude of different material types and thicknesses.Standard FeaturesYesLCA P30-002788Base Part #Manual Cutting HeadExample:P30-007633-A4B11:Vertical Motorized Cutting Head 100 mm Water Cooled Collimator 200 mm FocusHLC-8 Fiber ReceiverPierce Detection Sensor Included200 mm Weight (V)Control UnitZ Adjustment on Focus<4.7kg IPG CHCEFocus lens movement +5/-15 mm150 mmHLC-16* Other options available upon requestCOMING SOONIPGCut-HP• The highest power handling in the industry.• Plug and Play interface with high power IPG lasers Z Adjustment of Focus Lens+5/ -15 mm movement for big variety of material cuttingDual Locking Connector Available with HLC or LCA bayonetInterchangeable IPG Collimator with integrated aperture/coolingNozzle Holder Assemblywith accurateand constant height sensorX, Y Adjustment on CollimatorD30 ConfigurationsReplacement NozzlesDiameters Available• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 2.8 mm • 3.0 mm • 3.2 mm • 3.5 mm • 4.0 mm • 4.5 mm • 5.0 mmP40-003805-001P40-003805-002P40-003805-003P40-003805P40-003805-004P40-003805-005P40-003805-006P40-003805-007P40-003805-008P40-003805-009P40-003805-010P40-003805-011P40-003805-012P40-003805-013P40-003805-014Wide• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 2.8 mm • 3.0 mm P40-007141-004P40-007141-005P40-007141-006P40-007141-001P40-007141-007P40-007141-002P40-007141-010P40-007141-003P40-007141-008P40-007141-009Narrow• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 3.0 mm • 5.0 mmP40-008038P40-008038-001P40-008038-002P40-008038-003P40-008038-004P40-008038-005P40-008038-006P40-008038-007P40-008038-008P40-008038-009P40-008038-010P40-008038-011P40-008038-012Dual Gas Passage• Ceramic AssemblyP30-007834Nozzle CeramicAssembly• Full Assembly • Optics • O-RingP30-007654 P45-012927P40-009015Protective WindowParts AvailableControl Electronics (included)16.663IPGCut - Compact Cutting HeadIPG Photonics’ Process HeadsIPG’s compact cutting heads are the idealsolution for standard flat-bed cutting applications. The combination of IPG’s compact cutting heads internal heads optics and its completely sealed architecture provide long term stability of both focal plane and beam quality at lasers up to 4 kW power. IPG’s compact cutting heads are plug and play with all IPG lasers providing ease of integration and service. Utilizing all its attributes, IPG compact cutting heads not only provide precise cutting results, but they also maintain its precision cut quality over both time and laser power.Standard FeaturesDual Locking ConnectorAvailable with HLC-8or LCA bayonetFine Adjust Scale* Adjustable Focus IndicatorFocus Position Range100 mm Collimator/125 mm Focus+6/-9 mm100 mm Collimator/150 mm Focus +9/-14 mm100 mm Collimator/200 mm Focus +15/-25 mmCapacitive Height SensorNozzleInterchangeableLaser Power Weight (V)Control UnitZ Adjustment on FocusUp to 4 kW <2.5 kgIPG CHCE / External Collimator lens movement *See table for detailsSpecificationsHeight Sensing YesLCAExample:P30-004330-A4B10:Vertical Compact Cutting Head 100 mm Water Cooled Collimator 200 mm FocusHLC-8 Fiber Receiver No Height Sensing200 mm 150 mm4100 mm Water Cooled585 mmNo Cooling6100 mmNo CoolingWindow Status LightCover Slide WindowAdjustable IPG CollimatorAir cooled up to 1 kW power Water cooled up to 4 kW powerCompact Head ConfigurationsReplacement NozzlesDiameters Available• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 2.8 mm • 3.0 mm • 3.2 mm • 3.5 mm • 4.0 mm • 4.5 mm • 5.0 mmP40-003805-001P40-003805-002P40-003805-003P40-003805P40-003805-004P40-003805-005P40-003805-006P40-003805-007P40-003805-008P40-003805-009P40-003805-010P40-003805-011P40-003805-012P40-003805-013P40-003805-014Wide• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 2.8 mm • 3.0 mm P40-007141-004P40-007141-005P40-007141-006P40-007141-001P40-007141-007P40-007141-002P40-007141-010P40-007141-003P40-007141-008P40-007141-009Narrow• 0.8 mm • 1.0 mm • 1.2 mm • 1.5 mm • 1.8 mm • 2.0 mm • 2.3 mm • 2.5 mm • 3.0 mm • 3.5 mm • 4.0 mm • 4.5 mm • 5.0 mmP40-008038P40-008038-001P40-008038-002P40-008038-003P40-008038-004P40-008038-005P40-008038-006P40-008038-007P40-008038-008P40-008038-009P40-008038-010P40-008038-011P40-008038-012Dual Gas PassageControl Electronics (included)• Ceramic AssemblyP30-007834Nozzle CeramicAssembly• Optics • O-RingP45-012927P40-009015Protective WindowParts AvailablemillimetersA B125 150 200320.99 343.70 372.8365.59 86.30 115.43Focus LensIPGCut Micro Cutting HeadIPG Photonics’ Process HeadsIPG micro cutting heads provide the idealsolution for micro-machining applications which require small spot sizes and high-resolution focus adjustment. The combination of IPG Micro cutting head’s internal optics and its completely sealed architecture provide long term stability of both focal plane and beam quality. IPG micro cutting heads are plug and play with all IPG lasers providing ease of integration and service. IPG micro cutting heads not only provide precise cutting results, but they also maintain its precision cut quality over both time and laser power.Standard FeaturesDual Locking ConnectorAvailable with HLC-8Adjustable IPG CollimatorAir cooled up to 1 kW powerFine Adjust Scale*Adjustable Focus IndicatorFocus Position Range0.5 X Magnification, +2 / -2 mm 1 X Magnification, +2 / -2 mm 2 X Magnification, +4 / -4 mmEasy Beam Centering +1 / -1 mm X-Y AdjustmentCover Slide Window100 mm85 mm 100 mm85 mm Example:P30-010200-V3C1:Vertical Micro Cutting Head 85 mm Air Cooled Collimator 85 mm FocusHLC-8 Fiber ReceiverL VHorizontal(LHS)Horizontal Standalone(Vertical no camera mount)Vertical S NozzleInterchangeableLaser Power Weight (V)Control UnitZ Adjustment on FocusUp to 1 kW <2 kg N/ACollimator lens movement *See table for detailsSpecificationsMicro Head ConfigurationsCUTTING HEAD ACCESSORIESCameraReplacement NozzlesDiameters AvailableProtective WindowParts AvailableCamera Module• 0.2 mm• 0.3 mm• 0.4 mm• 0.5 mm• 0.8 mm• 1.0 mm• 1.2 mmP45-017701-001P45-017701-002P45-017701-003P45-017701-004P45-017701-005P45-017701-006P45-017701-007• HD Camera (HDMI Connection)P40-000125 (1280x720 resolution, 60fps)P40-000128 (Power supply for camera)P40-000130 (Controller for camera)• PoEHS Camera (Ethernet Connection)P40-000126 (1280x966 resolution, 40fps)P40-000129 (Power supply for camera)• Optic only P45-012927P30-002424millimetersFocus LensAB50 85 100306.22 325.52 340.4668.51 87.81 102.75ConfigurationsSales & ServiceDevelopment, Sales & ServiceManufacturing, Development, Sales & Service IPG Photonics Corpo ra tionWo r ld Headqua r tersOx f ord, MA USA+1 508 373 1100*************************IPG Laser GmbHEur opean Headqua r tersBurba c h, DE+49 2736 44200sales.eur********************IRE-Polus Co.IPG Russia Fryazino, Moscow RU +7 (495) 702 95 89 ********************United Kingdom & Ireland+44 0 117 203 4060*************************Taiwan+886 2 27 93 3582**********************Spain & Portugal+34 937 999 971****************************South Korea+82 42 930 2000*********************Singapore+65.667.87709********************************Turkey+90 216 306 0317***************************** Czech Republic+420 241 433 199****************************France+33 (0) 388 674 974*****************************Brazil+55 11 4380 9939*************************Italy+39 0331 170 6900****************************India+91 956 060 8808****************************China+86 10 6787 3377 ext. 1020********************Japan+81 45 716 9831********************.jpMexico+52 81 1354 2540**************************Poland+48 32 721 22 20*****************************VISIBLE AND/OR INVISIBLELASER RADIATIONAVOIDE EYE OR SKIN EXPOSURE TODIRECT OR SCATTERED RADIATIONCLASS X LASER PRODUCTPer IEC 60825-1: 2007-03; 21 CFR 1040: 10(g)IPG Photonics manufactures a wide range of laser products with laser classifications ranging from Class I to Class IV. Please review the individual product specification for the optical performance characteristics specific to the device. This information typically includes the wavelength range, output power (CW and/or Peak), Pulse Energy, Pulse Repetition Rate, Pulse Width, etc.。
激光切割机技术参数
激光切割机技术参数 The pony was revised in January 2021FIBERBLADE Cutting System光纤激光切割机一、Messer激光切割系统介绍1、机器原理梅塞尔公司在工业用激光切割机的开发和制造领域已有近40年的经验. 其激光技术得到了世界范围的认可, 并在许多不同领域得到应用. 划时代的技术发展, 如专利激光切割头, 表明了梅塞尔公司的技术能力. 在此领域为激光加工建立的新标准将为客户带来巨大的利益.产品系列包括:2维激光切割系统3维激光切割系统激光焊接系统自动化设备装料及卸料系统通过与世界领先的激光器厂商的常年合作, 保证机器与激光的最佳组合. 其大激光功率及用户友好式的CNC数控系统适应高速切割及广泛的生产制造领域.Fiberblade具备良好的动态性能, 在宽广范围内可实现切割与零件重量无关的高精度无挂渣的成品零件. 机器配合编程软件及相应自动套料程序, 可实现快速高效的零件编程, 扩展机器应用.应用激光束作为工具, 切割速度快, 成品部件割缝窄, 精度高. 可无困难地实现复杂轮廓的切割. 切口边缘光洁、无毛刺, 绝大多数场合下无需后续处理.Fiberblade主要应用领域为金属加工, 特别是碳钢、不锈钢和铝材. 该系统既可应用氧气切割, 也可采用保护气体实现高压切割.经测试其可切割性后, 该系统可切割金属合金、塑料以及非金属材料机器设计理念除了实现最佳切割结果外, 同样关注环境保护问题. 采用抽烟除尘装置可满足最严格的排放标准. 机器可满足现有安全规程, 满足相关CE标准.2、功能描述Fiberblade激光切割机,是一个集最新动力工程,电脑数控和光纤激光器技术的全新技术发展水平的设计它是市面上最先进的紧凑型中规格工业级光纤激光切割系统;无需激光器维护的低维修费系统,高效率、低功耗。
机器工作台采用交换式工作台系统,减少上料时间. 该系统交替使用两块台面. 切割一块台面上的板材, 同时另一块台面位于工作区域外. 操作员可取下成品部件并换上新板, 机器同时进行切割. 另一台面上的工件完成后, 由工作区域换出, 新板就位.板材置于工作台支架上并确定位置后, 切割头随垂直定位轴下降. 传感控制器保证切割头维持正确定位, 可避免板材变形引起的问题.激光束通过光纤传输到切割头上, 然后由透镜聚焦. 切割头沿工件轮廓移动, 但不与工件接触, 激光束和切割气体通过割嘴聚集到工件上.横向运动通过溜板滑动定位实现. 纵向运动由车架自行移动实现. 两套同步驱动伺服电机确保设备的高精度, 轴向运动的高加速度, 可变激光功率控制, 可切割如窄条, 尖角等的复杂图形部件.通过CNC数控系统可自动设定切割参数如气体种类, 气体压力, 激光参数. CNC数控系统内的切割数据及图形数据的分离, 可实现快速变化的工作要求, 并增加机器功能的灵活性, 适用范围更广.由随动式直接抽风系统, 把切割过程中产生的尘粒抽出, 并经过烟尘过滤后, 达到安全及环境规范的排放要求.二、标准配置介绍1、机器构造. 机器采用有限元分析法 (FEM)精心计算并优化的焊接式结构, 使得机器重量最小, 且具备高度稳定性. 模块特性可满足激光切割的特殊要求, 保证极高的切割精度..定位轴平行式导轨 (X轴)上装有车架, 横向驱动 (Y轴)置于其上.上面安装激光切割头. 同步驱动伺服电机可实现高精度和高动态特性要求.德国倍福数字式驱动模块德国倍福数字式驱动电机德国Alfa高精度齿轮箱.板材支撑工作台由高刚性框架及横向支撑杆构成,与横向车架随动的抽烟风道保证抽烟效果最好..冷却单元标准供货范围中包含激光电源配用的冷却单元. 该单元用于冷却激光器. 维持恒定运行温度, 防止热效应, 延长切割透镜寿命, 保证持久的高切割质量..紧凑型除尘装置选配美国唐纳森除尘设备。