试生产记录
试生产检验记录表
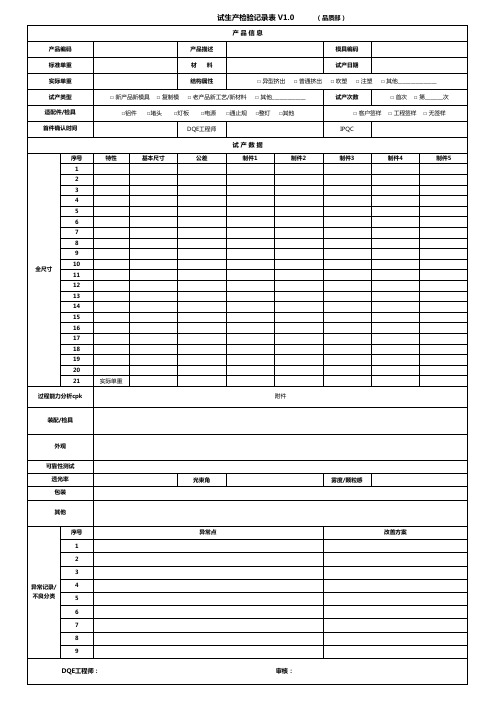
□ 新产品新模具 □ 复制模 □ 老产品新工艺/新材料 □ 其他_____________
试产次数
□ 首次 □ 第_______次
□铝件 □堵头 □灯板 □电源 □通止规 □整灯 □其他
□ 客户签样 □ 工程签样 □ 无签样
DQE工程师
IPQC
特性
基本尺寸
试产数据
公差
制件1
制件2
制件3
制件4
制件5
实际单重
产品编码 标准单重 实际单重 试产类型 适配件/检具 首 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
过程能力分析cpk
试生产检验记录表 V1.0
产品信息
(品质部)
产品描述
模具编码
材料
试产日期
结构属性
□ 异型挤出 □ 普通挤出 □ 吹塑 □ 注塑 □ 其他_______________
附件
装配/检具
外观
可靠性测试 透光率 包装
其他
异常记录/ 不良分类
序号 1 2 3 4 5 6 7 8 9
DQE工程师:
光束角 异常点
雾度/颗粒感 改善方案
审核:
4.05-1 试生产状况总结会议
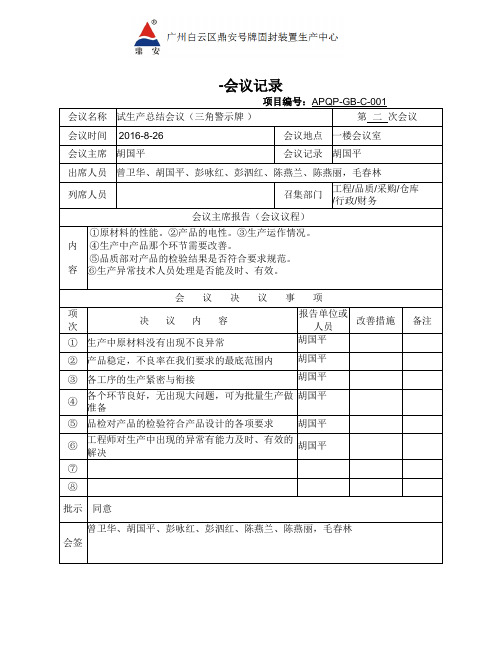
-会议记录
项目编号:APQP-GB-C-001
会议名称试生产总结会议(三角警示牌)第二次会议会议时间 2016-8-26 会议地点一楼会议室
会议主席胡国平会议记录胡国平
出席人员曾卫华、胡国平、彭咏红、彭泗红、陈燕兰、陈燕丽,毛春林
列席人员召集部门工程/品质/采购/仓库/行政/财务
会议主席报告(会议议程)
内容
①原材料的性能。
②产品的电性。
③生产运作情况。
④生产中产品那个环节需要改善。
⑤品质部对产品的检验结果是否符合要求规范。
⑥生产异常技术人员处理是否能及时、有效。
会议决议事项
项次决议内容
报告单位或
人员
改善措施备注
①生产中原材料没有出现不良异常胡国平
②产品稳定,不良率在我们要求的最底范围内胡国平
③各工序的生产紧密与衔接胡国平
④各个环节良好,无出现大问题,可为批量生产做
准备
胡国平
⑤品检对产品的检验符合产品设计的各项要求胡国平
⑥工程师对生产中出现的异常有能力及时、有效的
解决
胡国平
⑦
⑧
批示同意
会签
曾卫华、胡国平、彭咏红、彭泗红、陈燕兰、陈燕丽,毛春林。
试制生产前准备状态检查记录表--18.1.23G1
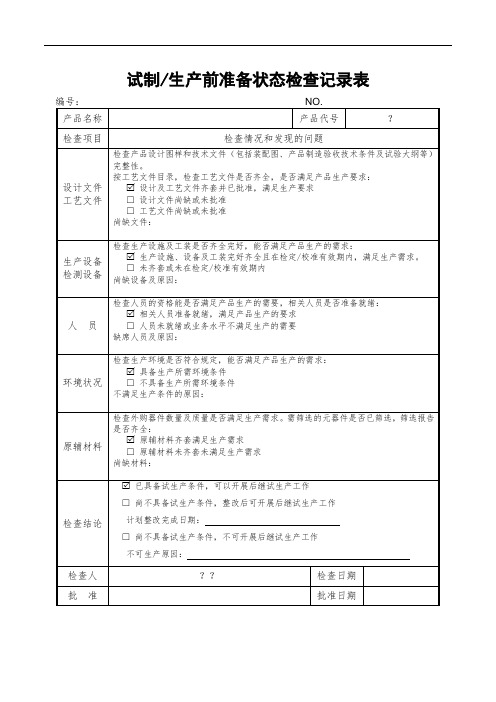
检查结论
已具备试生产条件,可以开展后继试生产工作
☐尚不具备试生产条件,整改后可开展后继试生产工作
计划整改完成日期:
☐尚不具备试生产条件,不可开展后继试生产工作
不可生产原因:
检查人
??
检查日期
批 准
批准日期
☐工艺文件尚缺或未批准
尚缺文件:
生产设备
检测设备
检查生产设施及工装是否齐全完好,能否满足产品生产的需求:
生产设施、设备及工装完好齐全且在检定/校准有效期内,满足生产需求。
☐未齐套或未在检定/校准有效期内
尚缺设备及原因:
人 员
检查人员的资格能是否满足产品生产的需产品生产的要求
☐人员未就绪或业务水平不满足生产的需要
缺席人员及原因:
环境状况
检查生产环境是否符合规定,能否满足产品生产的需求:
具备生产所需环境条件
☐不具备生产所需环境条件
不满足生产条件的原因:
原辅材料
检查外购器件数量及质量是否满足生产需求。需筛选的元器件是否已筛选,筛选报告是否齐全:
原辅材料齐套满足生产需求
☐原辅材料未齐套未满足生产需求
试制/生产前准备状态检查记录表
编号:NO.
产品名称
产品代号
?
检查项目
检查情况和发现的问题
设计文件
工艺文件
检查产品设计图样和技术文件(包括装配图、产品制造验收技术条件及试验大纲等)完整性。
按工艺文件目录,检查工艺文件是否齐全,是否满足产品生产要求:
设计及工艺文件齐套并已批准,满足生产要求
☐设计文件尚缺或未批准
新产品试生产记录
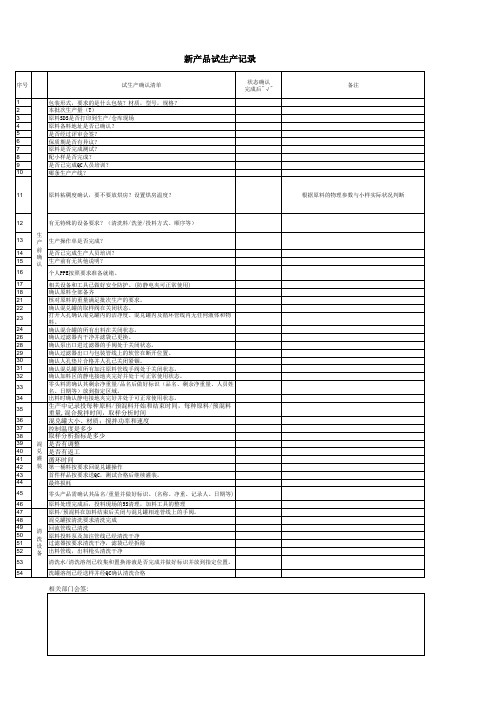
状态确认 完成后"√"
11
原料粘稠度确认,要不要放烘房?设置烘房温度?
12
有无特殊的设备要求?(清洗料/洗釜/投料方式、顺序等)
生 13 产 生产操作单是否完成?
14 15
前 确 认
是否已完成生产人员培训? 生产前有无其他说明?
16
个人PPE按照要求准备就绪。
17
相关设备和工具已做好安全防护。(防静电夹可正常使用)
36
混兑罐大小、材质;搅拌功率和速度
37
控制温度是多少
38
取样分析指标是多少
39 混 是否有调整
40 兑 是否有返工
41 灌 循环时间 42 装 第一桶料按要求回混兑罐操作
43
首件样ห้องสมุดไป่ตู้按要求送QC,测试合格后继续灌装。
44
最终损耗
45
零头产品需确认其品名/重量并做好标识。(名称、净重、记录人、日期等)
54
洗罐溶剂已经送样并经QC确认清洗合格
相关部门会签:
备注 根据原料的物理参数与小样实际状况判断
18
确认原料全部备齐
21
核对原料的重量满足批次生产的要求。
22
确认混兑罐的取样阀在关闭状态。
23
打开人孔确认混兑罐内的洁净度、混兑罐内及循环管线内无任何液体和物 料。
24
确认混合罐的所有出料在关闭状态。
26
确认过滤器内干净并滤袋已更换。
28
确认泵出口进过滤器的手阀处于关闭状态。
29
确认过滤器出口与包装管线上的软管在断开位置。
新产品试生产记录
序号
1 2 3 4 5 6 7 8 9 10
试生产确认清单
试生产情况总结报告
试生产情况总结报告上海元邦化工制造有限公司新建二期厂房项目试生产情况总结报告上海元邦化工制造有限公司新建二期厂房(仓库)项目在通过危险化学品建设项目设立安全审查之后,各项安全设施与主体工程同时设计,安全设施设计报请上海市安全生产监督管理局审查之后,获得《关于上海元邦化工制造有限公司新建二期设立设施审查的批复》(沪安监管项设复(2010)第284号),安全设施委托有相应资质的单位与主体工程同时施工,并委托有相应资质的单位对各项施工过程进行严格而又全面的监理,工程基本上是按照设计文件规定的内容和标准完成。
上海元邦化工制造有限公司新建二期仓库在施工、安装竣工后~均按照国家有关规范、标准和生产工艺的要求,工厂二期仓库工程全部装置进行了联动试车,进行了以水、空气等为介质进行的耐压、以及严密性等调试检验,设备和管道系统的内部处理及耐压试验、严密性试验合格,通过了相应的检查、检验、调试,全部性能和制造、安装质量可靠,编写有相应调试记录,电气系统和仪表装置的检测、自动控制系统、联锁保护及报警系统等基本符合设计文件的规定,在建设项目工程竣工验收合格后,和施工单位按规定内容进行了交接工作。
在各项检测、检验、培训(所有主要负责人、安全管理人员、仓库人员、以及其他操作人员均接受过相应主管部门的培训,并经考核合格后持证上岗、仓库作业人员上岗前都进行了严格的安全培训和教育(入厂三级安全教育、岗前培训、化学品安全技术说明书的学习等))准备工作到位后,编写了试生产方案,该建设项目试生产方案在2010年7月27日报请上海市安全生产监督管理局批复备案,并在采取有效安全生产措施后,公司二期工程各个仓库主体工程、辅助工程和储存场所的设备和设施于2011年3月15日至2011年06月15日进行了三个月的试生产。
在试使用期间,严格执行各项安全管理制度和操作规程,与试使用相关的各仓库装置、辅助系统统筹兼顾、首尾衔接、同步试车;所有安全设施与主体生产装置同步试车;机械、电气、仪表等操作人员紧密配合、协调工作,及时做好信息沟通,并做好测定数据的记录。
【ISO9001表格记录】 7.1-15试生产过程记录表
装
4
包装方式?(是否为 专用)
检
5
每箱包装数量?
验 6 包装设计是否合理?
备注:当 检查责任
7
包装作业指导内容是 否合理?
包装检验合格数
不合格数
结论
□合格通过 □让步通过
□不通过
——
□合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过 □合格通过 □让步通过 □不 通 过
—— 文件编号: QR7.1-15
备注
8
夹具和产品组装是否 干涉?
组
9
产品翻边是否均匀、 到位?
10
是否有带合格证的检 具(最后工序)?
装
11
检具检验是否好检, 是否合理
12
作业指导书、目视卡 规定内容是否合理?
13
操作人员作业是否熟 练?
14
操作人员是否熟悉工 艺及质量要求?
15
其他项目
组装合格数
1 产品是否需要喷漆
喷
2 产品是否有防尘罩?
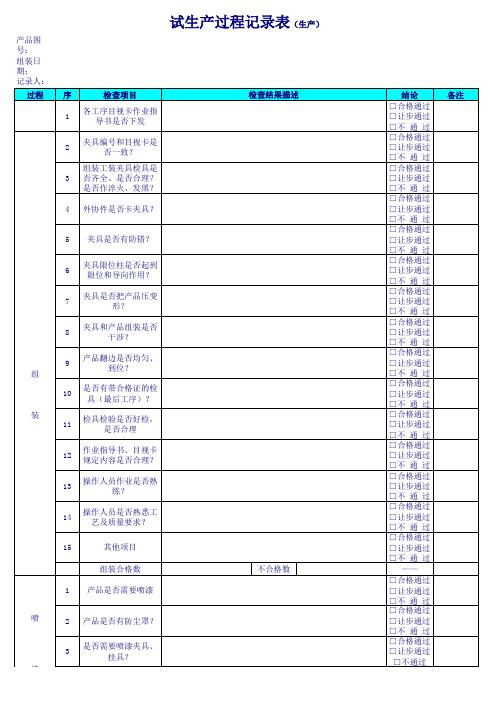
产品图 号: 组装日 期: 记录人:
过程
序
检查项目
1
各工序目视卡作业指 导书是否下发
试生产过程记录表(生产)
检查结果描述
2
夹具编号和目视卡是 否一致?
组装工装夹具检具是 3 否齐全、是否合理?
是否作淬火、发黑?
4 外协件是否卡夹具?
5 夹具是否有防错?
6
夹具限位柱是否起到 限位和导向作用?
7
夹具是否把产品压变 形?
试生产情况报告范文
3×160kt/a硫精砂制硫酸装置(第一期1×160kt/a)建设项目试生产情况报告2011年11月30日3×160kt/a硫精砂制硫酸装置(第一期1*160tk/a)项目试生产情况报告贵州省大方润丰化工有限公司3×160万吨/年硫铁矿制酸装置一期生产线从2009年3月1日开始破土动工,进行场平,2009年7月30日场平工程完工,09年8月1日开始,土建施工,2009年12月,制酸项目主要装置厂房、基础土建工程完工。
从2010年7月起系统的非标设备沸腾炉、干吸塔、酸循环槽、转化器、换热器等进入制作;2110年10月各工段设备进入安装,2010年10月2日余热锅炉安装施工,2010年1月安装完毕。
2010年10月10日,发电及高低压配电装置及其安全设施的施工,2台型号为QZ10T-16.5m A6电动双梁抓斗桥式起重机2010年11月2开工,其他设备也基本同步进行安装施工。
2010年12月底土建,设备安装进入尾声。
到2011年2月底所有工程基本完工。
2011年3月,请贵州省南方电网公司毕节地区大方县供电分局生产技术所,对我公司的电气设备设施进行检测后,出具了电气安全设施检测报告。
2011年 3月23日开始试车运行。
试车时间为:2011年3月23日到2011年6月20日。
我公司在试运行期间,因所用原料硫精砂严重短缺而中途发生两次逼迫停产,到9月26日又恢复正常的试生产。
全厂主要设备试车调试情况如下:2011年2月1日10KV总降站带电。
2011年2月20日河边抽水站水泵进入试车,之后各车间设备相继进行单体、联动试车。
2011年2月27日沸腾炉点火烘炉开始。
至3月10日硫酸转化器烘炉结束,整个硫酸设备安装工程基本结束,进入单机试车程序,同时转化进入装填触媒,沸腾炉进入装填固定层。
2010年3月5日余热锅炉煮炉,对锅炉的本体水压试验、经过72小时整体试验检查后,无异常。
项目调试试生产工作内容

项目调试试生产工作内容
项目调试试生产工作内容包括以下几个方面:
1. 制定试生产方案:在试生产前,需要制定详细的试生产方案,包括试生产的目标、范围、时间、资源、安全等方面的安排。
2. 准备试生产物资:根据试生产方案,准备所需的试生产物资,包括原料、设备、工具、化学品等。
3. 检查设备设施:在试生产前,需要对所有的设备、设施进行检查,确保其处于正常状态,能够满足试生产的要求。
4. 组织人员培训:对参与试生产的人员进行培训,包括操作技能、安全知识等方面,确保他们能够胜任试生产工作。
5. 进行试生产操作:按照试生产方案,进行试生产操作,并对试生产过程进行监控,记录相关数据和情况。
6. 评估试生产效果:根据试生产数据和情况,对试生产效果进行评估,包括产品质量、生产效率、安全环保等方面,并提出改进意见和建议。
7. 调整和完善试生产方案:根据试生产评估结果,对试生产方案进行调整和完善,为正式生产做好准备。
总之,项目调试试生产工作需要全面考虑和安排,确保试生产的顺利进行,并为正式生产打下坚实的基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.共浇注351件,合格340件,不合格11件:3件砂眼、4件浇不足、4件掉齿。
编制:
审核:
批准:
30
料位高度
80
反板位置mm
850
压型器压力bar
4
喷分型剂(次/型)
1
型
砂
混
制
紧实率%
34
水分%
3.0
透气性
100
抗压强度MPa
0.16
型砂含泥量%
10
有效土含量%
8
粒度
70/140
烧灼减量%
2.0
熔化及浇注
化
学
成
分
C%
Si%
Mn%
P%
S%
CE
3.36
1.85
0.85
0.08
0.09
4.0
熔化温度℃
名称
批号
图号
规格
数量
350
模具号
模
板
铸
型
PP板厚度mm
32
SP板厚度mm
28
每型铸件数
6
PP型高度mm
24
SP板高度mm
24
下芯要求
无
单重kg
1.325
全模重kg
10.25
出品率%
82%
造
型
机
参
数
射砂压力bar
4.0
压实压力bar
2.0
射砂时间s
2
砂型厚度mm
240
造型速度S
7
型腔深度mm
合型压力bar
1530
一次包内孕育
0.2-0.3%
每包重量Kg
600
出炉温度℃
1520
球化剂加入量
/
球化反应时间s
/
浇注温度℃
1400-1420
浇注时间s
7/每件
冷却时间min
40
二次包内ቤተ መጻሕፍቲ ባይዱ育
0.2-0.3%
随流孕育
/
后清理
1.清理流程:冷却皮带→冷却滚筒→冒口分离→滚筒抛丸→选别打磨→二次清理
2.抛丸时间:15分钟;钢丸粒度:Φ1.2mm。