模具验收单
压铸模具验收单
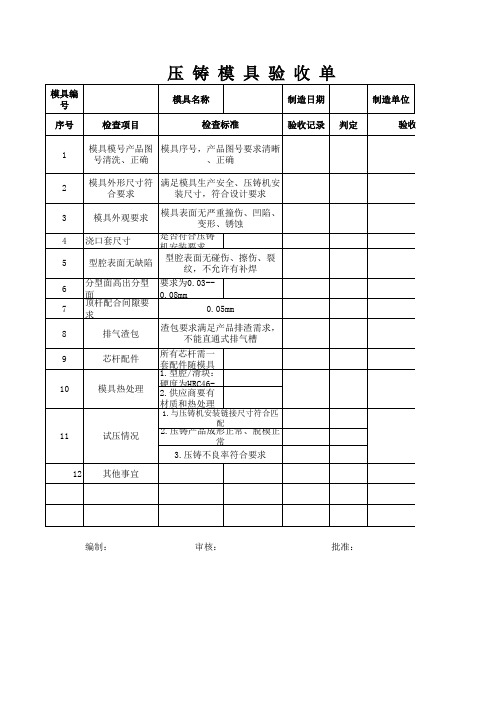
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
模具验收自检清单

模具类型两板模三板模热流道气辅产品生产方式全自动半自动机械手S 45CS 50C进口2738进口2738H H进口P 20进口P 20H H国产P 20进口718H HN A K 80S K D 61S K D 1123448402T 10C r 12青铜铍铜氮化淬火渗碳模具信息铭牌热流道铭牌水路铭牌铭牌安装位置正确外观喷蓝色漆水路标记吊环螺纹标记油路标记模板基准角符号是否开撬模槽是否有垃圾钉各模板顺序号模架所有边倒角模仁周边倒角各模板零件编号外露电线保护吊环孔位置满足标准要求模具安装有方向要求模具强度足够支撑柱位置合理支撑柱数量足够油缸强度足够油缸限位开关顶针板限位开关有辅助定位块模具平衡块吊模孔大小合理滑块下有顶针模具是否有先复位机构无凹坑无绣迹无尖角干净、整洁大分型面有壁空图纸要求皮纹出模抛光图纸要求皮纹出模抛光镜面喷砂火花纹镜面喷砂火花纹动模:模具验收自检清单模具材料模具外观模具强度分型面斜顶耐磨块成型周期:秒压块导向块表面要求定模:顶针模架定模仁动模仁镶件滑块浇口套公司名称:项目名称:产品名称:塑料名称/牌号:模具数量:模具寿命: 万次图纸版本:验收时间:图纸编号:项目工程师:产品编号:材料收缩率: ‰模具穴数:模具验收自检清单成型周期:秒公司名称:项目名称:产品名称:塑料名称/牌号:模具数量:模具寿命: 万次图纸版本:验收时间:图纸编号:项目工程师:产品编号:材料收缩率: ‰模具穴数:外观面有无分模线抛光满足产品要求直接浇口侧浇口扇型浇口潜伏式浇口点浇口针阀式香蕉浇口进胶是否平衡流道、浇口抛光浇口位置合理,不影响外观三板模A板与脱料板之间有弹簧YUDO(柳道万和)Syventive(圣万提)其他品牌是否有隔热板圆顶针扁顶针司筒针推板顶出顶块顶出两次顶出油缸顶出斜顶气顶顶出复位顺畅模具有EGP 顶出距离足够水路充分、畅通、均匀铍铜冷却水路密封可靠斜顶冷却镶件冷却滑块冷却热流道有单独冷却水路水路位置合理水路内部无铁屑所有滑块都有限位弹簧限位承重力足够抽芯距离足够滑块上是否有顶针斜导柱固定长度足够油缸锁紧结构滑块结构合理可靠大滑块有中间导轨压板是否有定位销斜顶顶面低于模仁面斜顶导向块是否有定位销斜顶角度设计合理模架是否有斜顶拆卸孔分型面开排气槽流道开排气槽导套开排气槽排气槽足够排气槽深度合理产品无飞边完全按照图纸要求刻字刻字位置不影响产品的外观和装配完全按照客户标准刻字刻字内容和位置得到客户的书面认可日期章采用圆形标准件日期章采用表格3D确认2D确认模流分析2D总成图满足客户要求模具3D和2D数据刻盘提供给客户总成图按1:1比列打印提供给客户提供给客户存档的数据为最终版本的数据刻字模具设计确认浇注系统热流道顶出系统客户存档冷却系统滑块斜顶排气模具验收自检清单成型周期:秒公司名称:项目名称:产品名称:塑料名称/牌号:模具数量:模具寿命: 万次图纸版本:验收时间:图纸编号:项目工程师:产品编号:材料收缩率: ‰模具穴数:验收人:。
模具验收记录单

日期
第3页 共页
制造商
实际情况
可接受√ 不接受×
LOGO
模具验收记录单
模具编号
检查项目 序号
热
12
流道
系统
13
1
2
3
4 5 6
7
成
型
8
部
分
9
、
10
分
11
型
面
12
、 排
13
气
14
槽
15
16
17
18 19 20 21 22 1
油
2
路
3
系
4
统
5
6
其
1
他
2
签字
产品图号
标准
产品名称
热流道安装板上是否开设溢水槽(从天侧贯穿到地侧)
油路、气道是否顺畅,并且液压顶出复位到位。
复位弹簧是否选用标准件,两端不打磨、割断。复位弹簧安 装孔底面是否为平底,安装孔直径比弹簧大5mm
直径超过¢20mm的弹簧内部是否有导向杆,导向杆比弹簧长 10—15mm
弹簧是否有预压缩量,预压缩量为弹簧总长的10%—15%
外置弹簧是否加装保护套。
复位弹簧的数量是否符合合同要求。
产品名称
标准
滑动部件是否涂黄油
浇口套进料口是否用黄油堵死
模具(3D\2D)产品图纸、模具结构图纸、水路图纸、装箱单 、电子文档等其他要求的资料是否提供齐全,是否刻录光 盘,是否与模具实物加工一致
备品、备件易损件是否齐全并附明细,有无供应商名称。
是否按要求提供备件;
模具是否用薄膜包装。
模具装箱单物品是否齐全,摆放安全可靠.
型腔抛光到位(按合同要求)
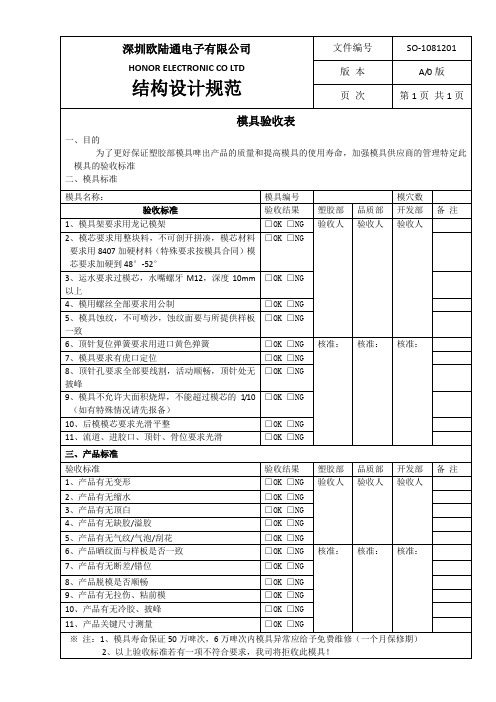
模具验收表
品质部
开发部
备注
1、模具架要求用龙记模架
□OK□NG
验收人
验收人
验收人
2、模芯要求用整块料,不可剖开拼凑,模芯材料要求用8407加硬材料(特殊要求按模具合同)模芯要求加硬到48°-52°
□OK□NG
3、运水要求过模芯,水嘴螺牙M12,深度10mm以上
□OK□NG
4、模用螺丝全部要求用公制
□OK□NG
5、模具蚀纹,不可喷沙,蚀纹Байду номын сангаас要与所提供样板一致
□OK□NG
6、顶针复位弹簧要求用进口黄色弹簧
□OK□NG
核准:
核准:
核准:
7、模具要求有虎口定位
□OK□NG
8、顶针孔要求全部要线割,活动顺畅,顶针处无披峰
□OK□NG
9、模具不允许大面积烧焊,不能超过模芯的1/10(如有特殊情况请先报备)
□OK□NG
□OK□NG
6、产品晒纹面与样板是否一致
□OK□NG
核准:
核准:
核准:
7、产品有无断差/错位
□OK□NG
8、产品脱模是否顺畅
□OK□NG
9、产品有无拉伤、粘前模
□OK□NG
10、产品有无冷胶、披峰
□OK□NG
11、产品关键尺寸测量
□OK□NG
※注:1、模具寿命保证50万啤次,6万啤次内模具异常应给予免费维修(一个月保修期)
2、以上验收标准若有一项不符合要求,我司将拒收此模具!
深圳欧陆通电子有限公司
HONOR ELECTRONIC CO LTD
结构设计规范
文件编号
SO-1081201
版本
A/0版
页次
模具验收清单

SHS SHS--QR QR--EAD EAD--031验模清单 Tooling Tooling Check CheckList 模号Tooling Tooling No.:No.: 产品名称Part Part Name:Name:Inspector 检测员: Date 日期:Moulding MouldingSection 注塑部检验事项NoDescription 检查内容Date Acc Not acc Remark1Is cooling systemfunctions normally without leaking 模具在注塑成型时,运水有无漏水,是否正常2Are cavity&core close well 模具在注塑成型时,前后模合模是否顺畅3Are ejection pins/lifters moves back well 模具在注塑成型时,顶针/斜顶/回针回位是否正常4Are sliders work well 模具在注塑成型时,滑块运行是否正常5Cylinders work well without leaking 模具在注塑成型时,油罐运行是否正常/油罐有无漏油6Is tooling runs well in small production trial 小PP 量产时,模具整体运行是否正常Tooling ToolingSection 模具部检验事项No Description检查内容Date Acc Not acc Remark1Locating ring fitting in mould tolerance -0,05mm定位环在模板的配合公差是 -0.05mm 2Locating ring fitting on inj. machine acording to drawing - 0,05mm定位环和注塑机的配合是否依照图纸要求,公差为-3Support blocks and support pillar heigth different 0 + 0,02方铁与支撑柱高度差为0~0.024Is cavity number, recycle code, date clock ore logo according todrawing 型腔编号,回收标志及日期章是否依照图纸要求完成5There may no welding on slider, core, cavity ore other inserts滑块,前后模芯及其他镶件均无烧焊6Hole for eyebolt minimum 2 sides on all plates所有模板上至少有两个吊模孔在上下两边7Lifting bar including hole for eyebolt (length 2 x diameter)吊模条上的吊模孔的深度应是孔径的两倍8Mould outside and surface no damage or rust模具表层是否有损坏及生锈9Mould disassembly corner between every plate每两块模板之间是否有起模角10All guiding bushes and pillars (also ejection plate) easy disassembling.所有的导柱,导套和顶针是否达到容易装配11All screw bolds must be easy turn in and out.所有螺丝必须易于拆装,沉孔避空是否足够12Symbol (1-2-3-and more on all plates) for mould orient模具否有基准标识和模板序号1-2-3等13Symbol (In/out) for cooling connector and number运水是否标有E1或S1及数字编号14Symbol (air) for air pressure and number气压是否标有air 及数字编号Ejection Ejectionsystem 顶出系统15All ejector pins and lifters must be move separate easy in and out所有顶针及斜顶是否顶出及复位顺滑16All ejector pins space off head in return plate 0,01 to 0,05 mm顶针板上顶针的藏头的深度是否为+0.01~0.05mm 17The diam. in return plate for the return pins 0,3 to 0,5 mm bigger回程杆孔比回程杆直径大0.3~0.5mm 18Ejection adaptor length, diameter and connection M according todrawing 拉杆连接器长度直径和连接的镙纹是否依照图纸完成19If ejection adapter D pillar the diameter must be -0,05 to 0,15 mm拉杆连接器直径是否小于底板拉杆孔0-05~0.15mm 20Assembled mould the ejection plate must be move easy in and out模具安装后顶板是否顶出和复位顺利21Ejection plate may not deform顶板是否变形22Ejection back-out switch是否有安装顶针回位开关Cooling CoolingSystem 冷却系统23Is cooling in cavity,core and slider according to the drawing前后模及滑块上的运水是否按图纸要求完成24Are all O-ring (brand type) and is dimension according to standard.密封圈的配合槽是否按标准完成25Water and air leaking test done 运水测试和气压测试是否执行26Are cooling connectors according to order overview运水连接器规格是否按照订单overview的要求Slider滑块27All sliders must move smoothly and removed from sharp edges.所有滑块是否顺滑移动,锋利边是否消除28All guiding areas and wear plate must have grease grooves所有导向的位置和耐磨板是否加工有油槽29All sliders must have position pin (spring bal) and end stop所有滑块是否有波珠定位及限位机构30Place sliders in cavity side, check space between angle pin and hole in 放置滑块在型腔中,检查斜导柱及斜导柱孔是否有干涉31Place sliders in cavity side, angle off slider and preasure block (must be the same)放置滑块在型腔中,斜块与滑块的斜面角度是否一致CoreCore inserts后模镶件32Are all sharp edges must be removed所有锋利边是否消除33All inserts must be numberd so assambling only one way is possible所有镶件是否编号,是否保证组装方法唯一34Texture ore polishing is according to drawing抛光及晒纹是否依照图纸要求CavityCavity inserts前模镶件35Are all sharp edges must be removed所有锋利边是否消除36All inserts must be numberd so assambling only one way is possible所有镶件是否具备编号,是否保证组装方法唯一37Texture ore polishing is according to drawing抛光及晒纹是否依照图纸要求Hardness硬度38Are core ore cavity insert hardened according to drawing前后模镶件的硬度是否依照图纸要求39Are inserts, lifters with guiding blocks hardened according to drawing所有镶件,斜顶和斜顶座的硬度是否依照图纸要求40Are slider, guiding list ore wear plate hardened according to drawing滑块和导向块及耐磨板的硬度是否依照图纸要求41Is sprue bush hardened according to drawing主流道衬套硬度是否按图纸要求Venting排气42Is air vent on PL surface blocked by foreign matter 前后模分型面排气槽是否有杂物,是否堵塞43Is air vent of insert blocked by foreign matter镶件排气槽是否有杂物,是否堵塞44Is air guide groove blocked by foreign matter on mould base模胚引气槽是否有杂物,是否堵塞Data文件资料45Are design drawings complete模具设计图纸是否齐全,有无缺少,46Is there measuring report of sample key dimentions产品重点尺寸测量表有无提供47Is there record of moulding meters成型参数表有无提供48Are easily-weared inserts marked on BOM易损镶件件有无在BOM表上特别标示出49Is there resume of tooling模具履历表是否有提供Package包装50protection for shipment (grease by boot) and (WD 40 by air)模具出口防锈包装(黄油用于海运)(WD40用于空运) 51mould fixed in box poly bag not damage模具是否固定在包装箱内,包装袋是否损坏OtherOther requirements客户特殊要求NotesNotes 备注。
模具移交验收单

模具移交验收单
版本号:A-0 ;表单编号:
客户名称
模具名称
模具编号
型腔数量
产品图号
序号
移交清单
数量
移交状态
接收状态
1
模具状态
2
模具履历卡
3
顶杆
4
销子
5
推管
6
过程记录
7
8
9
10
Байду номын сангаас
11
12
1.此表单一式两联.经双方签字确认后,第一联由移交部门保留,第二联由接收部门保留;
说 明 2.此表单中接收状态由接收人对移交状态及数量和清单确认无误后进行填写;其余部分均由 移交人填写;
审核
3.此表单必须经双方签字确认并由接收部门主管审核后方可生效.
接收人
移交人
移交日期
模具验收检查清单

模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
模具验收单空白表格

注塑模具完工验收确认表
表单编号:
客户名称 产品名称 产品编号 模具编号
制模组别
模 具 完 工 说 明;
1、模具及所用塑料符合设计要求。 2、模具冷却水路效果是、否良好。 3、模具动作是、否符合生产要求。 4、滑块、斜顶是、否开油槽。 5、滑动、转动零部件是、否热处理 6、模具要求先复位是、否有保护装置。 7、产品是、否有错位。 8、产品是 、9、否产有品披是峰、否有烧焦现象。 10、模具是、否有排气槽。 11、产品是、否已交客户确认OK。 12、模具是、否可以批量生产。 13、模具是、否可以移交注塑部。
模具全面 评估:
职能部门判定及签名
□是 □否 设计
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 注塑
□是 □否 □否 注塑
□□小是量□□否大 □是量□否
注塑 注塑 注塑
客户意见说 明:
塑料车间负 责人:
日期:
业务员: 批准: