新工装模具验收单
模具验收单 范本

冲压科 承认 担当
第二批量注番
加工日期
生产数量
最终评价:
事业部
成本管理部 技术开发部
欧达可电子(深圳)有限公司
管理No.CG-1-015(B)
门 担当 受付
模具验收单(冲压模)
金型提供方 □社内模具部制作 □外协厂商制作(厂商名称: 金型名称 验收内容 部品材质 厚(T)×宽(W)×步距(P)×比重(ρ) 材料规格 金型取数 生 产 条 件 部品净重 3.5 Cav g/模 g/模 秒/pcs 吨 落料 机送 冲剪油 / / / / 资 料 金 型 规 格 单边刃口间隙 落料斜度 模高 金型主加工 金型尺寸 2D图档 3D图档 组立图 部品图 组件清单 样品 型检数据 金型保管证 / (L)× 有 有 有 有 有 有 □有 有 □是 □是 □是 □是 □是 □是 技术开发部 承认 PCS ) PCS ) 量 产 评 价 担当 / 3 170 刃口有效长度 卸料板间隙 固定方式 金型设计寿命 (W)× 模架材质 主板材质 A3 SKD11 入子材质 冲头材质 品番 □客供金型(客户名称: ) □其它( 制作图号
) )
SKD11 SKD11 / / 螺丝固定 / (H)mm □无 无 □无 □无 □无 □无 无 □无 □否 □否 □否 □否 □否 □否 模具科 承认 担当
材料投入量 0.67 机器转速 机器吨位 出料方式 送料方式 机器用油 冲头 /
备 品 备 件
入子 垫片 其它
1、连续正常生产时,有无异常现象。 2、是否达到设计要求。 金 型 状 态 3、尺寸、外观、形状 是否安定,不良率是否正常0.1%以下。 4、上下模配合是否吻合,卸料板与导柱配合是否顺畅。 5、模具整体制作是否合理,精良。 6、冲头、入子是否磨损。 技术开发部判定: □合格 □需量产判定 ( □ 1批量数量 ( □ 2批量数量 量 产 情 况 第一批量注番 加工日期 生产数量
五金模具验收流程和表格
*工装模具安全性: □好□需警示标志 □危险
*工装模具实用性: □好□一般 □需改进
*工装模具完整性: □完整□不完整
*工装模具外观质量: □好 □一般 □需改进
*加工精度是否达到要求: □是□小部分不符 □大部分不符
*按要求做热处理及其他表面处理:□是□小部分不符 □大部分不符
毛刺、飞边情况: □无毛刺飞边 □少量的□严重
有无影响产品装配的毛刺、飞边: □无□少量,可接受□严重,不可用
对于维修、更改的工装模具
*维修、更改处是否符合要求: □是□否
*零部件装配是否齐全: □是□否
*其他部位有无的损伤: □有□无
*模具导柱有无打油□有□无
*模具有无打防锈油□有□无
*模具零部件及螺丝有无损坏与松动□有□无
产品型号、名称
零部件名称、图号
工装名称
工装编号
类 型
□塑料模 □冲压模 □工装夹具 □其他
试模设备名称
试模设备型号
试模日期
试模状况
工装模具情况:
*工装模具结构合理性: □合理□一般 □不合理
*工装模具可操作性: □好□一般 □需改进
*工装模具安全性: □好□需警示标志 □危险
*工装模具实用性: □好□一般 □需改进
验证模具生产使用状况、材质、结构、加工精度等等(按模具制作的验收标准及模具合约)
模具制造部:年月日
产品评审
验证验收
结论
公司领导:年月日
浙江正泰建筑电器有限公司
产品实物检测记录表
产品型号
零件名称
零件图号
型腔数
材 料
送检数
抽 检 数
模具编号
模具验收报告-适用模具回厂
1.4.6 导板厚度不允许配磨,采用5mm调节垫板的形式
1.4.7 材料是否正确配对(铸铁-铜/铸铁-钢/铜-钢)
1.4.8 槽式导向的导板要考虑反侧措施
1.4.9 上下模导向是否考虑了强制防误装措施
1.5 模具存放、行程限位、安全保护(所有模具都必须有存放块)
1.5.1 位置是否正确,对应位置模体强度
2.5 预冲孔/预切边/工艺切口
2.5.1 废料通过管道、滑槽直接排出模外,原则上不允许采用废料抽屉形式 2.5.2 各相关部件应方便拆卸,各刃口须采用镶块或镶套形式,不得直接在铸件上做出
3.剪切、翻边(落料、切边翻边和冲孔)
3.1 刀块(包含所有切边及翻边刀块)
3.1.1 切刀间隙符合标准,凸凹模之间不允许有发黑,发亮及刀口啃咬迹象 3.1.2 镶块间距符合标准,单块重量超过十公斤必须作吊装螺纹 3.1.3 刃口拼块与固定螺钉、销钉应符合设计要求 3.1.4 刃口和侧刃宽度符合标准要求 3.1.5 侧刃悬刀量不得大于2mm,铸件刀块在不影响强度的情况下可适当放宽至5mm 3.1.6 侧刃有效高度不得少于15mm,且须与刀块底面垂直 3.1.7 刃口须用油石推光,光洁度符合设计要求 3.1.8 刀块硬度符合设计要求 3.1.9 各上模刀块销钉需要有防脱落措施 3.1.10 刀块底面平面度是否符合要求
号用钢印或磨头刻出 1.5.7 模具两端安全区强度、面积符合设计要求,表面用黄黑色标出
1.6 定位装置
1.6.1 保证坯料和冲压件的精确定位 1.6.2 定位器的规格符合标准、位置、数量和高度应符合设计要求 1.6.3 定位器调节余量,调整空间合理。 1.6.4 定位器上模的对应位置避空间隙应合理,保证强度 1.6.5 定位器工作面应光顺,表面抛光。除工作面和安装面外应涂红色 1.6.6 带有传感器的定位器,应检查传感器功能是否正常。电源线与上模不能有干扰 1.6.7 气动或弹簧式定位器的动作应自如,管道固定应合理,无干扰 1.6.8 采用模腔定位时,模腔与冲压件配合应良好,冲压件放入方便 1.6.9 冲压件放入模腔范围内,其移动量不大于0.5毫米 1.6.10 采用销定位时,不得损伤零件,尽量不利用主副定位孔定位。
进场材料验收单
进场材料验收单
尊敬的各位领导、同事:
今天,我们进行了进场材料的验收工作,以下是验收情况的详细报告:
一、验收时间和地点。
本次进场材料验收工作于2022年10月15日上午9点在工地现场进行。
二、验收人员。
本次验收人员包括项目经理、质量监督员、材料管理员等相关人员。
三、验收内容。
1. 钢筋,经过仔细核对,本次进场的钢筋数量和规格与采购合同一致,无误差。
2. 水泥,对水泥进行了抽样检测,符合国家标准,无任何质量问题。
3. 砂石,砂石的颗粒大小、含泥量等指标均符合要求,可以正常使用。
4. 砖瓦,经过验收,砖瓦的外观完好,无损坏现象,符合使用要求。
5. 沙浆,对沙浆进行了抽样检测,符合施工要求,无任何质量问题。
6. 隔离膜,隔离膜的厚度、质量均符合要求,可以正常使用。
7. 钢材,经过仔细核对,本次进场的钢材数量和规格与采购合同一致,无误差。
8. 其他材料,其他进场材料的验收情况也均符合要求,无任何质量问题。
四、验收结论。
经过本次进场材料的验收工作,所有材料均符合要求,可以正常使用。
在后续
的施工过程中,我们将严格按照验收标准进行使用和管理,确保施工质量和安全。
特此报告。
谢谢!。
模具验收单

嵌件研配是否到位(应用不同的几个嵌件来研配以防嵌件尺寸误差)安放须稳,定位可靠.
5
镶块、镶芯是否可靠定位固定,圆形件有止转。镶块下面不垫铜片、铁片,小镶件不允许烧焊。
6
前后模胶位面是否按要求抛光及晒纹等。(按设计要求)
7
司筒孔、顶针孔均采用Wirecut加工,表面无明显线割纹。
8
插穿部分是否为大于2度的斜度,有无插烧,插穿部分无薄刃结构。
17
滑块的滑动距离是否大于抽芯距2-3 mm,斜顶类似.
18
大型滑块(宽度超过200 mm)锁紧面是否有耐磨板高出0.3-0.5 mm,上面加油槽.
19
滑块压板是否用定位销定位.
20
若制品有粘前模的趋势,后模侧壁是否晒纹或保留火花纹,无加工较深的倒扣,无手工打磨加倒扣筋或麻点.
冷
却
1
冷却水道是否畅通及符合图纸要求。
15
透明件前后模是否抛光至客户要求。
包装
1
模具型腔是否喷防锈油。
2
滑动部件是否涂黄油。
3
浇口套进料口是否用黄油堵死。
4
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
5
模具产品图纸、结构图纸、水路图纸、零配件及模具材料供应商明细、使用说明书、装箱单、电子文档是否齐全。
6
模具外观是否喷漆(客户如有特殊要求,按合同及技术要求)。
3
冷却水嘴按设计要求。
4
冷却水嘴是否有进出标记,进水为IN,出水为OUT、IN、OUT后加须序号,如INI、OUT1。如有特殊要求,以设计要求为准。
5
进出油嘴、进出气嘴是否同冷却水嘴,并在IN、OUT前空一个字符加AIR(气)、OIL(油)。
新工装开发评审单
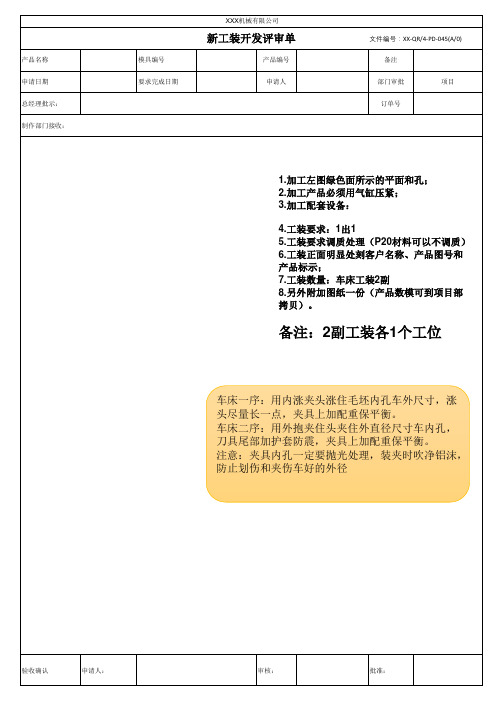
车床一序:用内涨夹头涨住毛坯内孔车外尺寸,涨 头尽量长一点,夹具上加配重保平衡。 车床二序:用外抱夹住头夹住外直径尺寸车内孔, 刀具尾部加护套防震,夹具上加配重保平衡。 注意:夹具内孔一定要抛光处理,装夹时吹净铝沫, 防止划伤和夹伤车好的外径
验收确认
申请人:
审核:
批准:
产品名称 申请日期 总经理批示: 制作部门接收:
模具编号 要求完成日期
XXX机械有限Βιβλιοθήκη 司新工装开发评审单产品编号
申请人
文件编号:XX-QR/4-PD-045(A/0) 备注
部门审批
项目
订单号
1.加工左图绿色面所示的平面和孔; 2.加工产品必须用气缸压紧; 3.加工配套设备:
4.工装要求:1出1 5.工装要求调质处理(P20材料可以不调质) 6.工装正面明显处刻客户名称、产品图号和 产品标示; 7.工装数量:车床工装2副 8.另外附加图纸一份(产品数模可到项目部 拷贝)。
工装夹具验收单

工装夹具验收单
编号:4位年2位月2位日-日为单位01开始顺序号表单编号:ZHLD-JL-6.3-19-C0
供方名称
进厂日期
工装编号
工装名称
□生产夹具□测试治具
工装数量
PCS
使用部门
工装图纸
□供方设计制造□其它
装配调试结果:
□满足使用要求□不能满足使用要求
□其它
验收意见:
□合格□不合格
□其它
此单一式二份,一联存根,二联采购一联
验收人/日期:审核/日期:
深圳市中瀚蓝盾技术有限公司
工装夹具验收单
编号:4位年2位月2位日-日为单位01开始顺序号表单编号:ZHLD-JJ-xx-xx-C0
供方名称
进厂日期
工装编号
FT10生产夹具20测试治具-6位从01开始的顺序号-2位版本号A0开始
工装名称
□生产夹具□测试治具
工装数量
PCS
使用部门
工装图纸
□供方设计制造□其它
装配调试结果:
□满足使用要求□不能满足使用要求
□其它
验收意见:
□合格□不合格
□其它
此单一式二份,一联存根,二联采购二联
工装模具管理表格汇编
工装/模具管理表格汇编目录1.工装/模具履历表2.工装/模具制作申请单3.工装模具采购外协申请单4.工装模具外委加工跟踪单5.工装模具试模申请单6.工装模具验收单7.工装模具检查记录表8.工装模具验收跟踪报告9.工装模具完工验证记录表10.工装模具台帐管理表11.年度工装模具保养计划表12.工装模具领用单13.工装模具维修/保养记录表14.工装模具维修保养计划表15.工装模具维修申请单16.工装模具维修报告单17.工装模具寿命统计表18.易损工装模具更换计划19.工装模具备品备件清单20.工装模具改进申请单21.工装模具借出和归还记录表22.工装模具检具校验报告23.工装/模具更改申请单24.工装模具报废申请单25.工装/模具停用报废单26.设备工装模具封存报废申请单工装/模具履历表工装/模具制作申请单注意:要求申请人提供相关零件和图纸,便于工装设计制作和调试。
工装(模具)采购/外协申请单制定/日期:审核/日期:批准/日期:工装/模具检查记录表注:“√”表示符合,“×”表示不符合,结论栏注明是否可使用,备注栏说明进一步措施,如维修、更换计划等。
检查/日期:审核/日期:工装/模具试模申请单工装/模具完工验证记录表备注:新模试制记录(10件以下均属试制,产品与模具均合格为成功,让步接收为不成功。
)第一次试制□成功□不成功一次试制成功,工时定额按100%计算。
第二次试制□成功□不成功二次试制成功,工时定额按85%计算。
第三次试制□成功□不成功三次及以上试制成功,工时定额按70%计算。
编制/日期:核准/日期:好好学习社区更多免费资料下载: 德信诚培训网工装模具验收单工装/模具外委加工跟踪单外委加工单位:工装/模具名称:图号:编制/日期:审批/日期:更多免费资料下载:德信诚培训网工装、模具台帐责任人:更多免费资料下载:德信诚培训网年度工装模具保养计划表更多免费资料下载:德信诚培训网工装/模具维修保养计划更多免费资料下载:德信诚培训网设备工装模具备品备件清单类别:模具类□工夹具类□设备类□编制: 审核:更多免费资料下载:德信诚培训网工装、模具定期更换计划注:打“√”表示需监控,打“O”表示需注意,打“/”表示不需监控。