PLC参数
plc控制器技术参数

plc控制器技术参数PLC(Programmable Logic Controller)即可编程逻辑控制器,是一种专门用于工业自动化控制的电子设备。
它通过编程控制输入输出信号,实现对生产过程的自动化控制。
PLC控制器技术参数是评估和选择PLC设备的重要指标,下面将介绍一些常见的PLC控制器技术参数。
1. 输入输出点数:PLC控制器的输入输出点数是指其能够接收和发送的信号数量。
输入点数通常用于接收传感器信号,输出点数用于控制执行器。
不同的应用场景需要不同的输入输出点数,因此在选择PLC控制器时需要根据实际需求进行评估。
2. 通信接口:PLC控制器通常需要与其他设备进行通信,如人机界面、上位机、传感器等。
通信接口的类型和数量决定了PLC控制器的扩展性和兼容性。
常见的通信接口包括串口、以太网口、CAN总线等,可以根据实际需求选择适合的通信接口。
3. 处理器性能:PLC控制器的处理器性能决定了其运算速度和响应能力。
处理器性能通常由主频、存储容量和运算速度等指标来衡量。
高性能的处理器可以提高PLC控制器的运算效率,适用于需要高速响应和复杂控制算法的应用。
4. 工作温度范围:PLC控制器通常用于工业环境中,因此其工作温度范围是一个重要的技术参数。
工作温度范围决定了PLC控制器在不同环境条件下的可靠性和稳定性。
一般来说,工作温度范围越宽,PLC 控制器的适用性越广。
5. 电源电压:PLC控制器的电源电压是指其工作所需的电压范围。
不同地区和不同应用场景的电源电压可能不同,因此在选择PLC控制器时需要确保其电源电压与实际情况相匹配。
6. 保护等级:PLC控制器通常需要在恶劣的工业环境中工作,因此其保护等级是一个重要的技术参数。
保护等级通常由IP(Ingress Protection)等级来表示,包括防尘等级和防水等级。
高保护等级的PLC控制器可以有效防止灰尘、水分等外界因素对设备的影响。
7. 编程软件:PLC控制器的编程软件是用于编写和调试PLC程序的工具。
PLC基本数据类型

PLC基本数据类型引言概述:PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的控制设备,它能够通过编程来实现逻辑控制和数据处理。
在PLC编程中,基本数据类型是非常重要的概念,它们用于存储和处理各种类型的数据。
本文将详细介绍PLC的基本数据类型及其特点。
一、位(Bit)类型1.1 位类型的定义:位类型是PLC中最基本的数据类型,它只能存储0或1的数值。
1.2 位类型的应用:位类型常用于表示开关状态、信号触发等简单的逻辑控制。
1.3 位类型的特点:位类型在内存中占用空间小,处理速度快,但只能存储二进制数据。
二、字节(Byte)类型2.1 字节类型的定义:字节类型是由8个位组成的数据类型,用于存储8位二进制数据。
2.2 字节类型的应用:字节类型常用于存储ASCII码、整数等数据。
2.3 字节类型的特点:字节类型占用内存空间较大,但能够存储更多类型的数据,如字符、整数等。
三、字(Word)类型3.1 字类型的定义:字类型是由16个位组成的数据类型,用于存储16位二进制数据。
3.2 字类型的应用:字类型常用于存储整数、浮点数等数据。
3.3 字类型的特点:字类型占用内存空间更大,但能够存储更大范围的数据,如16位整数、浮点数等。
四、双字(Double Word)类型4.1 双字类型的定义:双字类型是由32个位组成的数据类型,用于存储32位二进制数据。
4.2 双字类型的应用:双字类型常用于存储长整数、浮点数等数据。
4.3 双字类型的特点:双字类型占用内存空间更大,但能够存储更大范围的数据,如32位整数、浮点数等。
五、定时器和计数器类型5.1 定时器类型的定义:定时器类型用于实现时间延迟功能,常用于控制系统中的定时操作。
5.2 定时器类型的应用:定时器类型常用于控制设备的启停、延时等功能。
5.3 定时器类型的特点:定时器类型包括时间基准、时间值、触发条件等参数,能够实现精确的时间控制。
5.4 计数器类型的定义:计数器类型用于实现数量统计功能,常用于生产线上的计数操作。
PLC的主要技术指标
PLC的主要技术指标
可编程掌握器的种类许多,用户可以依据掌握系统的详细要求选择不同技术性能指标的plc。
可编程掌握器的技术性能指标主要有以下几个方面:
1. 输入/输出点数可编程掌握器的I/O点数指外部输入、输出端子数量的总和。
它是描述的PLC大小的一个重要的参数。
2. 存储容量PLC的存储器由系统程序存储器,用户程序存储器和数据存储器三部分组成。
PLC存储容量通常指用户程序存储器和数据存储器容量之和,表征系统供应给用户的可用资源,是系统性能的一项重要技术指标。
3. 扫描速度可编程掌握器采纳循环扫描方式工作,完成1次扫描所需的时间叫做扫描周期。
影响扫描速度的主要因素有用户程序的长度和PLC产品的类型。
PLC中CPU的类型、机器字长等直接影响PLC 运算精度和运行速度。
4. 指令系统指令系统是指PLC全部指令的总和。
可编程掌握器的编程指令越多,软件功能就越强,但把握应用也相对较简单。
用户应依据实际掌握要求选择合适指令功能的可编程掌握器。
5. 通信功能通信有PLC之间的通信和PLC与其他设备之间的通信。
通信主要涉及通信模块,通信接口,通信协议和通信指令等内容。
PLC 的组网和通信力量也已成为PLC产品水平的重要衡量指标之一。
厂家的产品手册上还供应PLC的负载力量、形状尺寸、重量、爱护
等级、适用的安装和使用环境如温度、湿度等性能指标参数,供用户参考。
西门子PLC参数表

0.25ms 电压 100us 电流2ms
8路向导调用
中断种类
通讯口中断、定时中断、计数中断、I/O中断
集成的数字量I/O
12DI/8DO
24DI/16DO
36DI/24DO
扩展能力
集成的模拟量I/O 最大I/O点数(数字
品牌 PLC 型号 上市时间 外形尺寸 执行时间(仅指令)
CPU SR20 90*100*81
西门子
S7-200 SMART
CPU SR40/ST40 CPU SR60/ST60
2012年7月30日
125*100*81
175*100*81
0.15us
程序内存
工作:12KB 装载:8KB 保持区:10KB
工作:24KB 装载:16KB 保持区:10KB
工作:30KB 装载:20KB 保持区:10KB
高速计数
执行能力
高速脉冲输出
中间数据掉电保持
模拟量输入处理时间
模拟量输出处理时间
PID
4个60KHZ单相 4个60KHZ单相 4个60KHZ单相 2个40KHZ双相 2个40KHZ双相 2个40KHZ双相扩ຫໍສະໝຸດ 展模模拟量模块
块
通讯模块
测温模块
特殊功能模块
4AI,2AD,4AI/2AD 功能扩展板:1AO ——
热电阻:2通道 ——
通 通信 讯 接口 能
力
集成
扩展 选件
通讯协议
RS484*1
RS484*1
RS484*1
以太网接口*1 以太网接口*1 以太网接口*1
RS232/485*1 RS232/485*1 RS232/485*1 RS232/485信号板
各大品牌PLC主要性能参数比较

每个CPU有专门的数据同步模块完 成CPU之间的数据拷贝,但是数据 同步模块不冗余。同步速率依据不 同模块有100M和1G两种
每个CPU上有两个互为冗余的同步 模块,负责冗余CPU之间的数据同 步。
主备CPU之间的切换间由故障类型
最大延迟1个扫描周期(地铁一个 扫描周期一般设在30ms以内)
主备CPU之间的在一个扫描周期内 和网络刷新时间以及程序扫描时间
文本(ST)、功能块(FB)以及C 本(ST),指令表(IL),梯形图
能块、结构文本、顺序功能图等多 图,其它编程语言为可选件,还有
语言等编程方式。
(LD),功能块图(FBD) 和顺序功能 种编程语言。
CFC、SFC等等。
图(SFC)。
否
是
是
是
100Mbps以太网。 EGD/MODBUS TCP 自有/开放协议
各大品牌PLC系统主要性能参数比较
目前,全国地铁行业BAS系统选用的PLC设备主要有GE、施耐德、罗克韦尔、西门子等四种主流品牌,因此,下表仅涉及对这四种品牌的性能和参数比较。
序号
项目
1 冗余PLC
1.1 支持硬冗余的PLC型号
1.2 PLC的数据同步机制
1.3 冗余PLC同步模块
1.4 冗余PLC切换时间指标
开放协议
Page 2 of 2
100Mbps以太网。 Modbus TCP/IP 开放协议
100Mbps以太网。 EthernetIP 开放协议
100Mbps以太网 ProfiNet 开放协议
Page 1 of 2
序号
项目
4 控制级网络(总线)
4.1 控制级网络形式
4.2 总线支持的拓扑结构
三菱FX PLC参数详解

FX系列PLC 参数详解•在创建FX系列
PLC项目时,在
GXWORK2创建
项目右边的PLC
参数中,大家一
般都是未设置,
直接默认
•参数中其实有好
多可以设置的东
西,下面就来一
一详解
1,我们以FX3U PLC 为例,打开PLC参数,首先来看存储器容量.默认存储器容量是16000,点击进去,其实可以有好几种选择,我建议选最大64000,这样就可以充分利用PLC的本身
最大的内存,够写足够的程序
2,如果创建的项目
是结构化工程的话,还有个源代码信息也会占用存储器容量,特别是创建了FB块时,源代码占用的容量会更大,所以当创建结构化工程时,若源代码信息超过此范围,建议增加外存储器。
点击其它确认,可以看到外储蓄卡的信息,在三个外储蓄卡,只有最后一个是固定的分配给源代码信息容量,不会占用PLC本
身存储器容量,故推荐选此卡
3,注释容量和文件寄存器容量默认是0,如果设置了,程序容量=存储器容量-注释容量-文件寄存器容量。
文件寄存器如果设置为1 ,D1000-D1499就不会断电保持,建议不设置,用文件寄存器还是R寄存器吧
置容量,
勾选下面的选型后,这个模块才能设置,后面详细讲解
这里可看到各寄存器的最大点数以及起始点数。
在编程时,可以参照这里所写寄存器的地址不能超过最大范围,锁存器起始与结束可设定断电保持寄存器的起始与范围
可以给PLC设置一个名称
置(1)
a,电池模式设置
b,调制解调器初始化c,RUN端子输入.
可设置一个按钮实现PLC的启停控制,如果设置成X000,当按钮接到输入点X000,按钮按下时,X000收到输入信号就PLC启动,否则PLC停止运行。
plc通讯口默认参数

PLC通讯口默认参数1. 概述PLC(可编程逻辑控制器)是一种用于自动化控制的电子设备,常用于工业领域中。
PLC通讯口是PLC与其他设备或系统进行数据传输和通讯的接口。
在使用PLC进行控制和监测时,通常需要设置一些参数来确保正常的通讯和数据传输。
本文将介绍PLC通讯口默认参数的相关内容。
2. PLC通讯口基本参数2.1 波特率(Baud Rate)波特率是指每秒钟传输的信号个数,它决定了数据传输的速度。
在PLC通讯口中,默认的波特率可能会根据不同型号和厂家而有所不同。
常见的波特率包括9600、19200、38400等。
2.2 数据位(Data Bits)数据位是指每个数据字节中实际有效位数。
在PLC通讯口中,默认的数据位一般为8位,表示一个字节中有8个有效位。
2.3 奇偶校验(Parity)奇偶校验用于检测数据传输过程中是否出现错误。
在PLC通讯口中,默认的奇偶校验方式可能为无校验、奇校验或偶校验。
2.4 停止位(Stop Bits)停止位是指数据传输中每个字节之后的停止位数。
在PLC通讯口中,默认的停止位一般为1位。
2.5 控制流(Flow Control)控制流用于控制数据传输的流向和速度。
在PLC通讯口中,默认的控制流方式可能为硬件流控(RTS/CTS)或软件流控(XON/XOFF)。
3. PLC通讯口参数设置3.1 软件设置PLC通讯口参数可以通过软件进行设置。
具体操作步骤可能因PLC型号和厂家而有所不同,但一般包括以下几个步骤:1.打开PLC编程软件,并连接到相应的PLC设备。
2.进入通讯口参数设置界面。
3.根据需要,修改波特率、数据位、奇偶校验、停止位和控制流等参数。
4.确认设置并保存,使新的参数生效。
3.2 硬件设置除了通过软件进行设置外,有些PLC设备还可以通过硬件来进行通讯口参数设置。
具体操作方法可能因设备型号和厂家而有所不同,一般包括以下几个步骤:1.打开PLC设备外壳,并找到通讯口设置开关或拨码开关。
PLC参数——精选推荐
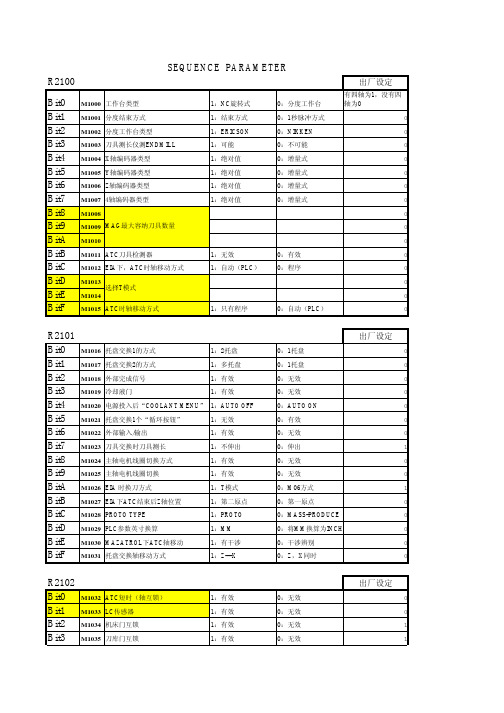
R2100出厂设定Bit0M1000工作台类型1:NC 旋转式0:分度工作台有四轴为1,没有四轴为0Bit1M1001分度结束方式1:结束方式0:1秒脉冲方式0Bit2M1002分度工作台类型1:ERICSON 0:NIKKEN 0Bit3M1003刀具测长仪测ENDMILL 1:可能0:不可能0Bit4M1004X 轴编码器类型1:绝对值0:增量式0Bit5M1005Y 轴编码器类型1:绝对值0:增量式0Bit6M1006Z 轴编码器类型1:绝对值0:增量式0Bit7M10074轴编码器类型1:绝对值0:增量式0Bit8M10080Bit9M10090BitA M10100BitB M1011ATC 刀具检测器1:无效0:有效0BitC M1012EIA 下,ATC 时轴移动方式1:自动(PLC )0:程序0BitD M10130BitE M10140BitF M1015ATC 时轴移动方式1:只有程序0:自动(PLC )R2101出厂设定Bit0M1016托盘交换1的方式1:2托盘0:1托盘0Bit1M1017托盘交换2的方式1:多托盘0:1托盘0Bit2M1018外部完成信号1:有效0:无效0Bit3M1019冷却液门1:有效0:无效0Bit4M1020电源投入后“COOLANT MENU”1:AUTO OFF 0:AUTO ON 0Bit5M1021托盘交换1个“循环按钮”1:无效0:有效0Bit6M1022外部输入/输出1:有效0:无效0Bit7M1023刀具交换时刀具测长1:不伸出0:伸出1Bit8M1024主轴电机线圈切换方式1:有效0:无效0Bit9M1025主轴电机线圈切换1:有效0:无效0BitA M1026EIA 时换刀方式1:T 模式0:M06方式1BitB M1027EIA 下ATC 结束后Z 轴位置1:第二原点0:第一原点0BitC M1028PROTO TYPE 1:PROTO 0:MASS-PRODUCE 0BitD M1029PLC 参数英寸换算1:MM 0:将MM 换算为INCH 0BitE M1030MAZATROL 下ATC 轴移动1:有干涉0:干涉辨别0BitF M1031托盘交换轴移动方式1:Z---X0:Z ,X 同时R2102出厂设定Bit0M1032ATC 短时(轴互锁)1:有效0:无效0Bit1M1033LC 传感器1:有效0:无效0Bit2M1034机床门互锁1:有效0:无效1Bit3M1035刀库门互锁1:有效0:无效1SEQUENCE PARAMETERMAG 最大容纳刀具数量选择T 模式Bit4M1036托盘交换门互锁1:有效0:无效0 Bit5M1037选择外部M代码1:M101--M1040:M41-M420 Bit6M1038原点回归前循环启动1:有效0:无效0 Bit7M1039手动脉冲发生器1:3个0:1个0 Bit8M1040ATC时第二原点复归1:要0:不要0 Bit9M1041DNC1:有效0:无效0 BitA M10421:0:0 BitB M10431:0:0 BitC M10441:0:0 BitD M10451:0:0 BitE M10461:0:0 BitF M10471:0:0 R2103出厂设定Bit0M1048MIST冷却液1:有效0:无效0Bit1M1049主轴贯通冷却液1:有效0:无效有主轴贯通时1,没有:0Bit2M1050OILHOLE冷却液1:有效0:无效0 Bit3M1051攻丝冷却液1:有效0:无效0 Bit4M10521:0:0 Bit5M10531:0:0 Bit6M1054尼加拉瓜冷却液1:有效0:无效0Bit7M1055主轴贯通气吹1:有效0:无效有主轴贯通时1,没有:0Bit8M1056工件气吹1:有效0:无效有工件气吹可选项时为1,没有为0Bit9M10571:0:0 BitA M10581:0:1 BitB M10591:0:0 BitC M1060换刀结束以刀库盖关为基准1:是0:不是0 BitD M1061切削开始互锁(冷却液指令)1:有效0:无效0 BitE M10621:0:0 BitF M10631:0:0 R2104出厂设定Bit0M10641:有效0:无效0 Bit1M10651:有效0:无效0 Bit2M10661:有效0:无效0 Bit3M10671:有效0:无效0 Bit4M10681:有效0:无效0 Bit5M10691:有效0:无效0 Bit6M10701:有效0:无效0 Bit7M10711:有效0:无效0 Bit8M10721:有效0:无效0Bit9M10731:0:0 BitA M10741:0:0 BitB M10751:0:0 BitC M10761:0:0 BitD M10771:0:0 BitE M10781:0:0 BitF M10791:0:0 R2105出厂设定Bit0M1080换刀后假设主轴旋转(EIA/ISO)1:有效0:无效1 Bit1M1081切削开始互锁(到达设定速度)1:有效0:无效1 Bit2M10821:有效0:无效0 Bit3M10831:有效0:无效0 Bit4M10841:有效0:无效0 Bit5M10851:有效0:无效0 Bit6M1086安全对策门互锁1:YMC0:YME1 Bit7M10871:有效0:无效0Bit8M1088刀库2(左侧)1:有效0:无效VTC20C双刀库为1,单刀库为0Bit9M1089左机床门互锁(VTC20C)1:有效0:无效VTC20C时1,20B&16A为0BitA M10901:0:0 BitB M10911:0:0 BitC M1092刀库互锁解除1:有效0:无效0 BitD M1093轴互锁解除1:有效0:无效0 BitE M10941:0:0 BitF M10951:0:0 R2106出厂设定Bit0M11281:有效0:无效0 Bit1M11291:有效0:无效0 Bit2M11301:有效0:无效0 Bit3M11311:有效0:无效0 Bit4M11321:有效0:无效0 Bit5M11331:有效0:无效0 Bit6M11341:有效0:无效0 Bit7M11351:有效0:无效0 Bit8M11361:有效0:无效0 Bit9M11371:有效0:无效0 BitA M11381:有效0:无效0 BitB M11391:有效0:无效0 BitC M11401:有效0:无效0 BitD M11411:有效0:无效0 BitE M1142tool length measure arm(when atc)1:retract0:noe retract0BitF M1143auto door manual ss(option)1:hold0:not hold0R2107出厂设定Bit0M1144auto door(option)1:有效0:无效0 Bit1M1145spindle through mist(M07:MIST)1:有效0:无效0 Bit2M1146spindle through mist(M52:tap)1:有效0:无效0 Bit3M1147 2 pallet changer(V-655)1:有效0:无效0 Bit4M1148oil chiller(option)1:有效0:无效0 Bit5M1149V-414/32 2PC,V655/80 2PC1:有效0:无效0 Bit6M1150HEAD LUBE SWITCH TYPE1:abnormal on0:abnormal off0 Bit7M1151V515 SPINDLE 4500RPM1:有效0:无效0 Bit8M1152OIL&AIR TIMING NORMAL:00 Bit9M1153POSI OF TOOL HOLDER DOWN1:only home posi0:any posi0 BitA M11541:有效0:无效0 BitB M11551:有效0:无效0 BitC M11561:有效0:无效0 BitD M11571:有效0:无效0 BitE M11581:0:0 BitF M11591:0:0R2108出厂设定Bit0M1096初期PLUS OPERRATOR1:有效0:无效0 Bit1M1097ATC完了等待1:有效0:无效0 Bit2M1098X轴OT信号选择1:有效0:无效0 Bit3M1099YME DOORINTERLOCK1:有效0:无效0 Bit4M11001:有效0:无效0 Bit5M1101MAG制动1:停止时ON0:非常停止时ON0 Bit6M1102贯通气吹专用VAVLE1:有效0:无效0 Bit7M1103COVER COOLANT1:有效0:无效0 Bit8M1104OIL-AIR TYPE1:有效0:无效0 Bit9M1105MMS XB输入1:STATUA0:*STATUA1 BitA M1106MMS自动电源关断后自动开启1:有效0:无效0 BitB M11071:有效0:无效0 BitC M11081:有效0:无效0 BitD M11091:有效0:无效0 BitE M11101:0:0 BitF M11111:0:0R2109出厂设定Bit0M8540 Bit1M2220 Bit2M8531:有效0:无效0Bit3M458手动快速移动50%为极限1:无效(100%)0:有效(50%)0Bit4M457第二操作盘脉冲发生器1:有效0:无效VTC20C为1,VTC20B&16A带附加操作盘时为1,不带为0Bit5M318附加操作盘循环启动/保持按钮1:有效0:无效VTC20C为1,VTC20B&16A带附加操作盘时为1,不带为0Bit6M2861:有效0:无效Bit7M2871:有效0:无效0 Bit8M4674轴OT(OVERTRAVEL)1:有效0:无效0 Bit9M4681:有效0:无效0BitA M469直接贯通(中空轴电机,贯通规格)1:有效0:无效主轴贯通时为1,否则为0BitB M4701:0:0 BitC M4711:有效0:无效0 BitD M223MMS SKIP信号异常时非常停止1:有效0:无效0 BitE M463JOG速度提高1:有效0:无效0 BitF M2791:有效0:无效0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
R2100出厂设定Bit0M1000工作台类型1:NC 旋转式0:分度工作台有四轴为1,没有四轴为0Bit1M1001分度结束方式1:结束方式0:1秒脉冲方式0Bit2M1002分度工作台类型1:ERICSON 0:NIKKEN 0Bit3M1003刀具测长仪测ENDMILL 1:可能0:不可能0Bit4M1004X 轴编码器类型1:绝对值0:增量式0Bit5M1005Y 轴编码器类型1:绝对值0:增量式0Bit6M1006Z 轴编码器类型1:绝对值0:增量式0Bit7M10074轴编码器类型1:绝对值0:增量式0Bit8M10080Bit9M10090BitA M10100BitB M1011ATC 刀具检测器1:无效0:有效0BitC M1012EIA 下,ATC 时轴移动方式1:自动(PLC )0:程序0BitD M10130BitE M10140BitF M1015ATC 时轴移动方式1:只有程序0:自动(PLC )R2101出厂设定Bit0M1016托盘交换1的方式1:2托盘0:1托盘0Bit1M1017托盘交换2的方式1:多托盘0:1托盘0Bit2M1018外部完成信号1:有效0:无效0Bit3M1019冷却液门1:有效0:无效0Bit4M1020电源投入后“COOLANT MENU”1:AUTO OFF 0:AUTO ON 0Bit5M1021托盘交换1个“循环按钮”1:无效0:有效0Bit6M1022外部输入/输出1:有效0:无效0Bit7M1023刀具交换时刀具测长1:不伸出0:伸出1Bit8M1024主轴电机线圈切换方式1:有效0:无效0Bit9M1025主轴电机线圈切换1:有效0:无效0BitA M1026EIA 时换刀方式1:T 模式0:M06方式1BitB M1027EIA 下ATC 结束后Z 轴位置1:第二原点0:第一原点0BitC M1028PROTO TYPE 1:PROTO 0:MASS-PRODUCE 0BitD M1029PLC 参数英寸换算1:MM 0:将MM 换算为INCH 0BitE M1030MAZATROL 下ATC 轴移动1:有干涉0:干涉辨别0BitF M1031托盘交换轴移动方式1:Z---X0:Z ,X 同时R2102出厂设定Bit0M1032ATC 短时(轴互锁)1:有效0:无效0Bit1M1033LC 传感器1:有效0:无效0Bit2M1034机床门互锁1:有效0:无效1Bit3M1035刀库门互锁1:有效0:无效1SEQUENCE PARAMETERMAG 最大容纳刀具数量选择T 模式Bit4M1036托盘交换门互锁1:有效0:无效0 Bit5M1037选择外部M代码1:M101--M1040:M41-M420 Bit6M1038原点回归前循环启动1:有效0:无效0 Bit7M1039手动脉冲发生器1:3个0:1个0 Bit8M1040ATC时第二原点复归1:要0:不要0 Bit9M1041DNC1:有效0:无效0 BitA M10421:0:0 BitB M10431:0:0 BitC M10441:0:0 BitD M10451:0:0 BitE M10461:0:0 BitF M10471:0:0 R2103出厂设定Bit0M1048MIST冷却液1:有效0:无效0Bit1M1049主轴贯通冷却液1:有效0:无效有主轴贯通时1,没有:0Bit2M1050OILHOLE冷却液1:有效0:无效0 Bit3M1051攻丝冷却液1:有效0:无效0 Bit4M10521:0:0 Bit5M10531:0:0 Bit6M1054尼加拉瓜冷却液1:有效0:无效0Bit7M1055主轴贯通气吹1:有效0:无效有主轴贯通时1,没有:0Bit8M1056工件气吹1:有效0:无效有工件气吹可选项时为1,没有为0Bit9M10571:0:0 BitA M10581:0:1 BitB M10591:0:0 BitC M1060换刀结束以刀库盖关为基准1:是0:不是0 BitD M1061切削开始互锁(冷却液指令)1:有效0:无效0 BitE M10621:0:0 BitF M10631:0:0 R2104出厂设定Bit0M10641:有效0:无效0 Bit1M10651:有效0:无效0 Bit2M10661:有效0:无效0 Bit3M10671:有效0:无效0 Bit4M10681:有效0:无效0 Bit5M10691:有效0:无效0 Bit6M10701:有效0:无效0 Bit7M10711:有效0:无效0 Bit8M10721:有效0:无效0Bit9M10731:0:0 BitA M10741:0:0 BitB M10751:0:0 BitC M10761:0:0 BitD M10771:0:0 BitE M10781:0:0 BitF M10791:0:0 R2105出厂设定Bit0M1080换刀后假设主轴旋转(EIA/ISO)1:有效0:无效1 Bit1M1081切削开始互锁(到达设定速度)1:有效0:无效1 Bit2M10821:有效0:无效0 Bit3M10831:有效0:无效0 Bit4M10841:有效0:无效0 Bit5M10851:有效0:无效0 Bit6M1086安全对策门互锁1:YMC0:YME1 Bit7M10871:有效0:无效0Bit8M1088刀库2(左侧)1:有效0:无效VTC20C双刀库为1,单刀库为0Bit9M1089左机床门互锁(VTC20C)1:有效0:无效VTC20C时1,20B&16A为0BitA M10901:0:0 BitB M10911:0:0 BitC M1092刀库互锁解除1:有效0:无效0 BitD M1093轴互锁解除1:有效0:无效0 BitE M10941:0:0 BitF M10951:0:0 R2106出厂设定Bit0M11281:有效0:无效0 Bit1M11291:有效0:无效0 Bit2M11301:有效0:无效0 Bit3M11311:有效0:无效0 Bit4M11321:有效0:无效0 Bit5M11331:有效0:无效0 Bit6M11341:有效0:无效0 Bit7M11351:有效0:无效0 Bit8M11361:有效0:无效0 Bit9M11371:有效0:无效0 BitA M11381:有效0:无效0 BitB M11391:有效0:无效0 BitC M11401:有效0:无效0 BitD M11411:有效0:无效0 BitE M1142tool length measure arm(when atc)1:retract0:noe retract0BitF M1143auto door manual ss(option)1:hold0:not hold0R2107出厂设定Bit0M1144auto door(option)1:有效0:无效0 Bit1M1145spindle through mist(M07:MIST)1:有效0:无效0 Bit2M1146spindle through mist(M52:tap)1:有效0:无效0 Bit3M1147 2 pallet changer(V-655)1:有效0:无效0 Bit4M1148oil chiller(option)1:有效0:无效0 Bit5M1149V-414/32 2PC,V655/80 2PC1:有效0:无效0 Bit6M1150HEAD LUBE SWITCH TYPE1:abnormal on0:abnormal off0 Bit7M1151V515 SPINDLE 4500RPM1:有效0:无效0 Bit8M1152OIL&AIR TIMING NORMAL:00 Bit9M1153POSI OF TOOL HOLDER DOWN1:only home posi0:any posi0 BitA M11541:有效0:无效0 BitB M11551:有效0:无效0 BitC M11561:有效0:无效0 BitD M11571:有效0:无效0 BitE M11581:0:0 BitF M11591:0:0R2108出厂设定Bit0M1096初期PLUS OPERRATOR1:有效0:无效0 Bit1M1097ATC完了等待1:有效0:无效0 Bit2M1098X轴OT信号选择1:有效0:无效0 Bit3M1099YME DOORINTERLOCK1:有效0:无效0 Bit4M11001:有效0:无效0 Bit5M1101MAG制动1:停止时ON0:非常停止时ON0 Bit6M1102贯通气吹专用VAVLE1:有效0:无效0 Bit7M1103COVER COOLANT1:有效0:无效0 Bit8M1104OIL-AIR TYPE1:有效0:无效0 Bit9M1105MMS XB输入1:STATUA0:*STATUA1 BitA M1106MMS自动电源关断后自动开启1:有效0:无效0 BitB M11071:有效0:无效0 BitC M11081:有效0:无效0 BitD M11091:有效0:无效0 BitE M11101:0:0 BitF M11111:0:0R2109出厂设定Bit0M8540 Bit1M2220 Bit2M8531:有效0:无效0Bit3M458手动快速移动50%为极限1:无效(100%)0:有效(50%)0Bit4M457第二操作盘脉冲发生器1:有效0:无效VTC20C为1,VTC20B&16A带附加操作盘时为1,不带为0Bit5M318附加操作盘循环启动/保持按钮1:有效0:无效VTC20C为1,VTC20B&16A带附加操作盘时为1,不带为0Bit6M2861:有效0:无效Bit7M2871:有效0:无效0 Bit8M4674轴OT(OVERTRAVEL)1:有效0:无效0 Bit9M4681:有效0:无效0BitA M469直接贯通(中空轴电机,贯通规格)1:有效0:无效主轴贯通时为1,否则为0BitB M4701:0:0 BitC M4711:有效0:无效0 BitD M223MMS SKIP信号异常时非常停止1:有效0:无效0 BitE M463JOG速度提高1:有效0:无效0 BitF M2791:有效0:无效0。