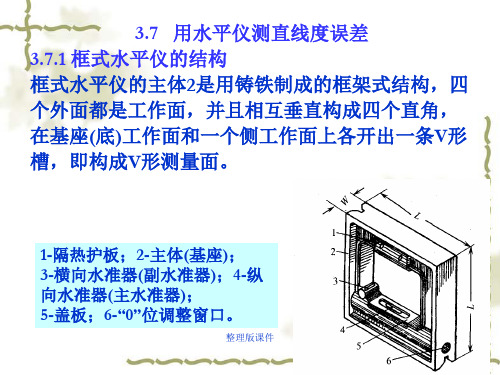
《水平仪测量直线度》PPT课件
合集下载
直线度测量ppt课件
整理版课件26源自感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
整理版课件
10
合像水平仪简介
测微螺杆旋钮 微分刻度盘 壳体
毫米/每米刻度尺
底座
整理版课件
11
整理版课件
12
合像水平仪的使用
使用时,把合像水平仪放在被测表面上,然后转动测 微螺杆,通过杠杆机构,将水准器调至自然水平位置。 在转动测微螺杆的同时,应从目镜中注意观察气泡移 动的情况,当气泡处于图中a)或b)的位置时,说明 水准器是倾斜的,应继续转动测微螺杆,直到气泡像 完全重合,如图c)所示。这时表明水准器已经处于 自然水平位置,就可以从毫米/每米刻度尺和未分刻 度盘上读数了。
• 塞尺是具有确定厚度的单片或成组的薄片,是用于检验间 隙的计量器具,尺片的厚度在0.02~1mm,一把塞尺有若 干厚度各不相同的尺片组装在一起,塞尺又称为厚薄规。
• 在使用时应目测间隙的大小,选择不同厚度的尺片 组,反复试塞,直到能恰好塞进去为止。用塞尺测 量是凭手感判断所选尺寸是否合适,没有操作经验 的人使用塞尺测量造成的测量误差比较大,所以应 多加练习。
【例】 第一步操作测量显示
值 a1 = 0,水平仪原地调转
180°后测得 a2 = 100 a2 /
2 = 100/2 = 50 按水平仪上
下箭头键调整示值为50。此
时水平仪的零位既是绝对水平
零位(自然水平零位)。水平仪
原地调转180°后测得 a1 = -
整理版课件50
17
电子水平仪的特点
1.精度高:0.001mm/m 2.零位调节方便、精确 3.读数方便、迅速 4.数据可以直接输入计算机,便于后期处理
水平仪 (1) ppt课件

(1)使用水平仪测量前,必须将被测量表面与水 平仪工作表面擦干净,以防测量不准确或擦伤工 作表面。
(2)使用水平仪时,必须手握仪器的握手,不 要用手触动气泡玻璃管,也不要对着玻璃管呼吸, 以防影响水平仪的读数精度。看水平仪时,视线 要垂直对准气泡玻璃管,否则读数不准。
(3)测量过程中,水平仪要轻拿轻放,不允许 在设备的被测表面上将水平仪的工作面拖来拖去。 在撬动设备或敲打垫铁时,必须将水平仪移开。
1000
4"
ppt课件
7
3.水平仪的读数方法
• 水平仪的读数方法有直接读数法和平均读 数法两种。
• 1)直接读数法 以气泡两端的长刻线作为零 线,气泡相对零线移动格数作为读数,这 种读数方法最为常用
ppt课件
8
ppt课件
9
• 图7-4a表示水平仪处于水平位置,气泡两端位于长线 上,读数为“0”;图7-4b表示水平仪逆时针方向倾斜, 气泡向右移动,图示位置读数为“+2”;图7-4c表示水 平仪顺时针方向倾斜,气泡向左移动,图示位置读数 为“-3”。
• (1)测量时,水平仪第一读数为0,在原位置旋转180 度进行测量,读数也为0,则说明被测表面呈水平状态, 水平仪没有误差。
• (2)测量时,水平仪第一读数为0,第二次读数气泡 向一个方向移动,则说明被测表面和水平仪都有误差, 并且两者误差值相等,都等于读数值的一半。
ppt课件
13
水平仪误差修正
• 2)平均读数法 由于环境温度变化较大,使气泡变长 或缩短,引起读数误差而影响测量的正确性,可采用 平均读数法,以消除读数误差。
• 平均读数法读数是分别从两条长刻线起,向气泡移 动方向读至气泡端点止,然后取这两个读数的平均值 作为这次测量的读数值。
水平仪使用PowerPoint 演示文稿
tana △H / L 0.02/1000 0.0002
按相似关系可知,在离左端200mm处得平尺下面,高
度变化量为: H1
L1m
0.004 mm
设备安装工程测量
✓ 水平仪的读数方法
1、绝对读数法 气泡在中间位置时,读作0.以零线 为基准,气泡向任意一端偏移零线的格数即为实 际偏差格数。一般规定,气泡移动方向与水平仪 移动方向相同,读为正值,反之读为负值;
3、测量过程中,水平仪要轻拿轻放,要避免水平仪手震动 或摩擦损伤;
4、检查测量垂直面时,水平仪应均匀地紧靠在立面上,要 避免温差的影响;
5、使用完毕后,水平仪要用干净的擦布擦拭干净并涂上一 层薄薄的机油放入盒中,要避免水平仪生锈、受重压和与 粗糙的工具放在一起。
2、平均值读数法 从两长刻线为准向同一方向分别 读出气泡停止的格数,再把两数相加除以2,即为 读数值。平均值读数法精度较高。
设备安装工程测量
✓ 水平仪使用维护
1、在使用水平仪测量前,必须将被测量面和水平仪工作表 面擦干净,以防止测量不准确或者擦伤工作表面;
2、使用水平仪时,必须手握仪器的手把,不要用手触动气 泡玻璃管,也不要对着玻璃管呼吸,以防影响水平仪的读 数精度,看水平仪时视线要垂直对准刻度线;
水平仪
✓ 水平仪的构造(框式水平仪) 1、框架 水平仪的框架是由合金钢或者铸铁经加工后制成的
。它的下面和两侧面试经过精加工的测量面,框架上装有 水准管。 2、水准管 水准管是由玻璃制成的,里面装了一定容积的 液体,管壁上标出一定的刻度。 ✓ 水平仪工作原理:
当水平仪发生倾斜时,水准管中气泡就向水平仪升高的 一端移动,从而确定水平面的位置。水准管内壁曲率半径 越大,分辨率就越高,曲率半径越小,分辨率越低,因此 水准管曲率半径决定了水平仪的精度。 水平仪主要用于 检验各种机床和工件的平面度、直线度、垂直度及设备安 装的水平位置等。特别是在测垂直度时,磁性水平仪可以 吸咐在垂直工作面上,不用人工扶持,减轻了劳动强度, 避免了人体热量辐射带给水平仪的测量误差。
水平仪测量直线度[1]
![水平仪测量直线度[1]](https://img.taocdn.com/s3/m/eb7af0bb0912a216147929a6.png)
Δ= n i L = 3.44 ×0.02/1000 ×200=0.014mm
AB 即 n 为该导轨的最大误差格数。
误差格数n和直线度误差Δ的计算方法:
ΔOBE ∽ΔOCD,根据相似三角形的性质,可以求出BE的长度。 BE / CD = OE / OD,所以: BE = CD×OE / OD = 1.5×3/8 = 0.56格,既 : n = AB = AE – BE = 4 – 0.56 = 3.44格,直线度误差值为:
水平仪测量导轨铅垂平面内直线度的方法
1、用一定长度的垫铁安放水平仪,不能直接将水平 仪安放在导轨被测表面上。
2、将水平仪置于导轨中间,调平导轨。 3、将导轨分为若干断,其长度应与垫铁长度相适应。 然后从左向右,依次首尾相连逐段测量导轨,按上面水 平仪的读法进行读数,逐一进行记录。
4、将记录的数据,逐点累积绘制出导轨在铅垂平面 内的直线度误差。然后计算出误差格数n ,Δ= n × i × L 其中i 为水平仪的精度, L为垫铁的长度。
水平仪
测量面
"
水平面
每误差一格所产生的角度误差为4" ,所以
1000×tg4" ≈ 0.0194≈0.02mm 所以该水平仪的精度 i = 0.02/1000
框式水平仪的工作原理 水泡
水平仪
200
测量面
"
水平面
当水平仪误差一格时,在200毫米处所产生的 误差为0.004毫米 ,即:
0.02mm×200÷1000=0.004mm
1200~~1400mm误差为0格,按下图绘制:
1400~~1600mm误差为-0.5格,按下图绘制:
绘制的过程演示
误差读数依次为: +1、 +1、+2、0、-1、-1、0、-0.5
AB 即 n 为该导轨的最大误差格数。
误差格数n和直线度误差Δ的计算方法:
ΔOBE ∽ΔOCD,根据相似三角形的性质,可以求出BE的长度。 BE / CD = OE / OD,所以: BE = CD×OE / OD = 1.5×3/8 = 0.56格,既 : n = AB = AE – BE = 4 – 0.56 = 3.44格,直线度误差值为:
水平仪测量导轨铅垂平面内直线度的方法
1、用一定长度的垫铁安放水平仪,不能直接将水平 仪安放在导轨被测表面上。
2、将水平仪置于导轨中间,调平导轨。 3、将导轨分为若干断,其长度应与垫铁长度相适应。 然后从左向右,依次首尾相连逐段测量导轨,按上面水 平仪的读法进行读数,逐一进行记录。
4、将记录的数据,逐点累积绘制出导轨在铅垂平面 内的直线度误差。然后计算出误差格数n ,Δ= n × i × L 其中i 为水平仪的精度, L为垫铁的长度。
水平仪
测量面
"
水平面
每误差一格所产生的角度误差为4" ,所以
1000×tg4" ≈ 0.0194≈0.02mm 所以该水平仪的精度 i = 0.02/1000
框式水平仪的工作原理 水泡
水平仪
200
测量面
"
水平面
当水平仪误差一格时,在200毫米处所产生的 误差为0.004毫米 ,即:
0.02mm×200÷1000=0.004mm
1200~~1400mm误差为0格,按下图绘制:
1400~~1600mm误差为-0.5格,按下图绘制:
绘制的过程演示
误差读数依次为: +1、 +1、+2、0、-1、-1、0、-0.5
《水准仪使用》PPT课件
水准仪
水准仪的测量原理 利用水准仪提供一条水平 视线,借助于带有刻度的 标尺来测量地面两点之间 的高差,从而由高差和已 知点的高程推算未知点的 高程。如右图所示。
H AB
水准仪
水准仪的操作:水准仪的基本操作程序包括安置仪器、粗 略整平、瞄准水准尺、精平和读数等操作步骤。 分述如 下: 1.安置水准仪 打开三脚架并使高度适中,目估使架头大致水平,检查 脚架腿是否安置稳固,脚架伸缩螺旋是否拧紧,然后打开 仪器箱取出水准仪,置于三脚架头上用连接螺旋将仪器牢 固地固连在三脚架头上。
水准仪
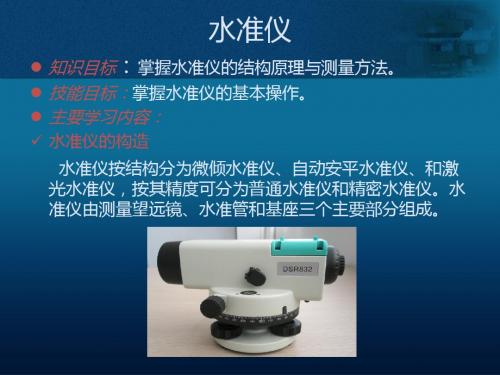
知识目标:掌握水准仪的结构原理与测量方法。 技能目标:掌握水准仪的基本操作。 主要学习内容: 水准仪的构造 水准仪按结构分为微倾水准仪、自动安平水准仪、和激 光水准仪,按其精度可分为普通水准仪和精密水准仪。水 准仪由测量望远镜、水准管和基座三个主要部分组成。
水准仪
水准仪的主要部件:瞄准镜、物镜、望远镜微动螺旋、制 动螺旋、目镜、长水准管、园水准器、脚螺旋、对光螺旋 、微倾螺旋等。
水准仪
4.精平与读数 1)眼睛通过位于目镜左方的符合气泡观察窗看水准管气泡 ,右手转动微倾螺旋,使气泡两端的像吻合,即表示水准 仪的视准轴已精确水平。这时,即可用十字丝的中丝在尺 上读数。现在的水准仪多采用倒像望远镜,因此读数时应 从小往大,即从上往下读。先估读毫米数,然后报出全部 读数。 2)精平和读数虽是两项不同的操作步骤,但在水准测量的 实施过程中,却把两项操作视为一个整体;即精平后再读 数,读数 后还要检查管水准气泡是否 完全符合。只有这样,才能 取得准确的读数。
水准仪
2.粗略整平 粗平是借助圆水准器的气泡居中,使仪器竖轴大致铅的移动方
向与左手大拇指运动的方向—致。
水平仪实验共37页PPT

指标线
10
—
5 0
μ
+
5
10
—
10 5
0μ
+
5
10
(a)
( b)
`
Wang chenggang
实验步骤
1 根据被测圆柱工件(或塞规)的基本尺寸选择相应精度的量块 尺寸,将量块置于工作台上进行仪器零位调整;
2 将被测圆柱形工件放在工作台上,保持圆柱下母线紧贴台面, 然后慢慢在测量头下滚动,从标尺上找到读数的最大值,即为所 测部位的实际偏差。按此法分别测出两个截面和两个方向(相差 90)的实际偏差,记入实验报告表内。
`
Wang chenggang
`
Wang chenggang
`
Wang chenggang
仪器标尺零位的调整
细调节:松开紧固螺钉,转动调节凸轮,直到在目镜中观察到
刻度尺像与指标线(μ虚线)接近为止(如图a ),然后拧紧
螺钉。
微调节:转动螺钉,使刻度尺的零线影像与μ指标线重合(如图b)
然后压下测杆提升杠杆数次,如零线偏移,通过微调再次对准零位。
`
Wang chenggang
图1
图2
如图1所示。当桥板的两接触点所组成的连线相对于水平面偏斜时, 气泡偏离水准器中心,两半象段错开(如图2),此时可移动刻度 盘将合像水平仪重新调平,使气泡两半象段对齐,然后通过读数系 统和刻度盘,即可确定测量值。用合像水平仪所测量的每个读数也 仅反映两端接触点的相对高度差,而被测表面的直线度误差,还需 通过逐点依次测量及数据处理才能获得结果。
的物镜。
测量时,须先估测工件表面粗 糙度Rz数值的范围,然后按下表 选择相应的物镜放大倍数。