YAMAHA贴片机操作保养规程
YS24贴片机操作指导手册

一、目的:范规对SMT 片机的操作、保贴养,以保品量及延命。
证产质长设备寿二、范围:片机:贴YAMAHAYS24三、定义:略五、运作过程:5.1片机的基本操作步贴骤5.1.0入源是否三相检查输电为380V 交流电、±10%;空力是否气压为5.5kgf/cm 2、±0.5kgf/cm 2.ACTIVEREADYRESE 操作選擇伺服復位START 開始MAINPOWER 鍵盤滑鼠EMG5.1.1合上,机器供。
总开关给电开电5.1.2源。
开开关电开关进检(1)打机器前左下方面板上源,机器行自。
单显开,(2)自检OK,主示后,旋轴处,[EMERGXENCYSTOP]信息消失,各于伺服控!!况时随时观运况发异马检查问题并:暖机察机器行情生常,上停止操作,原因解决它。
开产5.1.5PCB始生:称产PCB名,按用鼠标选择[BOARD]中要生的(1)操作根据所各机《员种SMT排位表》上料。
(2)选择[READY]开产绿[START]机器始生。
(3)按下色5.1.6障碍排除产时红并报声时生中遇到障碍,色指示灯亮,有警。
排除障碍,按下机器左按任意使用除幕示消失。
键将权清屏显当显现<SHUTDOWNCOMPUTER>后,掉源。
关电示器出贴养维护5.2片机的保和养维护5.2.1日常保和工作的片每日行保,保果在对贴进养将养结记录[SMT 每日点表检]中。
5.2.2每周保和养维护工作对的片机贴每周行进保,养将保果养结在记录[SMT 贴片机周保表养]中保象养对容内注备吸嘴具夹冲作,如果作不平滑,涂上检查缓动动薄薄的一滑,如具松弛,固层润剂夹紧之。
移动镜头的灰和留物清洁镜头尘残X 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它X 轴导轨滑脂是否有硬化,无留物粘附检查润残Y 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它Y 轴导轨滑脂是否有硬化,无留物粘附检查润残Z 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它Z 轴导轨滑脂是否有硬化,无留物粘附检查润残W 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它空界面气检查Y 型封圈和O 型是不老化,必要环更时换5.2.3每月保和养维护工作的片每月行保,保果在对贴进养将养结记录[SMT 片机每月保表贴养]中。
雅马哈贴片机操作守则
XXXX电子有限公司
工 序 号 速度 04 工 产 程 名 量
作 业 指 导 书
YAMAHA-YV100X贴片机操作指引
14400页 次:第 1 页 共 1 页 制 定 日: 2005 年 05 月 24 日
0.25S/CHIP
决 裁
制 定 审 核 批 准
开 始
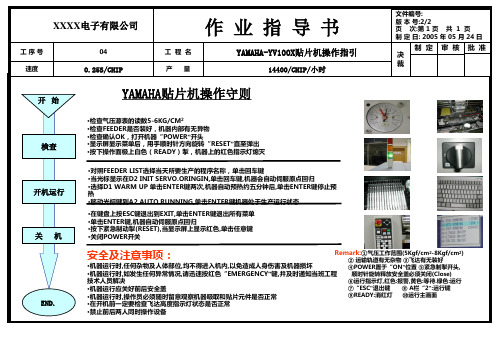
YAMAHA贴片机操作守则
•检查气压源表的读数5-6KG/CM2 •检查FEEDER是否装好,机器内部有无异物 •检查确认OK,打开机器“POWER”开头 •显示屏显示菜单后,用手顺时针方向旋转“RESET”直至弹出 •按下操作面极上白色(READY)掣,机器上的红色指示灯熄灭 •对照FEEDER LIST选择当天所要生产的程序名称,单击回车键 •当光标显示在D2 INIT SERVO.ORINGIN,单击回车键,机器会自动伺服原点回归 •选择D1 WARM UP 单击ENTER键两次,机器自动预热约五分钟后,单击ENTER键停止预热 •移动光标键到A2 AUTO.RUNNING,单击ENTER键机器处于生产运行状态 •在键盘上按ESC键退出到EXIT,单击ENTER键退出所有菜单 •单击ENTER键,机器自动伺服原点回归 •按下紧急制动掣(RESET),当显示屏上显示红色,单击任意键 •关闭POWER开关
END.
•机器运行时,任何杂物及人体部位,均不得进入机内,以免造成人身伤害及机器损坏 •机器运行时,如发生任何异常情况,请迅速按红色“EMERGENCY”键,并及时通知当班工程技 术人员解决 •机器运行应关好前后安全盖 •机器运行时,操作员必须随时留意观察机器吸取和贴片元件是否正常 •在开机前一定要检查飞达高度指示灯状态是否正常 •禁止前后两人同时操作设备
検查
开机运行
YAMAHAYV100II操作规程

YAMAHA100-2操作规程高速度贴片机通用工艺规程1. 目的:将各种贴装元件贴装于线路板上。
2. 适用范围:适用于工厂SMT自动生产线中高速度贴片机YAMAHA YV100II进行电装的所有印制线路板。
3. 引用标4. 准:YAMAHA YVL100II高精度贴片机操作手册。
5. 工艺操作过程5.1. 机器生产运行5.1.1. 日常生产操作流程A. 机器检查B. 开机C. 回原点D. 暖机E. 选择数据F. 检查供料器是否正确安装G. 调整印制线路板定位系统H. 开始生产I. 生产完成J. 关机5.1.2. 生产步骤描述4.1.2.1机器检查A.开机前检查气源电源是否正常,安全盖是否盖好,吸嘴是否正确安装。
B.每日开机前吸嘴检查:吸嘴尖是否破损,沾锡膏,胶水吸嘴臂是否弹性良好供料器是否顺利供料供料器平台是否清洁4.1.2.2开机打开机器电源主开关。
检查各急停按钮是否松开,安全盖是否盖好,按下操纵手柄上的READY键,显示器下方“Emergency Stop”信息消失。
4.1.2.3回原点选择菜单1/1/D2回机器原点,机器自动回原点。
4.1.2.4暖机选择菜单1/1/D1暖机,按空格键选择暖机时间,约10至15分钟。
4.1.2.5选择生产数据如果生产上次生产的数据,此项可跳过,否则按F2键选择生产数据。
选择后,操作屏上出现本数据程序所需各头安装的吸嘴类型。
4.1.2.6检查供料器是否正确安装选择菜单1/1/D4/元件排列,检查供料器安装与数据是否一致。
4.1.2.7调整印制线路板定位系统通过菜单1/1/D4/运行应用/传送带单元,手动定位印制线路板,检查各定位装置是否可以正确工作。
传送带单元组成:Locate pins定位销Push up plate支撑台Edge clamps边夹Push in unit侧顶块Main stopper主挡块Entrance stopper入口挡块Convey Motor传送带电机Conveyor Width传送带宽度Push up pins支撑销A.孔定位方式:升起主挡块,印制线路板进入至主挡块,升起定位销(宽度由传送带下方螺栓调节)顶入印制线路板定位孔,均匀放置支撑销于支撑台上,升起支撑台,检查印制线路板是否固定完好。
YAMAHA贴片机操作保养规程

1.目的确保YAMAHA贴片机正常工作,延长机器寿命,保证操作人员的人身安全。
2.范围本公司所有YAMAHA贴片机。
3.职责工程部:负责设备维修和监督YAMAHA贴片机的保养情况。
生产部:负责YAMAHA贴片机的操作和保养。
4.定义无5.内容操作前准备:5.1.1检查电源供给是否为指定额定电压3相380V。
5.5.2检查气压是否在~之间。
5.1.3检查紧急开关(Emergency Stop)是否解除。
5.1.4检查Feeder是否装好。
5.1.5检查各轴及平台是否有杂物。
5.1.6检查吸嘴是否良好安装在工作头上。
开机:5.2.1打开总电源开关,打开总气压开关。
5.2.2打开机身主电源开关。
5.2.3机器进入主菜单后,按"Reaady"键,把"EMERGENCY STOP"解除。
5.2.4选择<1/1/RUNNING>后,然后按(ENTER)键。
5.2.5选择<1/1/D2INIT SERVO ORIGIN>然后按<ENTER>键,执行各轴回归原点。
5.2.6选择<1/1/D1 WARM UP>按<ENER>键,执行暖机,十分钟左右,若停机时间不超过2小时,这项可不执行。
5.2.7按任何键退出暖机工作。
生产:5.3.1选择<1/1/RUNNING>然后按<ENTERF>键,进入运行菜单。
5.3.2选择<D3SWITCH PCB>然后按<ENTER>键,进入PCB程序菜单,所光标移至所需生产的PCB文件名,按<ENTER>键,把需要生产PCB程序调出来。
5.3.3选择<1/1D4 RUNING UTILITY>然后按<ETER>键,进行PCB固定安装。
5.3.4选择<1/1A2AUTO RUNNING>然后按<ENTER>键,开始生产。
雅马哈YAMAHA贴片机作业指导书
从左往右依次
是开始建、停止键、清除键 取料器
基板进料口
基板出
料口
屏幕显示器
机台
电源
电压200V
稳压器电源开关
,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200v稳压器电源开关
雅马哈YAMAHA贴片机作业指导书
1、准备工作
1.1作业前需进行机ຫໍສະໝຸດ 点检并记录表单中,点检项目如下: 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
(确认电压在200V ) 机台气压 紧急停止
从左往右依次
是鼠标锁定键、
YAMAHA贴片机操作教程
YAMAHA贴片机操作教程第一节:贴片机的基本原理贴片机是电子制造中常用的自动插件设备,用于将电子元器件精确地安装在印刷电路板上。
贴片机的组成部分:1.供料系统:负责将元器件供给到贴片机的作业区;2.视觉定位系统:用图像采集和处理技术,准确地确定元器件和PCB 的位置;3.移动部分:控制贴片头在x、y、z方向上的移动,实现元器件稳定的贴片操作;4.贴片头:将元器件安装在PCB上的部件;5.控制系统:负责整个设备的控制和管理。
第二节:贴片机的操作步骤1.准备工作a.检查并确认贴片机的状态,确保设备正常;b.准备好需要安装的元器件和PCB板。
2.设置工作参数a.开启贴片机,并进入系统设置界面;b.根据需要设置工作参数,如贴片速度、吸嘴尺寸、吸嘴压力等。
3.调试校准a.运行自动校准程序,让贴片机自动检测和调整各个部件的位置和运动范围,以保证贴片的准确性;b.根据实际需要进行手动调整和校准,以进一步提高贴片的精度。
4.载入元器件库a.将元器件库文件导入贴片机系统;b.按照元件库中的信息,设置相应的元件参数,如类型、尺寸、引脚数等。
5.载入工程文件a.将需要贴片的PCB文件导入贴片机系统;b.根据实际需要设置PCB文件的参数,如尺寸、引脚数、层数等。
6.设置吸嘴和供料a.根据元器件的尺寸和类型,选择适当的吸嘴,并将其安装到贴片机上;b.调整供料系统,确保元器件正常供给到贴片机的作业区。
7.开始贴片a.执行自动贴片程序,让贴片机按照设定的参数和顺序进行贴片;b.观察贴片过程中的各项指标,如贴位精度、吸嘴压力等。
8.检查贴片质量a.完成贴片后,对贴片质量进行检查,确保元器件的位置、方向和焊接状况等符合要求;b.如发现问题,及时进行调整和修复。
9.结束操作a.关闭贴片机及相关设备,并清理工作区域;b.根据需要保存相关的工程文件和数据。
第三节:贴片机操作的注意事项1.在操作贴片机前,确保操作人员已经接受过相关的培训,熟悉相关的操作规程和安全注意事项。
YAMAHA 贴片机YS24保养说明书
安
■ 模拟送料器、带自动停机功能的防护盖 ( 对象 :YS 系列 )
全
用于送料器间间隙的安全防范。与 SS 型电动送料器一样安装在送料器架上,可以防止手误入。另外,一次性换料车规格的
须
机器,如不使用料车时,可以插入带自动停机功能的防护盖以防止手误入。
知 防止手误入
模拟送料器、带自动停机功能的防护盖
带自动停机功能的防护盖(一次性换料车用)
vii
2.2.1 安全教育
vii
2.2.2 操作、使用
viii
2.2.3 设备及安装环境
ix
3. 警告标贴与张贴位置
x
3.1 警告标示
x
3.1.1 机盖的使用
x
3.1.2 夹入、受伤
xii
3.1.3 各部的使用
xiv
Байду номын сангаас3.2 注意标示
xv
3.2.1 对人体的影响
xv
3.2.2 使机械受损
xvii
3.3 警告标贴的张贴位置
Safety instructions
安全须知 w 使用本公司产品前,务必阅读本安全须知。
目录
CE 标记 ( 对象 :YS 系列 )
i
1. 关于安全
ii
1.1 安全注意事项
ii
1.1.1 安全的定义
ii
1.1.2 事故、受伤的原因
ii
1.2 防护工具的使用
ii
1.3 使用机器时
iii
1.3.1 操作人员和维修人员的定义
· 电磁波发射 (Emission) 满足 EN55011 标准 ISM 机器分类 :Group1、Class A 的测试基准。
YAMAHA贴片机_YS12-YG12M_保养手册
xxiv
xxv
1-1
1-1 1-1
2. 维修作业前的准备
2.1 消耗品和更换零部件 ( 故障时 ) 2.1.1 消耗品 2.1.2 更换零部件 ( 故障时 ) 2.2 维修工具 2.2.1 清洁工具 2.2.2 加油工具·润滑油 2.3 必备工具
第 2 章 日常点检项目
作业前
1. 吸嘴状态的检查
知
‧ 除警告标贴外,只使用英文。
n 要点 警告标贴有两种形式,一种是只有象形图,一种是除了象形图还附有警告文。附有警告文时,除了有英文标示,还有中文、日文、ห้องสมุดไป่ตู้韩文标示的情况。
A2 有关 EMC 的内容
‧ 电磁波抗干扰(Immunity) 满足 EN61000-6-2 标准的测试基准。
‧ 电磁波放射 满足 EN55011 标准 ISM 机器分类 :Group 1、Class A 的测试基准。
基板下侧 4.2 〜 39.2mm 1.0 〜 31.0mm
上侧出入口板
基板传送面 下侧出入口板
55004-L5-00 备注 以基板传送面为基准 以基板传送面为基准
2. 关于安全标记
为了防止操作人员和其他工作人员发生安全事故,防止机器发生故障或受到损伤,必须采取相应的安全措施,
防患于未然。以下具体说明必须严格遵守的安全注意事项,以不同标记分别说明无视安全而产生的危害和损伤。
1.1 通过软件系统检查 1.2 通过目测检查
2. 送料器架的清洁
3. 相机透明罩的清洁
第 3 章 定期点检项目
1. 每周
1.1 吸嘴的点检和清洁 1.1.1 回弹部的点检和清洁 1.1.2 确认弹簧片 1.2 确认传送装置传感器的状态·动作 1.3 确认基板固定夹的状态·动作 1.3.1 基板固定夹状态的确认 1.3.2 基板固定夹动作的确认
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
确保YAMAHA贴片机正常工作,延长机器寿命,保证操作人员的人身安全。
2.范围
本公司所有YAMAHA贴片机。
3.职责
3.1工程部:负责设备维修和监督YAMAHA贴片机的保养情况。
3.2生产部:负责YAMAHA贴片机的操作和保养。
4.定义
无
5.内容
5.1操作前准备:
5.1.1检查电源供给是否为指定额定电压3相380V。
5.5.2检查气压是否在0.5Mpa~0.6Mpa之间。
5.1.3检查紧急开关(Emergency Stop)是否解除。
5.1.4检查Feeder是否装好。
5.1.5检查各轴及平台是否有杂物。
5.1.6检查吸嘴是否良好安装在工作头上。
5.2开机:
5.2.1打开总电源开关,打开总气压开关。
5.2.2打开机身主电源开关。
5.2.3机器进入主菜单后,按"Reaady"键,把"EMERGENCY STOP"解除。
5.2.4选择<1/1/RUNNING>后,然后按(ENTER)键。
5.2.5选择<1/1/D2INIT SERVO ORIGIN>然后按<ENTER>键,执行各轴回归原点。
5.2.6选择<1/1/D1 WARM UP>按<ENER>键,执行暖机,十分钟左右,若停机时间不超过2小
时,这项可不执行。
5.2.7按任何键退出暖机工作。
5.3 生产:
5.3.1选择<1/1/RUNNING>然后按<ENTERF>键,进入运行菜单。
5.3.2选择<D3SWITCH PCB>然后按<ENTER>键,进入PCB程序菜单,所光标移至所需生产的
PCB文件名,按<ENTER>键,把需要生产PCB程序调出来。
5.3.3选择<1/1D4 RUNING UTILITY>然后按<ETER>键,进行PCB固定安装。
5.3.4选择<1/1A2AUTO RUNNING>然后按<ENTER>键,开始生产。
5.3.5若在生产时,需立即停止时,可按<1/1A1 STOP RUNNING>或按空格键。
5.3.6生产完毕最后一块板传送出来后,可按<1/1A11STOP RUNNING>停上生产。
5.4关机:
5.4.1按<EXIT>键,再按<ENTER>键,连续交替按三次。
5.4.2在按最后一次<EXIT>键时,机器将回归原点。
5.4.3把紧急开关<EMERGENCY STOP>按下,等待EMERGENCY STOP出现在屏幕,然后按空格
键,屏幕画面消失。
5.4.4把主电源开关打到OFF位置。
5.5常见故障排除:
5.5.1 Pick Up Errors(拾料出错)有可能是物料已用完,或者料盘有料已不卷带,处理方
法,重新装料或更换飞达。
5.5.2 EMERGENCY STOP(紧急停止信息),把两边的盖子盖上,再把EMERGENCY STOP开关松
开,再按READY键可解除。
5.5.3 PCB FIXING ERROR(PCB安装出错)PCB传送不到位,LOCATE PIN对不上PCB孔,调
整LOCATE PIN等传输部件或重新放板。
5.5.4 TRANSFER ERROR(传输出错),输送带已有两片PCB时,再放PCB就会出现这样的报
警, 把入口的PCB取走就可能性以继续打板。
5.5.5 2ND LIMIT OVER(超出极限)主要是工作头在手推动时会出现该现象,被xy极限感
应到工作头,只要把工作头推到正常范围,该现象可消失。
5.6换料
5.6.1 在生产中注意看那供料架物料将用尽,提前用空闲的供料器装好料。
5.6.2换料时,操作员对照<贴片机站位表>把供料器装在料站上,并在《换料记录表》内
记录并签名。
5.6.3 QC以《贴片机站位表》对所装物料核对无误后在《换料记录表》内签名,并通
知操作员开始生产。
5.7品质要求:
5.7.1不偏位。
5.7.2不错件。
5.7.3不漏件。
5.8 品质异常处理:
5.8.1品质异常时通知技术人员处理,需维修时填写《设备维修申请单》,送工程部处理。
5.9 注意事项:
5.9.1每次换料或QC查料后,都要检查供料器是否装好,感应飞达的感应器经灯、绿灯同
时亮为装料OK,否则为不到位。
5.9.2机器工作时,手或其它部位切勿进入机器内,若需要必须打开门盖。
5.9.3程式内每做一次改动须请IPQC检查所贴料位的正确性。
5.9.4 维修后由维修人员填写《机器设备履历卡》,以免同样的问题下次发生。
5.10保养:
5.10.1日保养:
5.10.1.1 擦拭设备表面的灰尘。
5.10.1.2检查吸嘴是否堵塞,必要时清洁它。
5.10.1.3检查固定镜头是否脏,玻璃部分用干净碎布擦。
5.10.1.4检查供料器是否安装稳固,否则重新安装稳固。
5.10.1.5检查X,Y平台里面是否有其它杂物,并清洁干净。
5.10.2周保养:
5.10.2.1检查吸嘴夹具是否松动。
5.10.2.2折下清洁移动镜头。
5.10.2.3清洁X轴导轨和丝杆的脏物。
5.10.2.4清洁Y轴导轨和丝杆的脏物。
5.10.2.5清洁W轴丝杆的脏物。
5.10.2.6检查各气管接口是否漏气。
5.10.3月保养:
5.10.3.1 检查移动镜头每一个发光管LED是否亮度够,否则更换新的LED。
5.10.3.2用汽枪清洁吸嘴管。
5.10.3.3把各轴的旧黄油擦掉重新加润滑油。
5.10.3.4 检查驱动的Feeder的电磁阀是否正常。
5.10.3.5 检查传送皮带是否松动。
5.10.3.6工作头中Z轴丝杆和滑轨清洁加黄油。
5.10.3.7吸嘴上下活动丝杆加液体轻油。
5.10.4半年保养:
5.10.4.1清洁软盘驱动器。
5.10.4.2 清洁空气过滤器,必要时更换。
5.10.4.3检查各皮带是否磨损,必要时更换。
6.附件、相关文件和表单
6.1相关文件
无
6.2相关表单
6.2.1《机器设备履历卡》 YDF-FR-0126
6.2.2《贴片机站位表》 YDF-FR-1050
6.2.3《换料记录表》 YDF-FR-1074
6.2.4《设备维修申请单》 YDF-FR-0062。