催化干气制乙苯装置工业操作方案优化与应用
干气制乙苯装置原料提纯优化改造总结

干气制乙苯装置原料提纯优化改造总结李永强,徐相伟,崔永刚,张 伟(中国石化青岛炼油化工有限责任公司,山东省青岛市266500)摘要:干气法制乙苯以催化裂化装置产生的干气为原料,能有效节省资源,降低乙苯生产的成本,但其最大缺陷是干气中含有较多杂质,干气提纯过程增加了能耗,且对设备的腐蚀较为严重,影响了装置的长周期运行。
通过分析干气中H2S,CO2、乙醇胺、水、丙烯和C+5组分等杂质对装置的影响,采取加装旋分式分液罐、采用高通量脱丙烯塔盘、针对性更换耐腐蚀设备、改造工艺流程、优化操作方案等措施,改造后干气中乙烯体积分数提高10.6%,丙烯体积分数降低65.1%,丙烷体积分数降低50.0%,C3以上组分体积分数降低54.4%,能够有效提升干气处理量9240dam3/a,年节省脱丙烯吸收剂55kt,有效防护H2S,CO2对设备的腐蚀,保障装置的长周期运行。
关键词:干气制乙苯装置 原料提纯 设备腐蚀 乙醇胺 水 丙烯 C+5 第三代气相法制乙苯技术(SGEB)以上游重整装置的苯和催化裂化装置干气(催化干气)中的乙烯为原料,经烷基化反应和烷基转移反应生产乙苯。
由于进料干气中携带大量杂质,如丙烯、H2S,CO2,H2O、碱氮等,随着装置运行,设备的腐蚀情况逐渐严重,装置不得不停工检修或降低负荷维持生产。
某公司乙苯装置于2011年8月建成投产,由于换热器管束腐蚀和杂质积累引起系统压力降增大,于2013年3月和2014年10月两次对换热器管束实施检修清洗。
2015年装置大检修期间部分设备填料及破沫网损坏严重而更换,2017年4月更换了其中一台堵塞严重的换热器管束。
目前工艺采用水洗和脱丙烯系统来处理干气中的杂质,不能满足装置的长周期运行。
2015—2019年运行周期中解吸塔及塔顶冷凝系统出现波动,吸收剂损失严重。
2019年大检修期间对干气提纯系统进行了优化改造。
1 原料性质表1为催化干气部分组成。
催化干气中的H2S,CO2,C+3和夹带的胺液、水等杂质,均会对设备造成一定腐蚀和破坏,影响催化剂使用寿命。
SEB-08催化剂在干气制乙苯装置的工业应用

SEB-08催化剂在干气制乙苯装置的工业应用张振【期刊名称】《广东化工》【年(卷),期】2018(45)3【摘要】Alkylation catalyst SEB-08 is used in the 120kt/a catalytic dry gas production of ethylbenzene in CNOOC Co., Ltd. The catalyst is not activated during the start up, and the start up is easy. In addition, the catalyst also has much higher activity and stability, which is mainly reflected in the low starting reaction temperature of the catalyst and a longer regeneration period. The operation results of the catalyst shows that the control of reaction gas and propylene content less than 300mg/kg, and strictly control the low level in the non aromatic benzene and toluene content in recycle benzene, thus xylene content in ethylbenzene, benzene consumption is in much lower level, indicating that the catalyst has good selectivity.%烷基化催化剂SEB-08在中海油东方石化有限责任公司120 kt/a干气制乙苯装置的应用情况.该催化剂在开工过程中不需要活化,开工容易.此外,该催化剂还具有较高的活性与稳定性,主要体现在该催化剂反应起始温度低,再生周期较长.催化剂在该装置的运行结果表明,控制反应干气中丙烯含量低于300 mg/kg,严格控制循环苯中非芳和甲苯含量处于较低水平,乙苯产品中二甲苯含量、苯耗等都处在较低水平,表明该催化剂具备良好的选择性.【总页数】3页(P150-151,135)【作者】张振【作者单位】中海油东方石化有限责任公司,海南东方 572600【正文语种】中文【中图分类】TQ【相关文献】1.大庆炼化100kt/a催化干气制乙苯装置工业应用 [J], 戴益;申永贵;郑长有;徐继兵2.SEB-08催化剂在300 kt·a-1稀乙烯制乙苯装置上的工业应用 [J], 刘付华;林亚祥;练弢3.SEB-08催化剂在干气制乙苯装置的工业应用 [J], 苟均龙4.SEB-12催化剂在干气制乙苯装置的工业应用 [J], 郑少华5.大连石化干气制乙苯装置催化剂运行状况分析 [J], 郭坤;姜立涛因版权原因,仅展示原文概要,查看原文内容请购买。
催化干气制乙苯技术研究
8科技创新导报 Science and Technology Innovation Herald1 前言乙苯是一种重要的工业原料,主要用于生产苯乙烯单体。
我国乙苯/苯乙烯消费量逐年递增,目前超过了500万t/a,其中进口量接近300万t/a,对外依存度高达60%。
世界上90%以上的乙苯是由苯与乙烯进行烃化反应制得,其中多数采用高浓度乙烯为原料,导致乙烯原料成本偏高。
我国乙烯原料来源受石油资源的严重制约,寻求廉价生产乙苯的途径具有重要的意义。
随着我国原油消费量逐年攀升,催化干气超过550万吨/年,其中含有15%~20%(v/v)的乙烯,主要作为燃料,造成资源浪费的同时还排放大量CO 2。
因此,直接利用低浓度乙烯的催化干气为原料,进行乙苯合成的生产工艺得到了广泛而深入的研究。
2 国外干气制乙苯技术利用催化裂化干气中的稀乙烯直接与苯烃化的技术,国外早在20世纪50年代末就开始了研究和探索,主要的工艺有Mosanto-Lummus工艺[1],Alkar工艺[2]和Mobil-Badger工艺[3],其中Alkar工艺和Mobil-Badger工艺较为成功。
2.1Alkar工艺美国环球油品(UOP)公司开发了由苯与乙烯气相法烃化制取乙苯的Alkar工艺,并于20世纪60年代初实现工业化。
该工艺采用的催化剂为BF3改性的Al 2O 3非均相酸性催化剂,活性很高,选择性也很好,对乙烯浓度的范围要求很宽,含质量分数50%~100%乙烯的原料均可使用。
乙烯转化率接近100%,产品乙苯纯度可达99.9%。
Alkar工艺的优点是气固相反应,反应条件温和,单程转化率高,腐蚀性小,三废少;缺点是催化剂制备条件苛刻,费用也较高,并且容易中毒失活,对极性物质如硫化氢等很敏感。
2.2Mobil-Badger工艺气相法生产乙苯的工艺是20世纪70年代由美国Mobil公司和Badger工程公司共同开发的,世界上约20%的乙苯装置采用该工艺,现有装置已达10余套,总生产能力3.50Mt/a。
大庆炼化1OOkt/a催化干气制乙苯装置工业应用
20 20 ℃下通过烷基转移生成乙苯。 2—6 该过程中, 反应部分低温高活性 、 高选择性的催 化剂保证了反应的稳定进行, 同时降低了装置能耗和 苯耗; 分离部分取消了稳定塔和脱 甲苯塔, 增加一个 丙苯塔回收丙苯, 这样既增加了效益 , 又减少了烷基
锦州石化等近 2 套工业装置上成功投产 0 。
1 工艺过程及特点
11 反应 原理 .
二甲苯的生成量 ;同时,富丙烯气送往 F C分离装 C 置分出丙烯 ,增加装置效益。 1 . 反应 、粗分吸收与产品分离部分 .2 2 经过脱丙烯后 的净化催化 干气与被加热炉加
热 到 30~30 ℃ 的循 环 苯发 生烷基 化反 应 ,烷基 2 6
为炼化公司高辛烷值 汽油生产基地 的建设发挥了重要作用。 关 键 词 :催化干气 ;乙苯 ;烷基化 ;烷基转移 文献标识码 : A 文章编号 : 17 — 4 0( 0 )1— 0 2 0 6 10 6 2 1 1 0 14 — 6 中图分类号 :T 4 . Q 2 11 。
精制至 g级 ,造成投资和操作成本高 。
为合理利用干气资源 、缓解苯乙烯供需矛盾 , 由中国科学院大连化学物理研究所( 简称大连化物
气相烷基化与液相烷基转移组合的第三代技术 ,并 于 2 0 年在抚顺石化公司完成工业化试验 。 03 催化干
所, 下同) 抚顺石化公 司石油二厂等联合开发了催 气制乙苯第三代成套技术原料不需特殊精制 ,操作 、
t c n l g s c a a t r e n h g a ay i c i i ,h g r d c u l y ln a ay tl e d a c d a d fe i l e h o o y i h r ce i d i i h c t lt a t t z c v y i h p o u tq ai , g c t l s i ,a v n e n x b e t o f l t c n c l o t . o e v r t a s t e ma k trq i me to i h R0N a o i e t e 1 0 k / t y b n e e u i o e h ia u e M r o e , o s r ~ h r e e u r r i e n fh g g s l . h t eh l e z n n t f n 0 a
对第三代催化裂化干气制乙苯技术的运用探讨
2020年01月对第三代催化裂化干气制乙苯技术的运用探讨田金龙(中海石油宁波大榭石化有限公司,浙江宁波315000)摘要:文章先分析了第三代催化裂化干气制乙苯技术的工艺过程和特点,随后介绍了设备运行结果,包括装置概况、原料、反应工艺条件和催化剂性能、设备运行情况以及能耗状况,希望能给相关人士提供有效参考。
关键词:第三代;催化裂化;干气制乙苯1技术工艺特点和过程1.1反应原理干气制乙苯主要包含烷基转移以及烷基化两种反应过程。
催化干气内的乙烯和苯在烷基化反应器内会出现一种烷基化反应,从而生成少量二乙苯和乙苯,实质上烷基化反应也是一种放热反应,各个烯烃与苯互相结合,释放出热量,烷基化反应器主要设计成一种多段冷激形式,将催化干气划分成四段进料,有助于提取反应热量。
为了提高乙苯选择性以及乙烯转化率,需要在烷基化反应过程中保持一定大量苯[1]。
烷基化反应后生成的苯和多乙苯在烷基转移反应器内通过催化剂的影响出现烷基转移反应,诞生出乙苯。
该过程主要是等温反应,在温度变化过程中,反应平衡不会出现任何改变,只会受到组成反应物的影响。
同时为了进一步提升乙苯选择性和二乙苯转化率,需要提高烷基转移中的苯含量。
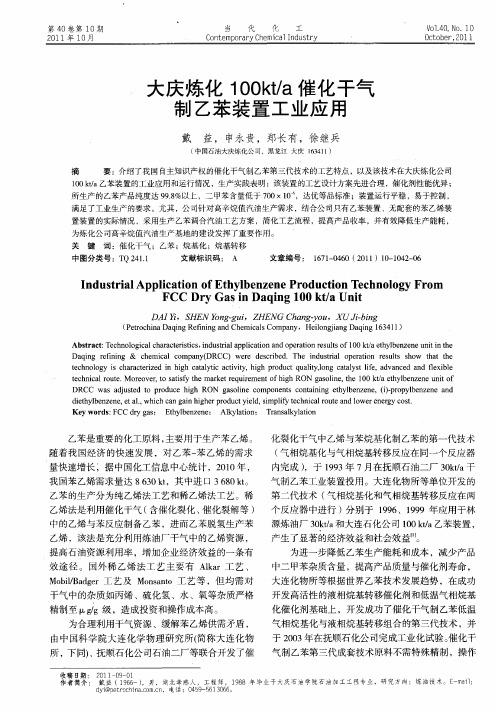
1.2工艺流程和特征乙苯装置相关工艺路线是结合中国石化气相法干气制作乙苯技术,简称SGEB ,在原料催化干气环节,先通过水洗方式将MEDA 去除一部分,随后通过吸收解吸的方法进一步缩减催化干气内丙烯含量,随后在烷基化反应装置内由催化干气和气相苯进行反应,烷基转移反应器内二乙苯烷基转移料与苯产生液相反应,通过热回收相关反应产物,将高沸物、烷基转移料、丙苯馏分、乙苯产品与循环苯分离出来。
某一石化企业中的乙苯装置工艺流程简图具体如图1所示:图1第三代催化裂化干气制乙苯工艺流程第一步是干气进入水洗水罐,对干气进行水洗,将少量的MEDA 去除,随后将处理结束的干气传输进吸收塔中,通过吸收、解吸的方法再次消除干气内相关丙烯元素。
乙苯装置

E104 E105
E106
P001
P101
P201C
新鲜苯
P102AB
P201AB
P202AB P203AB
2019年12月7日
P301AB
E312B
LIC3008 FIC3017
LIC3009
FIC3021
高沸物至D308 乙苯至D307
E311 E312A
P303AB P302AB
P311AB P310AB P304AB
主要反应: C+O2=CO2 2C+O2=2CO (2)干燥剂再生: SiO2 + H2O = H2SiO3
2019年12月7日
干气制乙苯装置
6、 辅助系统 1) 蒸汽发生系统
本装置可以发生两种品质的饱和蒸汽,一种为0.3MPa 饱和蒸汽;一种为1.0MPa饱和蒸汽。其中发生0.3MPa饱 和蒸汽的蒸汽发生器有:苯塔顶冷凝冷却器;发生1.0MPa 饱和蒸汽的蒸汽发生器有:烃化反应物蒸汽发生器、乙苯 塔顶冷凝冷却器、脱多乙苯塔顶冷凝冷却器、二乙苯塔顶 冷凝冷却器。
2019年12月7日
干气制乙苯装置
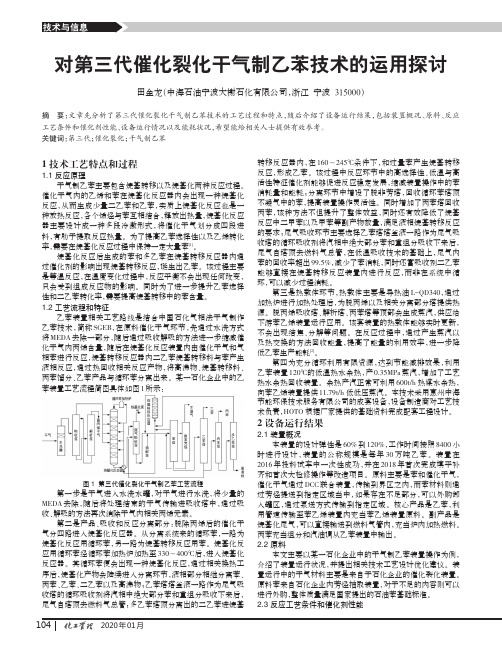
原料预处理部分流程
苯
丙
烯
水
脱
洗
除
塔
塔
干气
2019年12月7日
烃
化
反
干
应
气
器
分
液
罐
干气制乙苯装置 乙苯烃化催化剂最怕碱性物质,会造成催化剂失活。 而催化干气多采用乙醇胺等碱性物质脱硫技术脱除硫化氢, 因此为了防止碱性物质进入烃化反应系统,催化干气首先 要经过水洗。干气中的丙烯会与苯生成丙苯,同时会增加 甲苯的生成量,造成苯耗上升增加产品成本,所以需要通 过吸收的办法尽可能降低干气中丙烯的含量。
催化干气制乙苯装置工业操作方案优化与应用

第42卷第6期 当 代 化 工 Vol.42,No. 6 2013年6月 Contemporary Chemical Industry June,2013收稿日期: 2012-12-17 作者简介: 申永贵(1966-),男,黑龙江大庆人,工程师,1990年毕业于抚顺石油学院石油加工专业,研究方向:从事炼油化工生产技术工作。
E-mail:shenyongg@。
催化干气制乙苯装置工业操作方案优化与应用申永贵,郑长有,孟令猛(中国石油大庆炼化公司, 黑龙江 大庆 163411)摘 要:介绍了干气制乙苯装置两台烃化反应器并联运行的可行性、操作方案及运行数据。
大庆炼化公司干气制乙苯装置两个阶段的烃化反应器并联的实践证明:无论是采用调和汽油生产方案,还是乙苯生产方案,烃化反应器的并联,解决了在不开干气压缩机条件下束缚装置提高干气进料量的瓶颈,有效提高了原料干气中的乙烯转化率、以及产品产量,且不影响产品质量;同时,还可以有效降低反应器压降,为催化干气制乙苯装置工业操作方案优化及节能降耗提供参考和借鉴。
关 键 词:干气;乙烯;乙苯;烷基化;反应器并联中图分类号:TQ 241.1 文献标识码: A 文章编号: 1671-0460(2013)06-0797-03Optimization and Application of the IndustrialOperation Scheme for Catalytic Dry Gas-to-Ethylbenzene PlantSHEN Yong-gui ,ZHENG Chang-you ,MENG Ling -meng(PetroChina Daqing Refining and Chemicals Company, Heilongjiang Daqing 163411,China )Abstract : The feasibility, operation scheme and running results of parallel operation of two alkylation reactors in catalytic dry gas-to-ethylbenzene plant were discussed. The running results in Daqing Refining & Chemical Company(DRCC) show that the parallel operation of two alkylation reactors is feasibility, and the parallel operation can break the bottleneck that restrict the increasing of the catalytic dry gas feed rate, improve ethylene conversion and product output, and dose not affect product quality. At the same time, the pressure drop of reactors can be effectively decreased.Key words : Dry gas; Ethylene; Ethylbenzene; Alkylation; Two reactors in parallel乙苯是生产苯乙烯,进而生产塑料、橡胶、树脂的重要原料,广泛应用于汽车、家电、建材、包装、医药等国民经济诸多行业。
浅析干气制乙苯装置加热炉运行现状及改进措施
浅析干气制乙苯装置加热炉运行现状及改进措施
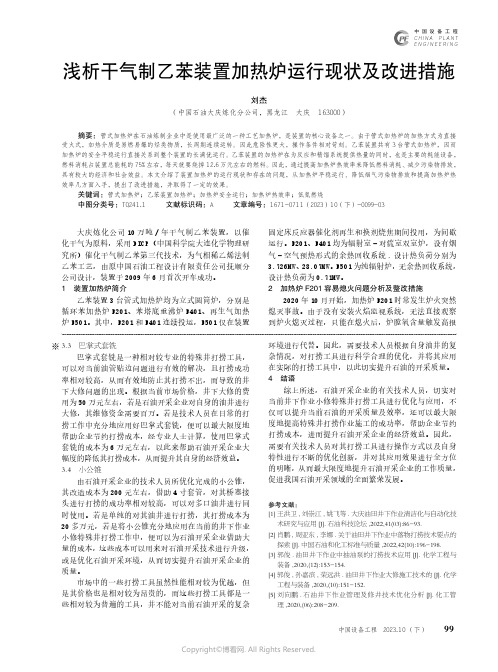
图1 F401阻火器阀组改造前流程图
改造后效果明显,2021年冬季平均每月清理
火器,2022年冬季一直未发生阻火器堵塞现象。
更换加热炉烟道挡板执行机构
乙苯装置循环苯加热炉F201、苯塔底重沸炉
烟道挡板执行机构自2009年装置首次开工以来,已连
年,一直未进行更换。
目前存在以下几个问题。
(1)定位器老化、易失灵,2020年F201
烟道挡板开度无法自动调节的现象。
由于现在该类型定位器已经淘汰,厂家已停止生产,更换定位器及其相关配件难度增大。
(2)汽缸易卡涩、气路存在漏点,因汽缸使用时间长、腐蚀老化,无法彻底解决漏点和卡涩问题。
由于烟道挡板为风关阀,当气路漏风严重时,烟道挡板会全开,导致炉膛负压突然增大,抽灭炉火。
(3)手自动切换旋钮锈蚀严重,无法正常进行手图2 F401阻火器阀组改造后流程图
换热效率衰减等,都制约着余热回收系统的换热能力,直接影响排烟温度,降低了加热炉效率。
为提高加热炉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第42卷第6期 当 代 化 工 Vol.42,No. 6 2013年6月 Contemporary Chemical Industry June,2013收稿日期: 2012-12-17 作者简介: 申永贵(1966-),男,黑龙江大庆人,工程师,1990年毕业于抚顺石油学院石油加工专业,研究方向:从事炼油化工生产技术工作。
E-mail:shenyongg@。
催化干气制乙苯装置工业操作方案优化与应用申永贵,郑长有,孟令猛(中国石油大庆炼化公司, 黑龙江 大庆 163411)摘 要:介绍了干气制乙苯装置两台烃化反应器并联运行的可行性、操作方案及运行数据。
大庆炼化公司干气制乙苯装置两个阶段的烃化反应器并联的实践证明:无论是采用调和汽油生产方案,还是乙苯生产方案,烃化反应器的并联,解决了在不开干气压缩机条件下束缚装置提高干气进料量的瓶颈,有效提高了原料干气中的乙烯转化率、以及产品产量,且不影响产品质量;同时,还可以有效降低反应器压降,为催化干气制乙苯装置工业操作方案优化及节能降耗提供参考和借鉴。
关 键 词:干气;乙烯;乙苯;烷基化;反应器并联中图分类号:TQ 241.1 文献标识码: A 文章编号: 1671-0460(2013)06-0797-03Optimization and Application of the IndustrialOperation Scheme for Catalytic Dry Gas-to-Ethylbenzene PlantSHEN Yong-gui ,ZHENG Chang-you ,MENG Ling -meng(PetroChina Daqing Refining and Chemicals Company, Heilongjiang Daqing 163411,China )Abstract : The feasibility, operation scheme and running results of parallel operation of two alkylation reactors in catalytic dry gas-to-ethylbenzene plant were discussed. The running results in Daqing Refining & Chemical Company(DRCC) show that the parallel operation of two alkylation reactors is feasibility, and the parallel operation can break the bottleneck that restrict the increasing of the catalytic dry gas feed rate, improve ethylene conversion and product output, and dose not affect product quality. At the same time, the pressure drop of reactors can be effectively decreased.Key words : Dry gas; Ethylene; Ethylbenzene; Alkylation; Two reactors in parallel乙苯是生产苯乙烯,进而生产塑料、橡胶、树脂的重要原料,广泛应用于汽车、家电、建材、包装、医药等国民经济诸多行业。
2011年,全球乙苯-苯乙烯消费3 100.8万t,同比增长4.85%;其中,我国需求量达899.9万t/a,尽管国内产能不断增长,但仍无法满足市场的需求,2011年进口量达378.0万t,对外依存度仍超过42%。
为综合利用催化裂化、催化裂解等干气资源(简称催化干气),缓解我国乙苯-苯乙烯供需矛盾,由中国科学院大连化学物理研究所(简称大连化物所,下同)、抚顺石化公司等联合开发了催化干气制乙苯的系列技术[1-5],其中低温气相烷基化与液相烷基转移组合的第三代技术,基于其优异的催化剂活性、选择性、稳定性、好的抗杂质性能,以及该技术优异的节能减排降耗效果,在石化行业获得了广泛应用,目前已应用于20余套工业装置,有效提高了石油资源利用率,是目前国内外唯一经过长周期稳定运行的稀乙烯生成乙苯成套技术[1]。
大庆炼化公司 100 kt/a 乙苯装置即采用大连化物所开发的催化干气制乙苯第三代技术、由中国寰球工程公司辽宁分公司(原中国石油集团工程设计有限责任公司抚顺分公司)设计,是当时国内同类型规模最大的一个装置,该装置于 2009 年 7 月成功投产。
工业运行实践表明:该装置的工艺设计方案先进合理,催化剂性能优异;所生产的乙苯产品纯度达99.8%以上,二甲苯含量低于700×10-6,达优等品标准;装置运行平稳,易于控制,满足了工业生产的要求。
尤其,公司针对高辛烷值汽油生产需求,结合公司只有乙苯装置、无配套的苯乙烯装置装置的实际情况,采用生产乙苯调合汽油工艺方案时(烃化液用作高辛烷值汽油汽油调合),简化工艺流程,提高产品收率,并有效降低生产能耗,为炼化公司高辛烷值汽油生产基地的建设发挥了重要作用[2]。
大庆炼化公司干气制乙苯装置原料干气由ARGG 装置提供,产品尾气送PSA 装置提纯氢气。
为进一步降低装置生产能耗,在装置正常运行期间停开干气压缩机,但如此以来,装置干气进料压力798 当 代 化 工 2013年6月和尾气出装置压力均有所限制,尤其是在单程反应的后期装置系统(主要为反应器)压降较大,较高加工负荷时,在不开干气压缩机的条件下干气进料较困难。
针对此问题,我们探讨了干气制乙苯装置两台烃化反应器并联运行的可行性,实践表明:两台烃化反应器并联运行效果较好,它进一步提高了原料干气中的乙烯转化率,解决了停开干气压缩机条件下单台反应器运行时压降较大的问题,并提高了装置的干气进料量,为催化干气制乙苯装置工业操作方案优化及节能降耗提供参考和借鉴。
1 汽油生产方案反应器的并联干气中乙烯与苯烷基化是一个酸性分子筛催化的反应过程,在催化剂运行过程中,烃类分子在分子筛催化剂上不可避免地会发生积碳副反应,造成催化剂活性下降。
在R201B催化剂运行第二个周期的末期,催化剂活性降低,反应器床层入口温度提至350 ℃,乙烯转化率已经降至86%,分厂决定两台反应器并联运行。
在R201A反应器预热完毕后,R201A反应器投干气,降低R201B反应器干气进料量;如表1所示,调节R201A干气量至14 400( N)m3/h,R201B干气进料量降至6 600 (N)m3/h,总干气进料量为21 000( N)m3/h,循环苯量为58 t/h,苯烯比为5.6。
表1 反应器并联前后操作参数比较(汽油生产方案) Table 1 Reactor data comparison for the parallel reactors(Gasoline production mode)投用前投用后参数R201B R201A R201B 干气进料量(N)/(m3・h-1)18 200 14 400 6 600 出入口压降/MPa 0.05 0.02 0.00 一段床层反应温度/℃350 320~325 335~340 产量/(t・天-1) 300 340 各段床层温升/℃25~35 20~25两台反应器并联后, R201A每段床层入口温度控制在320~325 ℃,因为R201B催化剂处于反应末期活性较低,所以其采用较高的苯烯比,使反应床层温度较高335~340 ℃。
从表2催化干气及反应尾气组成可以看出,在两个反应器并联前,尾气中乙烯含量达2.42%,而并联后尾气中乙烯含量降到0.48%,乙烯转化率提高到96%以上,对提高调和油产量及乙烯转化率效果明显。
表3列出了反应器并联前后苯塔底烃化液组成变化。
由于采用烃化液调和汽油生产方案,烃化液中乙苯、以及甲苯、二甲苯、丙苯、二乙苯等烷基芳烃组分均是高辛烷值汽油调和组分,所以烷基芳烃含量的变化并不影响产品质量,而且,从表3可以看出,并联之后烃化液中的高沸物含量由3.23%降到1.43%,进一步增加了汽油调和组分的产量。
表2 催化干气及反应尾气组成(汽油生产方案)(V)Table 2 Composition of the dry gas before and afterreaction(Gasoline production mode) %组分干气原料组成投用前尾气组成投用后尾气组成H 2 24.70 28.93 35.96O2 1.41 1.17 0.42N 2 21.94 22.18 16.62CO 0.30 0.47 0.44CO2 1.61 1.97 2.12CH4 25.58 30.02 29.00C2H413.86 2.42 0.48 C2H68.77 11.55 13.56 C3 1.26 0.49 0.56C4 0.21 0.30 0.32C5 0.38 0.50 0.51表3 产品(苯塔底烃化液)组成分析 (汽油生产方案)Table 3 Composition of alkylated products(Gasoline production mode)项 目 投用前 投用后非芳烃 0.07 0.23苯 0.00 0.00甲苯 0.09 0.29乙苯 69.77 74.81二甲苯 0.18 0.15正丙苯 6.32 4.83异丙苯 4.68 4.58其它 2.02 1.62二乙苯 13.64 12.06高沸物 3.23 1.43而且,反应器并联制投用后,反应器床层压降降至0.02 MPa以下,干气进料能够全吃净,同时产品产量从300 t/d提高到340 t/d,从而有效增加装置进料量,提高产品产量。
2 乙苯生产方案反应器的并联在乙苯生产方案反应器的并联试验中(表4),并联前R201A干气进料量为17 000 (N)m3/h,苯循环量为56 t/h,反应床层入口温度335 ℃,尾气中乙烯含量1.00%。
并联后总干气进料量为20 000 (N)m3/h,由于两台反应器活性相差不多,且采用乙苯生产方案(表5),因此两台反应器采用相同的较低反应温度,来使它们的苯烯比相同,保证乙苯产品中二甲苯含量不会超标。
由于R201A活性相对较低,所以采用较低的干气进料量8 000(N)m3/h,使其空速较低,来提高乙烯转化率。
R201B干气进第42卷第6期 申永贵,等:催化干气制乙苯装置工业操作方案优化与应用 799料量为12 000(N)m3/h,苯循环量为60 t/h,苯烯比为6.36。