模具钢硬度表
模具钢材硬度的表示方法

模具钢材硬度的表示方法金属材料抵抗硬的物体压陷表面的能力,称为硬度。
根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。
对于管材一般常用的有布氏、洛氏、维氏硬度三种。
⒈布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。
布氏硬度值是以试验力除以压痕球形表面积所得的商。
以HBS(钢球)表示,单位为N/mm2(MPa)。
其计算公式为:式中:F--压入金属试样表面的试验力,N;D--试验用钢球直径,mm;d--压痕平均直径,mm。
测定布氏硬度较准确可靠,但一般HBS只适用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的板材不适用。
在钢管标准中,布氏硬度用途最广,往往以压痕直径d 来表示该材料的硬度,既直观,又方便。
举例:120HBS10/1000130:表示用直径10mm钢球在1000Kgf(9.807KN)试验力作用下,保持30s(秒)测得的布氏硬度值为120N/ mm2(MPa)。
⒉洛氏硬度(HR)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。
不同的是,它是测量压痕的深度。
即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头(金钢厂圆锥体或钢球)压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。
其值是个无名数,以符号HR表示,所用标尺有A、B、C、D、E、F、G、H、K 等9个标尺。
其中常用于钢材硬度试验的标尺一般为A、B、C,即HRA、HRB、HRC。
硬度值用下式计算:当用A和C标尺试验时,HR=100-e当用B标尺试验时,HR=130-e式中e--残余压痕深度增量,其什系以规定单位0.002mm表示,即当压头轴向位移一个单位(0.002mm)时,即相当于洛氏硬度变化一个数。
e值愈大,金属的硬度愈低,反之则硬度愈高。
1.2714模具钢硬度 -回复

1.2714模具钢硬度-回复问题是关于1.2714模具钢的硬度。
下面是一篇1500-2000字的文章,详细回答该问题。
1.2714模具钢硬度1.2714模具钢是一种常用的模具钢材料,广泛应用于模具制造行业。
硬度是一个重要的指标,影响着模具的使用寿命和性能。
本文将介绍1.2714模具钢的硬度以及影响硬度的因素,并讨论如何优化硬度以提高模具的使用寿命。
一、什么是硬度?硬度是物质抵抗外力的能力,通常用于表征材料的硬度。
硬度测试可以通过不同的方法进行,例如洛氏硬度、布氏硬度和维氏硬度等。
在模具制造领域中,常用的硬度测试方法是洛氏硬度和布氏硬度。
二、1.2714模具钢的硬度范围1.2714模具钢的硬度范围通常在HB235-285之间。
硬度的标准是根据具体的应用需求和模具制造的要求确定的。
通常情况下,硬度越高,模具的耐磨性和使用寿命就会更长。
三、影响硬度的因素影响1.2714模具钢硬度的因素有很多。
以下是一些主要的影响因素:1. 钢材的成分:模具钢的成分对硬度有很大的影响。
例如,高碳含量的1.2714模具钢通常会比低碳含量的材料更加硬度。
2. 冷却速度:模具钢的冷却速度会对硬度产生影响。
快速冷却可以增加硬度,而慢速冷却则会降低硬度。
3. 热处理过程:适当的热处理过程可以提高1.2714模具钢的硬度。
常见的热处理方法包括正火、淬火和回火等。
四、如何优化硬度以提高模具的使用寿命为了提高1.2714模具钢的硬度和使用寿命,可以采取以下措施:1. 控制热处理过程:合理的热处理过程可以提高模具钢的硬度。
对于1.2714模具钢来说,适当的正火和淬火处理可以增加硬度。
2. 选择适当的成分:根据具体的应用需求和模具制造的要求,选择合适的1.2714模具钢成分,以达到所需的硬度。
3. 优化冷却速度:通过调整冷却速度,可以对1.2714模具钢的硬度产生影响。
适当的快速冷却可以提高硬度。
4. 合理设计模具结构:合理设计模具的结构和形状,可以减少应力集中,从而提高模具的使用寿命。
常用模具材料硬度表
常用模具材料硬度表
一、钢铁材料
1. 碳钢:
低碳钢:HRC 90-110
中碳钢:HRC 110-120
高碳钢:HRC 120-150
2. 合金钢:
低合金钢:HRC 90-110
中合金钢:HRC 110-120
高合金钢:HRC 120-150
3. 不锈钢:
马氏体不锈钢:HRC 50-55
铁素体不锈钢:HRC 55-60
奥氏体不锈钢:HRC 60-65
二、有色金属材料
1. 铜合金:
黄铜:HRC 60-80
青铜:HRC 80-90
2. 铝合金:
变形铝合金:HRC 60-80
铸造铝合金:HRC 80-90
3. 镁合金:HRC 60-80
4. 锌合金:HRC 50-60
5. 钛合金:HRC 60-75
三、非金属材料
1. 塑料模具钢:HRC 65-75
2. 高分子材料:HRC 65-75
3. 其他非金属材料:HRC 65-75
实际硬度可能因材料种类、热处理状态和制造工艺等因素而有所差异。
在选择模具材料时,应综合考虑硬度、耐磨性、韧性、耐腐蚀性等因素,以确保模具的耐用性和使用寿命。
钢材硬度对照表

450癈 33 40
570癈 24 25
1.05 0.20 0.30
0.90
1.20
0.50
0.50
0.10
1.00
5.30
1.10 0.20
2.05 0.30 0.80
12.50
1.30
1.55 0.30 0.30
12.00
0.80 0.80
0.50 0.30 0.70
3.20 申请
1.40
专利
0.55 0.25 0.90 0.15 0.15 0.02
13.60
1.20 0.30
1,030°C 980-1060°C
空冷 油,风
50 47 46 47 49 56 55 54 55 56
0.38 0.80 0.50
13.60
0.30
0.03 0.30 0.30 9.20 12.00
1.40
1.60 以时效硬化方法提高硬度
0.38 0.90 1.08 1.00 1.00
碳矽锰镍 C Si Mn Ni 0.50 0.30 0.60 0.70 1.80 1.00
主要成份%
铬硫钨钼钒钴铝
淬硬温度
Cr S W MO V CO AI
800-860.°C
水
780-810.°C
水
回火温度与硬度HRC之变化
碎硬 58 62
180癈 56 58
225癈 52 56
300癈 49 52
930-970.°C
油风
65
520-530癈 63HRC
钢材经回火及均质处理,减少变形,并经超声波检查
0.30 0.50 0.90 0.30 2.50
0.30 0.65 0.75 0.16 1.65 0.006
模具钢材硬度知识及常见钢材硬度

钢材的硬度:金属硬度(Hardness)的代号为H,按照硬度试验方法的不同分为:常规表示有布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)硬度等,其中以HB和HRC 较为常用HB应用范围较广,HRC适用于表面高硬度材料,如热处理硬度等40°以上之材料。
两者区别在于硬度计之测头不同,布氏硬度计之测头为钢球,而洛氏硬度计之测头为金刚石布氏硬度(HB)一般用于材料较软的时候,如有色金属、热处理之前或退火后的钢铁洛氏硬度(HRC)一般用于硬度较高的材料,如热处理后的硬度等等洛氏硬度是以压痕塑性变形深度来确定硬度值指标,以0.002mm作为一个硬度单位。
当HB>450或者试样过小时不能采用布氏硬度试验而改用洛氏硬度计量。
它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定荷载下压入被测材料表面,由压痕的深度求出材料的硬度。
根据试验材料硬度的不同,氛围三种不同的标度来表示:HRA:是采用60KG荷载和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)HRB:是采用100KG荷载和直径1.58mm淬硬的钢球求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)HRC:是采用150KG荷载和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)另外,HRC适用范围HRC20-67,相当于HB225--650,若高于此范围则用HRA,低于此范围则用HRBHB和HRC可以查表互换,心算公式可大概记为:1HRC≈1/10HB以下为常见钢材硬度芬可乐 P20 HB280-330芬可乐 P20H HB330-350芬可乐 P20HH HB330-370一胜百 718H HRC31-36一胜百 8407 HRC52-56一胜百不锈钢 S136 HRC48-52日本大同 NAK80 HRC37-43日立镜面预硬钢CENA1 HRC37-41日立 SKD61(DAC) HRC52-56。
常用钢材热处理硬度值参考表
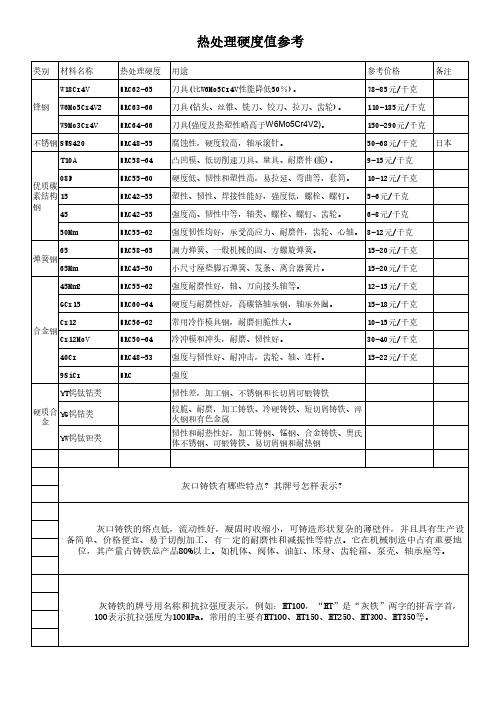
。 用作冲压件、压延件,各类不承受载 荷的覆盖件、渗碳,渗氮、氰化件、制作 各类套筒、靠模、支架
强度、硬度较高,塑性好、焊接性尚 用于受力不大,温度<150℃的低载荷零
30 好,可在正火或调质后使用,适于热锻 件:如丝杆、拉杆、轴键、齿轮、轴套筒
、热压。被切削性良好
等,渗碳件表面耐磨性好,可作耐磨件
HRC55-62 强度韧性均好,承受高应力、耐磨件,齿轮、心轴。 8-12元/千克
HRC58-65 测力弹簧、一般机械的圆、方螺旋弹簧。
15-20元/千克
HRC45-50 小尺寸座垫脚石弹簧、发条、离合器簧片。
15-20元/千克
HRC55-62 强度耐磨性好,轴、万向接头轴等。
12-15元/千克
HRC60-64 硬度与耐磨性好,高碳铬轴承钢,轴承外圈。
最常用中碳调质钢,综合力学性能良 主要用于制造强度高的运动件,如透平机
优
45
好,淬透性低,水淬时易生裂纹。小型 叶轮、压缩机活塞。轴、齿轮、齿条、蜗 件宜采用调质处理,大型件宜采用正火 杆等。焊接件注意焊前预热,焊后消除应
质
处理
力退火
碳
含碳量最高的高碳结构钢,强度、硬度
素
比其他高碳钢高,但弹性略低,其他性 铁道车辆、扁形板弹簧、圆形螺旋弹簧
50-68元/千克 日本
HRC58-64 凸凹模、低切削速刀具、量具、耐磨件(脆)。
9-15元/千克
HRC55-60 硬度低、韧性和塑性高,易拉延、弯曲等,套筒。 10-12元/千克
HRC42-55 塑性、韧性、焊接性能好,强度低,螺栓、螺钉。 5-6元/千克
HRC42-55 强度高、韧性中等,轴类、螺栓、螺钉、齿轮。 6-8元/千克
常用模具钢材对照表

HB230
0.4
0.3
0.3
HOT 5CrMnMo 6G WORK STEEL
S 5CrMiMo L6
SKT5
热锻模 钢
高碳铬
球化 退火
0.6 0.3 1.4
SKT4
热锻模 钢
球化 退火
HB210
0.6
0.3
0.6
主要成分% S Ni Cr W Mo V
淬火温度
用途
0
12 0.6 1
1
1010-1050° C油、风
S
Cr12 9CrWMn
D3
SKD1
高碳铬 钢
球化 退火
HB235
2.1
0.3
0.3
O1
DF2
SKS3
不变形 油钢
球化 退火
HB210
0.9
0.3
1.2
热作 模具 钢
4Cr5MOSIV1 H13 3Cr2W8V H21
###
SKD61
热作模 钢
球化 退火
HB230
0.4
1
0.5
SKD5
高温模 钢
球化 退火
1.4
1
1020-1050° C油、
铝、锌合金压铸及挤压 模、热锻模、高产量塑 料模
2.5 8
0.3
1075-1150° 铜、铝、锌合金挤压及 C油、 压铸模
0.8
1.2
820-860°C 大型锤锻模、模座、砧
油
铁、金属复盖件成型模
0.7
பைடு நூலகம்
高产量冲压模、搓丝模 、陶瓷制品模、电路板 模及高产量塑料模具
12
0.2
980-1020°C 耐磨冲压模、深拉模、 油、风 陶瓷制品模等工具
常用模具钢材特性一览表

退火至HB185
高韧性及耐热性能良好
金属压铸,挤压模PA,POM化学成份经特别配制,加上良好的锻压工艺及压缩比,综合机械性能比一般的P20钢材更优越
要求高硬度,高光洁度及耐磨性之塑胶模具。适合制作PA,POM,PS,PE,PP,ABS塑料模具
常用模具钢材特性一览表
名称
硬度
特性
用途
638
HB270—300
加工性能良好
适用于模架模件
2311
HB280—325
预硬塑胶模具钢
周期生产高质量塑胶模具
2312
HB280—325
极宜切削,适宜大批量快速加工
适用于模架及下模件
738
HB200—330
优质预硬,硬度均匀易切削加工
高韧性,高磨光度模具
738H
HB330—360
2083
退火至HB240(最高)
防酸及抛光性能良好可加硬至HRC52,提高抛光性,耐磨性或耐腐蚀性
适合酸性,塑料及要求良好抛光模具
2083H
HB280—310
预加硬,防酸及抛光性能良好
2316A
退火至HB230最高
抗腐蚀性效果佳,可加硬至约HRC47,提抛光性,耐磨性及耐腐蚀性好
适合高酸性塑料的模具
2316
HB265—310
预加硬,抗腐蚀性效果特佳
2344
退火至HB180—210
耐热性特佳,用于压铸模具钢
适用于铝锌合金压铸模
NAK80
HB370—400
高硬度,镜面效果特性佳,放电加工良好,焊接性能极佳
电蚀及抛光性能模具
718S
HB290—330
预加硬,纯洁均匀,含镍约1.0%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
规格/类型 Ø 3~ Ø 16(平底刀)
Ø 3R1.5~ Ø 12R6(R 刀)
Ø 0.2~ Ø 2(平底骨刀) Ø 0.2R1~ Ø 2R1(R 骨刀) Ø 3R0.15 Ø 4R0.2 Ø 6R0.3 Ø 8R0.5 Ø 10R0.5 Ø 12R0.5
平底 R 刀 Ø 1R0.5~ Ø 12R6(R 刀)
本文生效日期 2004 年 11 月 20 日
提案 张 森 日期 2004-11-3
修订 张 森 日期 2004-11-3
审核 日期
李跃文 2004-11-15
批准 日期
黎季良 2004-11-16
版本所有 * 未经书面认可 * 不得复制 * 违者必究
第2页共2页
H13 ESR
M310 ESR XW-41 GS2083 GS2344 H13 2379 S136
常用模具钢材硬度表
硬度
HRC
HB170~220
HB200~230
HB180~220
HB180~215
HB150~185
HB170~220
HB200~230
HB185~210 HB210~255
25~35
规格/类型
R6 圆刀粒
R5 圆刀粒 R3.5 圆刀粒
R0.8 (长方形刀粒)
R8~R15 (半圆形刀粒)
加工范围 HRC40 以下的模具钢材加工 HRC40~55 的模具钢材加工
HRC55 以下的模具钢材加工
HRC35~50 的模具钢材加工 HRC40 以下的模具钢材加工 HRC35~50 的模具钢材加工 HRC40 以下的模具钢材加工 用于 HRC40 55 的模具钢材曲面精加工
加工范围 适用于硬度在 HRC40~60 之间材料加工如:718H GS738H 420H NAK4 NAK55 NAK80 MEK4 淬火料等 适用所有模具钢材的细小坑 槽位和清角加工
适用于石墨高速加工 如碳电极
第三类 飞刀粒
牌号/型号 RPHX-1204-MOSN-GM43(金色) RDMA-1023TN-AH120(黑色) RDMA1023TN-UX30(黑色) RDHX-12T3MOT-HSC05-0312835K(黑色) RDHX-1003MOT-HSC05-0210835(黑色) RDHX-0701MOT-HSC05-0107835(黑色) APMT-1604PDER-H2-VP15TF(紫色) APMT-1604PDER-H2-AP15TF(金色) APMT-1135PDER-H2-VP15TF(紫色) APMT-1135PDER-H2-AP15TF(金色) ZPFG160/200/250/300(黑色) ZPFW200/250/300(黑色)
YG-EM837 系列
规格/类型 Ø 2~ Ø 16(平底刀) Ø 2R1~ Ø 12R6(R 刀) Ø 6R0.5~Ø12R2(平底 R 刀) Ø 6×0.5°/1°/2°/3°(斜度刀) Ø 8×0.5°/1°/2°/3° (斜度刀)
加工范围 适用于 HRC40 以下材料的加工如 718H 718S GS738 GS738H 420S S136 S136H H13 8407 S50C~S55C 2379 P20 GS2083 GS2311 GS2344 等
标准名称 NC 刀具应用标准
工艺技术标准
文件编号 MJS-NC-B-0001 版 本 号 01
根据 NC 机床目前所使用的刀具及每种刀具所适应的加工范围 特制定此份刀具应用标准 目的是为了达到每种刀具应用合理 从而提高刀具的有效使用率及刀具寿命
第一类 韩国 YG 涂层硬质合金铣刀
牌号/型号 YG-EM816/817 系列 YG-EM813 系列 YG-EM819 系列
应用于 HRC55 以下模具材料的斜度加工 如以上材料 及一般淬火料 HRC48~52
第二类 瑞士 Fraisa 涂层硬质合金铣刀
牌号/型号 fraisa-B5363 系列 fraisa-B5286 系列 fraisa-M5712/5714 系列 fraisa-M5782/5784 系列
fraisa-B5640/5645 系列
版本所有 * 未经书面认可 * 不得复制 * 违者必究
第1页共2页
标准名称 NC 刀具应用标准
工艺技术标准
文件编号 01 版 本 号 01
附东江常用模具钢材硬度表:
HRC 15~25
材料名称 黄牌 S50C-S55C 油钢 DF2 01 GS2510
S-7
420 S 8407
材料名称
GS2083H GS2311 GS2312 加硫 GS2316 PX-88 GS2312 MU-P
P20 S136H 2316H 718S M202 M238 M310 ESR H GS2711 GS2688 GS638
硬度
HRC30~35 HRC29~36 HRC29~36 HRC26~34 HRC30~35 HRC28~33 HRC30~35 HRC29~36 HRC29~34 HRC30~35 HRC31~36 HRC30~34 HRC30~34 HRC31~35 HRC29~35 HRC28~31 HRC28~33
HB200~250 HB200~250
HB200~230 HB180~215
35~55
718H GS738H 420 H MEK4 NAK4 NAK55 NAK80 一般淬火硬度
HRC36~40 HRC35~40 HRC39~44 HRC37~40 HRC40~43 HRC40~43 HRC40~43 HRC45~55