S7-200称重模块
西门子S7-200PLC在自动称重混料系统中的应用
西门子S7-200PLC在自动称重混料系统中的应用S7-200 PLC/固体混料/EM231/效率1 引言制药、食品、农药和化工生产等等都离不开固体混料装置。
固体混料比例的精确性和均匀性是产品质量的关键,同样也是产品品质一致性的保障。
传统的固体混料装置常采用继电接触器控制,使用硬连接电器多,可靠性差,自动化程度不高[1],无论在配料、混料等阶段都存在诸多不确定因素,产品质量无法保证。
目前已有许多企业采用PLC对原继电接触器控制系统做改造,大大提高了系统的可靠性和自控程度。
改造后的PLC 控制系统不仅电路简单,投资少,而且灵活性好,有利于系统在线升级,对产品质量和生产效率提供了很好的保障。
西门子S7-200系列PLC具有许多优点[2],如, (1)可靠性高,抗干扰能力强,适于恶劣环境;(2)体积小,功耗低;(3)编程简单,可在线调试;(4)通信能力强等等。
这些优势使得它适用于各行各业、各种场合中的检测及自动化控制的需要。
其强大功能不仅表现在对数字量的灵活控制,利用其扩展模块也可以实现对模拟量的简单控制。
本文提出一种新型的固体混料装置控制系统设计,该方案采用西门子S7-200PLC+称重模块为系统核心控制器实现固体的混料称重设计,为继电接触器系统改造提供了思路。
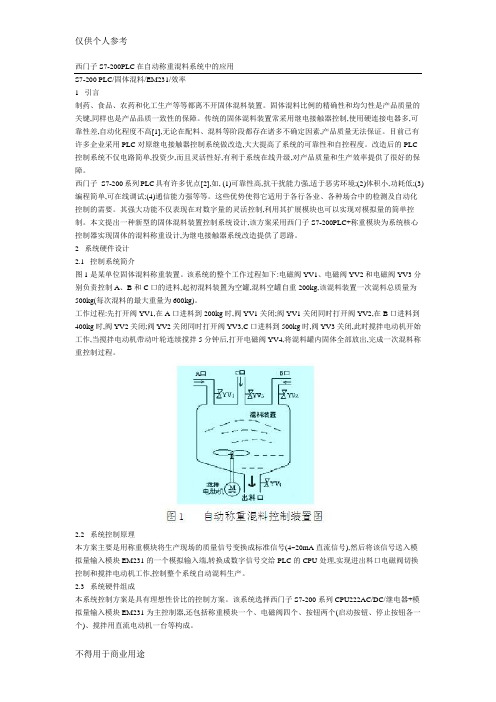
2 系统硬件设计2.1 控制系统简介图1是某单位固体混料称重装置。
该系统的整个工作过程如下:电磁阀YV1、电磁阀YV2和电磁阀YV3分别负责控制A、B和C口的进料,起初混料装置为空罐,混料空罐自重200kg,该混料装置一次混料总质量为500kg(每次混料的最大重量为600kg)。
工作过程:先打开阀YV1,在A口进料到200kg时,阀YV1关闭;阀YV1关闭同时打开阀YV2,在B口进料到400kg时,阀YV2关闭;阀YV2关闭同时打开阀YV3,C口进料到500kg时,阀YV3关闭,此时搅拌电动机开始工作,当搅拌电动机带动叶轮连续搅拌5分钟后,打开电磁阀YV4,将混料罐内固体全部放出,完成一次混料称重控制过程。
S7-200 称重模块

二、硬件配置和组装
S7-200
Hardware Software Workshop
4.连接和配线
• 称重传感器的连接
称重传感器的接线如图所示:
22
二、硬件配置和组装
S7-200
Hardware Software Workshop
4.连接和配线
• 称重传感器的连接
采用4线系统的称重传感器连接:
•
SIWAREX MS称量模块也能用于爆炸危险区域(2类区域)。 通过配备一个防爆接口SIWAREX IS或SIWARES Pi选件,称 重传感器就能获得在1类防爆区域中使用的安全电源。
10
一、产品概述
S7-200
Hardware Software Workshop
4.应用领域
• 在需要记录来自应变仪传感器或称重传感器信号的所有场合, SIWAREX MS是最佳选择。
15
二、硬件配置和组装
S7-200
Hardware Software Workshop
2.组装
在组装SIMATIC部件和SIWAREX MS时,必须遵 守针对SIMATIC S7-200的安装、组装和接线指南。 SIMATIC S7-200详细安装和接线方法可以参考S7-
200手册。
16
二、硬件配置和组装
5
一、产品概述
S7-200
Hardware Software Workshop
1.称重模块介绍
• • • • • • 能灵活地适应SIMATIC控制方面的不同要求 通过RS-232接口,使用SIWATOOL MS程序,就能方便地实 现称重模块的设置 不需要使用调整重量就可实现理论设置 模块更换方便,无需重新设置 适用于1类防爆区域的安全称重传感器电源(SIWAREX IS选 项) 诊断功能
S7-200 称重模块应用
称重在OEM 基于自动化控制系统
称重在OEM 基于自动化控制系统
西门子 – 称重系统
S7-200 称重模块应用
>模块产品介绍 >PLC程序介绍 >PC机调试模块 >HMI调试模块
SIWAREX 网络化称重控制
称重在OEM 基于自动化控制系统
称近称近重5重50技0年技年术术
SIWAREX – 产品线
称重在OEM 基于自动化控制系统 独立装置
灌装监视 & 测力系统
称近称近重5重50技0年技年术术
高端用户
极速配料 &定量包装
皮带秤
SIWAREX P
MS
CF
CS
SIWAREX U
SIWAREX FTA SIWAREX FT
防爆接口
SIWAREX R
称重传感器 & 安装件
附件
及其软件
SIWAREX MS – 出色的性能比
称重在OEM
基于自动化控制系统 ) SIMATIC S7-200 扩展模块
电源+ 与 感测+ 短接
电源+ 与 感测+ 短接
SIWAREX U 接线图
称重在OEM 基于自动化控制系统
传感器电缆的最大距离是500m
SIWAREX U 接线图
称重在OEM 基于自动化控制系统
通信电缆
SIWAREX U 接线图
用PLC控制称重,其实很容易,5分钟学会S7-200称重编程和校称
用PLC控制称重,其实很容易,5分钟学会S7-200称重编程和校称原创不易,请勿抄袭!我知道这么写一点意义都没有,我也不可能去追究别人盗版我文章的责任,但我希望我写了近6个小时的文章会有人真心喜欢,会有人能够学到文章里的知识点,并应用到工业中,这样我的目的就达到了,然后希望大家能支持我一下,点赞收藏并分享,让更多的人看到这篇写之不易的文章,谢谢。
上篇文章我们讲了PLC连接称重传感器的几种方法以及这几种方法的优缺点,今天我们说一下如何使用西门子S7-200编写称重程序。
下篇文章我们会再讲一下西门子S7-300的称重程序;本文提到的所有程序实例,手册和库文件还有称重模块的详细信息以及校称软件等等我都已打包好,有需要的在评论区留下邮箱,我会一一发送。
1 称重传感器+二次表+模拟量输入的方式比较简单,只需要识别好模拟量输入通道,然后将模拟量输入转换为需要的数值范围就可以。
2 称重传感器+二次表+通讯的方式,需要选择带232/485通讯接口的PLC,设置好通讯参数后,从接收口读到的数值就是称重的实际数值,然后进行换算即可,232/485通讯也是PLC使用的一个知识点,大家有兴趣的话可以在下方留言,我可以给大家讲解。
3 我们主要讲讲这个最经典的方式吧,那就是重传感器+接线盒+称重模块。
要想使用这种方式称量的话,我们需要编写PLC程序,并且通过软件设置称重模块参数,并进行校称等操作。
一首先我们先说说PLC编程,其实称重系统的编程学起来非常难,但应用起来非常简单。
为什么这么说呢?举个例子,1+1=2大家都知道,但是要问1加1为什么等于2那就复杂多了。
所以大家想用PLC控制称重系统的话,只需要把我给大家做的例子按照现场实际设备简单修改一下,然后下到PLC里就可以使用,下载后有疑问的话再去测试各个点的功能,多用几次后就熟练了。
(几乎所有人的第一套PLC程序都是抄袭别人的,一点一点探索然后自己才有思路。
)但是为了让大家理解更深一些,我除了把程序发给你们让你们模仿外,还会将一些重要的信息列出来,让大家对称重系统有一个系统的了解,这样才能快速的学会称重的编程。
西门子称量模块说明

©西门子 2005 可能变动,恕不另行通知
SIWAREX MS
警告和安全术语 目录
SIMATIC S7-200的称量模块 前言
1
供货范围
2
装置手册
产品概述
3
硬件配置和组装
4
称量功能
5
命令
6
报文和诊断
7
在STEP 7中编程
8
秤的设置 - SIWATOOL MS
9
附件
10
技术数据
11
索引
12
缩写词
13
3 产品概述································································································································· 3-4 3.1 总则 ································································································································· 3-4 3.2 应用领域 ·························································································································· 3-5 3.3 结构 ································································································································· 3-5 3.4 功能 ································································································································· 3-6 3.5 SIMATIC S7-200中的系统集成 ························································································ 3-6 3.6 利用SIWATOOL MS进行秤的调节 ·················································································· 3-6
西门子S7—200/F701C/变频器称重单元设计
西门子S7—200/F701C/变频器称重单元设计目前在小型化工行业,使用电机输送大比重物料进行称重包装较为普遍。
尤尼帕斯F701C称重控制仪表是一款通用型的称重仪表,具有高精度的计量控制功能,S7200作为小型PLC,其功能强大,性价比高。
文章描述采用PLC接收称重仪表信号,从而控制变频器动作,达到定量包装。
通过实践运行,该系统运行稳定可靠,其称重精度达到万分之二,满足实际生产需要,其方案经济、灵活、程序可移植性强,对类似项目具有一定借鉴意义。
标签:F701C;S7-200;变频器引言氧化铁,化学式Fe2O3,工业上称氧化铁红,用于油漆、油墨、橡胶等工业中,可做催化剂,玻璃、宝石、金属的抛光剂,可用作炼铁原料。
其相对密度 5.24,比重大、流动性差,多采用螺旋输送机输送物料。
由于其比重大、价格高等因素,其包装精度以及稳定性至关重要。
本定量包装系统,称重部分采用F701-C,F701C为Unipluse公司产品。
其紧凑型设计、高达200次/秒高速A/D转换速率;对应给料、排料、自动落差校正等丰富程序功能被广泛应用在称重行业。
控制单元采用德国西门子公司的S7-200PLC,S7200系列PLC,以其可靠性高,输入/输出响应快,CPU运算速度达到0.37us/位,性价比高在工控领域中被广泛应用。
执行单元的变频器采用施耐德A VT303系列。
1 设计思路氧化铁由于其物料粘度大,流动性差,采用螺旋电机输送进行包装时,控制要点为电机的转速调节。
F701C具有近零、快进、中进、慢进、不足、过量、称完等信号输出,利用PLC接收F701C相应的状态信号,输出到变频器逻辑端子L1、L2、L3、L4。
在变频器内部设置预置多段速度参数,PLC输出控制逻辑端子的通断功能,从而达到根据称重状态控制电机速度,实现称重的准确度。
操作人员按下启动按钮后延时1秒,PLC输出清零信号至F701C,对称重控制器执行清零操作,清零结束后延时1秒,小螺旋输送机开始在频率35HZ下高速给料(启动小螺旋输送机给料的同时启动大螺旋输送机补充小螺旋输送机上部小料仓)。
S7-200 PLC皮带秤标定方法
一、把速度传感器和重量传感器安装正确包括接线二、试车:用变频器把秤开起来,然后把秤的正反转和上方的分隔轮的正反转设定一下三、本设备使用的是ABB变频器,LOC/REM分别为本地和远程转换四、按按键ESC选择进入PLC参数功能,把额定流量、传感器荷重量程、脉冲单位(1000kg)、脉冲时间(1000mS)、速度系数简单看下速度的线性正不正常。
五、标定:1、校零:把变频器打在自动状态,PLC控制方式选择0,即本地控制状态下,按ENTER键给定秤满量程,按F1键启动秤让变频器转到50HZ等秤稳定之后,按ESC键进入校零功能,按F1进行校零,校零结束得到一个重量零点。
2、校重量系数:把砝码挂在秤上,根据理论值与仪表显示值算出重量系数:公式=理论值/仪表显示值*原先的重量系数,把得到的新的系数输入至参数里面的重量系数。
3、挂码校流量系数:把砝码挂在秤上,按F1键启动秤让变频器转到50HZ等秤稳定之后,按ESC键进入标定功能,按F3进入标定,等标定时间达到皮带环行一圈时间左右按F4停止标定,用公式:累计量=(砝码重量*皮带长度)/有效称量段长度(0.25m)得到理论的累计量,用理论的累计量与仪表显示的累计量得到新的流量系数,公式=理论值/仪表显示值*原先的流量系数,把得到的新的系数输入至参数里面的流量系数即可,再次标定,知道秤准了为止。
实物标定:如同上面的方法先对皮带秤进行校零,校重量系数。
完成之后再对皮带秤进行校流量系数(即对实际的累计量和仪表显示的累计量进行比较)方法如下:把仪表打在现场工作方式,即把控制方式选择0,按ENTER 键对皮带秤进行给定,最好使皮带秤运行慢一点。
把皮带秤先转起来,然后再把上方的阀棒打开,准备标定下料。
把传送皮带运行起来,让人准备下料时接住料物。
按F3把秤的累计量清零,然后按F1启动皮带秤,这时秤开始下料,皮带秤进行累计量累计。
达到一定吨数按F2停秤。
这时仪表得到一个累计量,然后让人把刚刚下料接住的料称一下得到一个实际的量。
西门子PLC称重模块使用说明
通过SIWATOOL U软件对SIWAREX U模块进行标定和参数设置How to use SIWATOOL U for calibration and parameter setting of SIWAREX U摘要 本文详细介绍了如何通过SIWATOOL U软件来校准SIWAREX U称重模块,同时详细说明了SIWATOOL U软件中参数的含义,以及称重模块常见故障的解决方法。
关键词SIWAREX U模块、SIWATOOL U软件、标定、故障诊断Key Words SIWAREX U Module, SIWATOOL U software, Calibration, DiagnosticIA&DT Service & Support Page 2-18目录1.SIWAREX U称重模块简介 (4)2.称重模块标定 (5)3.SIWATOOL其它参数的说明 (10)1.更换模块 (10)2.平均值滤波的功能 (11)3.低通滤波器的功能 (11)4.DR4中Limit功能的使用 (12)5.ST1和ST2指示灯的设置 (13)6.理论标定 (15)4.常见故障解决 (16)IA&DT Service & Support Page 3-18U称重模块简介1. SIWAREXSIWAREX U称重模块集成在SIMATIC S7-300和ET200分布式系统中,主要特征如下:通过用ET 200M 连接至PROFIBUS DP,而用于分布式现场称重仪表测量重量或力,分辨率可达65000,精度0.05 %双通道模块可接两台秤,节省空间可以将远程数显仪表直接连接到TTY 接口使用SIWATOOL U 程序可方便的对秤进行设置和校准支持不用标定砝码而进行理论校正支持在不必重新校正秤的情况下更换模块可用于EX 防爆应用1.设备及软件列表名称 定货号SIWAREX U称重模块 7MH4950-1AA01称重传感器 7MH4103-3AC01SIWATOOL连接电缆(可选) 7MH4702-8CASIWATOOL U软件 7MH4950-1AK01该实验中硬件配置如下图:IA&DT Service & Support Page 4-182. 称重模块标定(1) RS232串口通信电缆可以自己制作(也可以直接采购):(2) 设置串口通信参数:(3)通过“启动”菜单打开SIWATOOL U软件IA&DT Service & Support Page 5-18(4)如果是第一次使用该软件,默认语言为德语,可以通过下列步骤进行修改:(5)选择通信接口,如COM1口IA&DT Service & Support Page 6-18(6)点击“Online”按钮,建立通信通信建立后,Online按钮变为灰色。
西门子S7—200 PLC在船舶卸载料斗秤系统中的应用
西门子S7—200 PLC在船舶卸载料斗秤系统中的应用介绍了S7-200PLC通过Modbus RTU协议作为从站与PC主站通讯的方法,通过S7-200PLC对S7-300PLC的信号中转,用VB6.0编写的料斗秤计量软件实现了对S7-200PLC及S7-300PLC的信号交换,开发了船舶大宗原料料斗秤检斤计量系统并得到有效应用。
标签:S7-200PLC;料斗秤;Modbus RTU协议引言目前,钢铁企业船舶运输的大宗原材料都是采用检尺的方式进行计量,但由于种种原因,经常导致检尺计量数据偏差大,买卖双方矛盾重重。
为了解决上述问题,采用将原料通过卸料皮带运至陆域后采用静态料斗计量,实现检斤计量,准确计量后,通过皮带转运至原料堆场。
计量数据及时传给公司计量管理系统,为公司原料管理部门提供实时、准确、完整的船运原料计量数据。
1 系统功能船运大宗原料通过201胶带机、202胶带机、203胶带机、204胶带机、205胶带机、206-1胶带机、206-2胶带机、布料器将原料转运进计量料仓A,当仓A 达到预设称量条件,系统驱动布料器移动到B计量仓上装料,此时,A计量仓计量,A仓计量完毕,打开液压闸门,原料通过206-3胶带机、206-4胶带机、207胶带机转运至后方堆场,A计量仓卸料完毕,关闭液压闸门;当仓B达到预设称量条件,系统驱动布料器移动到A计量仓装料,此时,B计量仓计量,B仓计量完毕,打开液压闸门放料,原料通过206-3胶带机、206-4胶带机、207胶带机转运至后方堆场,B计量仓卸料完毕,关闭液压闸门。
如此循环,实现船运大宗原料的检斤计量,同时保证码头船运大宗原料的有序卸载。
计量工艺流程如图1所示。
图1 码头船运原料卸载计量工艺流程2 系统结构根据码头卸载工艺需求以及料斗秤计量需求,码头基础控制系统使用西门子S7-300PLC控制器,控制码头卸料料线的启停、布料器在计量仓上的位置检测等。
料线启停等操作由基础自动化操作站完成。
s7-200模块介绍
图 1 CPU 结构示意图
2.2 技术规格
CTS7-200 PLC提供了两种规格的CPU以适用于不同的应用,表1给出了各个CPU的技术 规格。
表1 CTS7-200 系列 CPU 技术规格
技术规格 订货号 功率 尺寸(宽×高×深) 存储器特性
程序存储器 数据存储器 超级电容(典型值) 定时器总数 1ms 定时器数 10ms 定时器数 100ms 定时器数 计数器数量 内存存储器位 掉电保持 时间中断 边沿中断
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. SIWAREX MS称重模块简介
SIWAREX MS称重模块集成在SIMATIC S7-200系统中,主要特征如下:
•利用STEP 7 MicroWin版本4.0 SP2及更高版本进行配置;
•分辩率高达16位的重量测量或力的测量;
•精度0.05 %;
•可以在20 ms或33 ms之间选择的快速测量时间;
•使用SIWATOOL MS软件,通过RS 232接口很容易地实现校秤;
•允许理论校秤;
•更换模块后无需重新校订,只需重新下载校秤数据即可;
•适用于1类防爆区域的本质安全称重传感器电源(SIWAREX IS选项);•诊断功能。
2. 设备及软件列表
该实验中用到的硬件和软件如下:
3. 添加称重库指令
添加库文件,步骤如下:
选择要添加的两个库文件,如下图所示:
已经添加的两个库文件如下所示:
建议第一次使用西门子称重模块的用户到下列网站下载上述库文件和相应例子程序:
/download/DocList.aspx?TypeId=5&CatFirst=36&CatSecond=-1&CatThir d=-1
4. 库文件参数说明
4.1 MicroScale_V20参数说明
一个SIWAREX MS需要占用PLC200的4个模拟量输入和4个模拟量输出,其地址通过参数“First_AIW、Second_AIW、Third_AIW、Fourth_AIW”及“First_AQW、Second_AQW、Third_AQW、Fourth_AQW”指定,该地址可以通过下列方式获取:
从下图可以看出,在该例子程序中称重模块输入和输出的起始地址分别为AIW0和AQW0
FirstVB_Pointer:每个称重模块要占用PLC的V区内的20个字节来存储相关的参数,该区域的始地址由“FirstVB_POINTER”指定,如&VB200,那么重量存储在VW202中,其他字节的含义请参考SIWAREX MS 使用手册。
Lib_Error:称重模块的故障代码,它已经包含在上述20字节中,其地址为FirstVB_POINTER+18,如果FirstVB_POINTER为200,则Lib_Error对应地址为VW218
4.2 MicroScale_additional说明
FirstVB:与MicroScale功能块的FirstVB_POINTER地址相同;
DR_Point:在称重模块内部参数以数据记录DR的方式存储,例子程序中已经建立了这些数据记录,如下图所示:
这些数据记录占用V区186个字节,起始地址通过DR_Point指定。
Command_Code:命令代码
DR: 要读或写的数据记录的编号,如DR3
Offset:要访问的数据在数据记录中的偏移量
Length:要访问的数据长度,以byte为单位
Command_Trigger:命令触发,与Command_Code配合使用,执行某个命令;
注意:如果Offset和Length同时为0,则表示对整个数据记录进行操作;
5. 如何设定砝码重量、小数点个数、传感器特征值、量程、重量单位等
以修改标定砝码重量为例进行说明:
(1)在状态表DR3中找到砝码重量对应的变量VW6,然后写入砝码重量
由于在SIWAREX MS内部,重量通过一个Word进行存储,那么砝码重量与小数点位数有关。
称重模块默认显示两位小数,如果砝码50kg,则需要写入5000;如果没有小数点,则输入50即可
这样就把砝码重量50.00kg写入PLC中;
(2)将PLC中的砝码重量通过命令255写入称重模块,DR、Offset和Length分别为3、6和2,如下图所示。
Command_Trigger设置为1,命令执行。
(3)通过读数据记录命令254,查看数据是否已经写入称重模块,如下图所示。
此时DR3的VW6已经为5000,即50.00kg
通过SIWATOOL MS软件也可以看到此时已经修改成功。
修改其他参数,如量程,只需要在DR3的VW28中输入量程,如10000,即100.00kg。
MicroScale_additional的Offset和Length改为28和2,其他操作同上。
6. 零点标定
将秤体清空,执行零点标定,重量显示变为0kg
此时重量VW202变为0kg,如下所示
此时在SIWATOOL MS中也可以看到,重量已经变为0kg,如下图所示:
7. 砝码标定
把50kg的砝码放在秤体上,然后执行命令4,如下图所示:
标定后VW202显示砝码重量5000,即50.00kg,如下图所示:
此时在SIWATOOL MS中也可以看到,重量已经变为50.00kg,如下图所示:
标定结束后,通过命令254将DR3中的数据读取上来,如下图所示:
注意:读取整个数据记录的内容时,Offset和Length默认为0,只输入DR即可此时就可以在PLC 200的变量表中查看模块中的参数了,如下图所示:
上述数据与SIWATOOL MS内的参数完全相同,如下图所示:
关键词
SIWAREX MS模块、STEP7 Micro/Win软件、零点、标定砝码。