光纤连接器端面抛光计算分析
光纤端面的研磨方法总则
光纤端面的研磨方法总则光纤是光通信中最基本及最重要的一个组成部份,光纤一词是光导纤维的简称。
光纤的主要材料是石英玻璃,所以事实上光纤是一种比人的头发稍粗的玻璃丝。
一般通信光纤是由纤芯和包层两部份组成而外径为125um至140um。
在讨论光纤端面研磨中,不可不提光纤的损耗。
在光信号通过光纤端面传送中,由于折射或某一些原因,会使光能量衰减了一部份,这就是光纤的传输损耗。
所以光纤端面研磨的效果就显得非常重要了。
而成熟的研磨工艺及优良的研磨系统设备是达到优质研磨效果不可或缺的因素。
以下本文将以研磨优质光纤连接器端面作为讨论的重心。
而本文主旨主要在于分享我们在光纤连接器端面研磨方面的实际经验,而不在于艰涩的理论性的探讨。
简介在光纤跳线生产工艺中,主要可分为三部份。
1、光缆与连接器散件的组装;2、端面研磨3、检查及测试。
而其中以研磨及测试部份对生产优质光纤端面的影响最大。
故厂商往往都非常重视这部份的运作。
而本文亦会集中讨论这部份的工艺。
生产光纤跳线,要达到最佳效果,其中包括了8个要素:1、使用正确的工具及组装程序;2、使用高质素的光纤连接器散件;3、稳定的研磨机器;4、优质的研磨砂纸;5、正确的操作程序;6、精确及可靠的测试仪器;7、有责任感与富有经验的操作员;8、整洁及无尘的工作环境。
生产优质光纤跳线之要素1、使用正确的工具及组装程序--所有的组装程序都必须采用合适的工具, 如脱皮钳,烘炉,针筒及胶水……等等,需要选择专为生产光纤跳线而设计的产品,故千万不能随便使用一般性的工具。
另外,熟练而正确的组装方法,也是不能忽略的一点。
2、使用高质素的光纤连接器散件--高素质的连接器散件也能间接使问题减少,从而更易达到优质的研磨效果。
3、稳定的研磨机--研磨机(Polishing Machine)可说是生产光纤跳线的核心部份,在生产过程中相当大比例的品质问题,都间接或直接与研磨机的稳定性有关。
可见研磨机在光纤跳线中的重要性,本文在“研磨机”一节中会作更详细的探讨。
新型光纤连接器端面研磨抛光机的运动分析
要 因素就是工件被抛光点在 t 时刻与研磨抛光盘之间的 利用 式 ( ) 随机 磨料 点 P 行 轨迹 模 拟 。 参数 范 围取 相对运动速度 , 1对 进 在 同时, 相对运动速度在研磨抛光盘表面的
维普资讯
维普资讯
翩 遣 业 信 息 化
3 研磨与抛光运动方程的建立
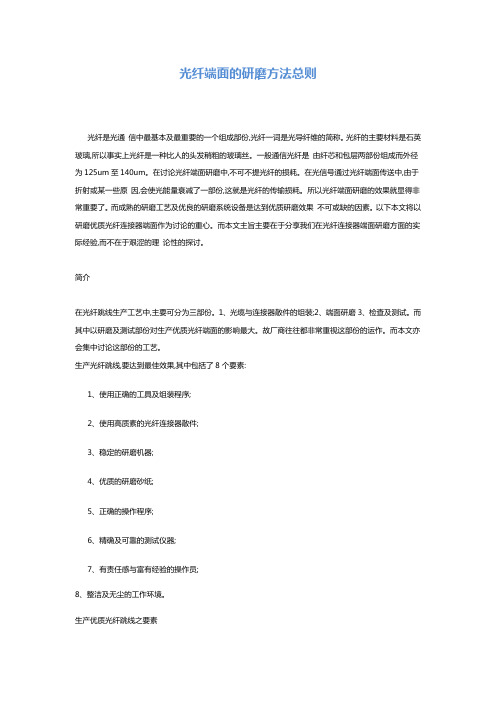
图 2为光 纤 连 接 器 端 面 研 磨 抛 光 装 置 运 动 原 理 图 。
L 网
- _____
ห้องสมุดไป่ตู้
一
R 0 7 ]0 02t的区域内, ,5 , ,a] 模拟考察单个磨粒点轨 迹图和多点轨迹 的叠加 图, 以寻求最佳运动轨迹的参数。 图3 图4 和 为模拟的单点轨迹和多点轨迹 。由模拟
1
【 J [o( otO O) CS ( 1 0・) J【 ( 1 ) c st . —1 o + O (t )t o E・t + J o 0
。
() 2
根 据实 际设 计 的研 磨 抛 光 机 的几 何结 构 状 态 ,上 式
中的随机点半径为 R∈[ ,5 ,随机点 P的初始角度取 07 ] 值为 0 0 2 ] ,a ,且在时间 7内研 磨盘表面的平均运动 t 1
3 研磨 与 抛光 过 程的 运动 模 拟
在光 纤 连 接 器 的研 磨 和 抛 光 中 ,磨 料 和 化 学 溶 剂 组 成 的 抛 光 液 作 为 一 种 介 质 夹 杂 在 抛 光 垫 和 光 纤 端 面
间, 加工表面在化学作用 的同时 , 磨料 以一个具体 的点 来对工件和抛光垫表 面实 现两体或三 体切削 ,而 磨料 的集 合体却以随机的 方式完 成整个加 工过程 ,服从 统 计规律 ] 因此 , 。 以点 的方式来模 拟整个加工 过程更 切 合抛光 实际。 数学中 的蒙特 卡罗法 出发 , 从 充分利 用了
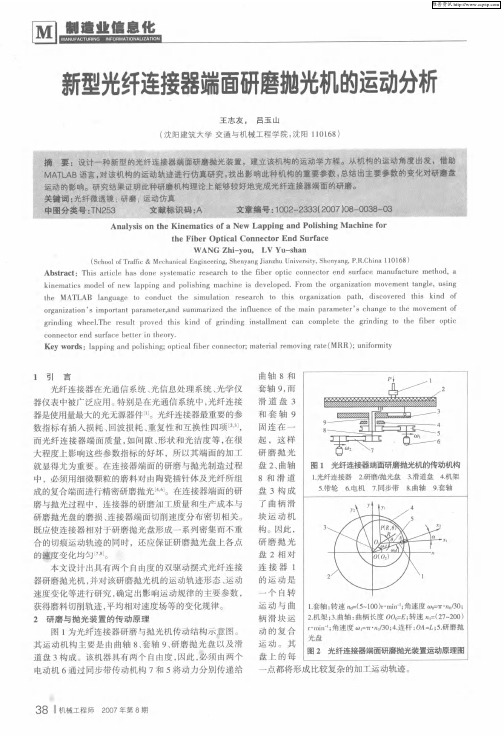
光纤连接器插针的研磨抛光
抛 光 速度 及室 内温度 等因素有关 。
抛光 液 中氧化饰与水 的 比 例 以 一
的重 量比为宜 氧化饰采用上海跃 龙化工厂生
产 的 一 型 米黄色抛光 粉 , 目数 为
目。
抛光主 轴的转 速为 一 转 分 抛光盘的
转速及其往复运动均 低于主轴转动速度 。 室温
控 制 在 ℃ 士 ℃。 抛 光 时 间 为
势 , 提高研磨抛光 的效率问题 已提到了议事 日
程上来了 , 为此 , 我们设计了一次装 夹 根光
纤插针的夹具 其加工方法和 步骤大致相同于
一根的情 况 , 只 是 研磨抛光所 需 的时 间都相应
有所增加 , 这 是 因为光纤插 针外 面不 诱钢 管 总
面积 增 多 , 使得 研磨抛 光 时单位 时 间的磨 削量
缘 的磨 削差 别就 越 大
综 上所 述 , 要 想得 到均 匀的磨 削 , 应 使磨
盘转动 , 同时工件要来回运动
磨 盘 用球墨铸 铁制成 研磨 砂采用 四 川乐
山金 刚 砂 。 砂 的牌号 及 粒度 大 小如 下
现用 号码
吐
原用 号码
资
告 理
砂粒直 径 范 围 〔微 米
一 一 一 一 一 一 一
动。 镜盘上面是抛光盘 , 抛光盘随镜盘的转动
而转 动 同时, 抛光盘还必须随机器转动轴的
牵 引作往 复运 动 , 这 样使得 整个抛 光面抛 光均
匀, 从而得到平 整的光洁的端面。
抛 光胶 的制作要考虑 到石英玻璃 制造的光
纤其硬度大于普通 的光学玻璃 , 因此在抛 光胶
的成份 中应增加使胶 的硬度 变 高的成份 比例
后 再 用 粒度 小 点 的金 刚砂 细磨 。 各种 粒度 金 刚
光纤端面研磨加工机理研究 - 光学 精密工程
第12卷 第6期光学精密工程Vol.12,No.6 2004年12月Optics and Precision Engineering Dec.2004文章编号 10042924X(2004)0620570206光纤端面研磨加工机理研究刘德福,段吉安(中南大学机电工程学院,湖南长沙410083)摘要:给出了研磨光纤时的材料去除机理,选用粒度为微米及亚微米级的金刚石磨料砂纸,在研磨压力为0.48Mpa时,在KE2OFP212型光纤连接器研磨机上对光纤端面进行了研磨实验。
结果表明:光纤研磨加工的材料去除存在脆性断裂、半脆性半延性、延性等3种模式。
材料去除模式主要取决于磨料的平均粒度,磨料粒度为3μm时,为脆性断裂到延性研磨的临界转换点。
并从理论上对结果进行了分析,光纤以延性模式研磨加工时,光纤表面粗糙度Ra可达到纳米级,其表面看不到任何划痕,而光纤以脆性断裂模式研磨加工时,其表面粗糙度只能达到亚微米级,证明材料以延性模式去除是提高光纤表面质量的有效方法。
关 键 词:光纤研磨;脆延转变;延性去除;表面粗糙度中图分类号:TG580.68,TN253 文献标识码:AMechanism research on lapping of optical f iber end2faceL IU De2fu,DUAN Ji2an(College of Mechanical and Electronic Engineering,C entral South University,Changsha410083,China)Abstract:The material removal mechanism in optical fiber lapping is presented.With diamond lapping2film whose abrasive grain size is from micron to sub2micron,when the nominal lapping pressure was0.48MPa, the optical fiber end2face lapping experiment was conducted on optical fiber connector lapping machine of KE2OFP212.The experiment results show that there are three material removal modes during lapping opti2 cal fiber,i.e.brittle fracture mode,semi2brittle and semi2ductile mode,and ductile mode.These modes are mainly controlled by abrasive grain size;there appears brittle2ductile transition’s critical point when the lapping2films whose abrasive grain size is3μm is used to lap optical fiber.And these material modes are an2 alyzed theoretically.The surface roughness can reach nanometer grade and there are not any scratches and cracks on the fiber end2face when fiber material is removed by ductile mode;and only sub2micron grade sur2 face roughness can be gotten when fiber material is removed by brittle fracture mode.It proves that the ductile lapping mode is an effective method that improves surface quality of fiber end2face.K ey w ords:optical fiber lapping;brittle ductile transition;ductile removal;surface roughness 收稿日期:2004208210;修订日期:2004210228. 基金项目:国家自然科学基金重点资助项目(No.502350400)1 引 言 目前,光纤技术一方面正在向高带宽、高数据速率的方向发展,另一方面在大力开发光纤到户技术,光纤连接器作为组成光纤系统最重要的光无源器件之一,在性能上要求其插入损耗更低、回波损耗更高[1],以提高光纤传输系统可靠性。
光纤连接器端面研磨抛光机理与规律研究的开题报告

光纤连接器端面研磨抛光机理与规律研究的开题报告一、选题背景随着信息技术的迅猛发展,光通信领域越来越成为人们关注的焦点,光纤连接器作为光通信系统的重要组成部分,其端面的高质量是确保光信号传输和接收质量的关键因素之一。
因此,光纤连接器端面研磨抛光工艺的研究和优化显得尤为重要。
二、研究目的本研究旨在通过对光纤连接器端面研磨抛光过程的分析和实验研究,深入探究光纤连接器端面研磨抛光的机理和规律,为优化光纤连接器的端面研磨抛光工艺提供理论和实践指导。
三、研究内容1.了解光纤连接器的基本结构和工作原理;2.分析端面研磨抛光对光纤连接器性能的影响;3.研究端面研磨抛光过程中的材料移动和微观结构变化规律;4.设计端面研磨抛光实验方案,进行实验研究;5.分析实验数据,总结出端面研磨抛光的机理和规律;6.提出优化光纤连接器端面研磨抛光工艺的建议。
四、研究方法1.文献资料法:通过阅读相关文献,了解光纤连接器的基本结构和工作原理,以及端面研磨抛光的常用工艺和方法。
2.实验研究法:借助光纤连接器端面研磨抛光实验平台,设计实验方案,对不同工艺参数下的端面研磨抛光效果进行观测和分析。
3.统计分析法:通过对实验数据的统计分析,总结出端面研磨抛光的机理和规律,并提出优化工艺的建议。
五、预期成果1.深入了解光纤连接器的基本结构和工作原理;2.认识到光纤连接器端面研磨抛光对性能的重要影响;3.掌握端面研磨抛光过程中的材料移动和微观结构变化规律;4.设计并完成端面研磨抛光实验,总结出端面研磨抛光的机理和规律,并提出优化光纤连接器端面研磨抛光工艺的建议。
六、研究意义本研究的结果有助于深入理解光纤连接器端面研磨抛光的机理和规律,为光纤连接器的优化设计和制造提供理论和实践指导。
同时,优化的端面研磨抛光工艺将能够提高连接器的可靠性和传输性能,推动光通信技术的发展。
光纤连接器研磨经验谈

研磨研磨是Connector组装工艺中最重要的一部分。
研磨主要是对Ferrule端面3D参数的调整,以及端面的处理。
3D参数会影响Connector的对接性能,比如:对接是否精确,接触是否紧密等﹔从而对光学特性造成一定的影响,主要是影响其IL跟RL。
端面好坏对也会影响Connector的光学特性以及使用寿命。
研磨是影响Connector IL的因子之一﹔但是对Connector RL,研磨是起着决定性作用的。
研磨首先需要了解的常识:研磨机:中心加压式研磨机:从研磨盘的中心施加的压力,如厂内的光红的EZ-312。
最大的优点是:1、压力可以调节,即可以调节压力来调节3D参数,又可通过更换研磨垫的硬度来调节3D参数,其对3D参数的调节有更多的选择,所以可以减少对研磨垫种类的需求。
缺点是:1、上盘苦难,对Ferrule上盘的一致性要求比较高,否则将会对研磨产生不理想的效果。
比如:没拧紧会造成没有研磨不充分﹔Ferrule上歪了会造成其顶点偏心,严重者影响附近的几个甚至正盘的Ferrule偏心状况。
研磨时Ferrule上盘需要严格的对称,不能一边多,一边少。
2、研磨程序难于控制,研磨程序受限于每盘Ferrule的数量。
满盘研磨才可以得到较好的效果。
3、返修苦难,如在新的一盘加入一部分返修的Ferrule,其往往不理想,或者是全盘(拆卸过的)返修,返修工序要从前几道工序开始。
因Ferrule拆邪过以及上盘时,Ferrule难免会出现长度不一致的现象,所以只能依靠前几道工序将Ferrule的长度研磨成一致,才可以得到良好的返修效果,但是会对IL产生不理想的效果。
四角加压式研磨机:从研磨盘的四个角施加的压力,如厂内的精工技研的SFP-550。
其优点是:1、研磨程序比较稳定,研磨盘的设计是采用IPC(独立的抛光控制)控制。
理论上可以研磨数量从1~其最大孔位。
因其每个孔位是独立的,不影响周边孔位的Ferrule。
实际上当数量上少的话,研磨时间应当相应减少。
光纤端面研磨加工的表面质量
采用KYKY--2800型扫描电子显微镜(SEM)观 察研磨后的光纤表面,用MFH--III型非接触式光 学表面轮廓仪(WYKO)钡U量表面粗糙度。光纤连接 器回波损耗值的测量采用RIFOCS 588RL回损仪, 插入损耗值的测量采用RIFOCS 575L光功率计。
3光纤研磨的材料去除机理
参考文献
[1】林学煌.光无源器件[M).北京:人民邮电Hl版社,1998 【2】扎齐斯基·J.玻璃与非晶态材料[M].北京:科学出
版社,2001. 【3j3辛企明.光学玻璃金刚石加工机理初探Ⅲ.仪器仅表
学报,1990,11f2、:216.219 [4】NAMBA Y ABE M Ulwaprecision grinding of optical
为O 5~6 0儿m金刚石磨料砂纸,在KE—OFP一12型光纤连接器研磨机上对光纤端面进行研磨,发现光纤研磨加_l:=
存在脆性断裂、半脆性半延性和延性等三种材料去除模式,且材料去除模式主要由磨料粒度控制,磨料粒度为3 um
时,为其脆延转换的临界点,并从理论上对其进行了分析。试验证明以延性去除得到的光纤表面粗糙度远低于以
机械工程学报
第42卷第2期
料粒度与光纤表面粗糙度的关系,连接器的插入损
耗及回波损耗与光纤表面的粗糙度存在对应关系,
表面粗糙度值越低,光纤连接器的插入损耗值越小,
回波损耗值越高。例如6.09 nm,
连接器插入损耗仅为o.06 dB,回波损耗高达3628
工机理有关的材料力学性能,石英光纤的维氏显微 硬度由MHT.4型显微硬度计测量得到,其他参数 由参考文献[2,121查得。
表1石英玻璃光纤及金刚石磨料的材料性能
的要求“J。参考文献[7.9】认为对陶瓷、玻璃等脆性 材料进行磨削、研磨加工时,只要磨粒的切削深度
光纤连接器端面多工位自动研磨与抛光机设计
耗 和 回波损耗 密 切相 关 。对 此 , 内外 学 者 开展 了许 国
多研 究 , 主要 集 中在 研 磨 与 抛 光 的工 艺 性 和 相 关
1 光纤连接器端面研磨 与抛光的基本 问题
如 图 1所示 , 了保 证 光 纤 连 接器 端 面 的物 理 接 为 触 , 光能 够最 大效 率地 传输 , 使 应该保 证连 接器 陶瓷 插 针 体端 面呈 微 球 面 形 状 。 。按 照 IC标 准 , 纤 与 j E 光 导 套 间 的偏 心 L应 满 足 : L≤5 m; 面半 径 应满 0w 球
解决 了光 纤连 续旋 转 的缠 绕 问题 , 终获 得 了一 台 多工序 组合 的 自动加 工机 。 最
关键 词 : 研磨
抛光
光 纤连接 器 自动加 工机 床
De in o t ma i l -sa in L p ig a d Poih n sg fAn Au o t Mut - tt a pn n l ig c i o s Ma hn o t a -f e n e t rEn s c ie f rOp i l- i rCo n c o d c b
Ke wo d y r s:L p i g;P ls n a pn o ihi g;Op i a i r Co ne tr;Autmai a hi tc l—f be n co o tc M c ne
光 纤连 接器 是光 纤通讯 领 域重 要 的一种 光无 源器
为此 T sio aa i o 提 出 了微 角度 研 磨 与抛 ohi hK rk —D y r
件, 是光 信号 传输 的纽 带 , 整体 制造 质 量将影 响信号 其 的传输质 量 与可靠 性 。特别 是连 接器 端 面 的宏 观 与微
光纤连接器的研磨与抛光
光纤连接器的研磨与抛光1、光纤连接器的研抛的原因光纤连接器作为组成光纤系统最重要的光无源器件之一,在性能上要求其插入损耗更低、回波损耗更高,以提高光纤传输系统可靠性。
评价光纤连接器的质量,需要测量连接器插针体端面在研磨抛光后的形状参数,包括曲率半径、顶点偏移量及纤芯凹陷量等三个重要参数。
只有使端面形状参数保证在一定的范围之内,才能保证光纤保持良好的物理接触;另外,还要尽量去除光纤端面的变质层,并测试光纤端面是否有划痕或其它污损。
最后要满足插入损耗低、回波损耗高的性能。
因此,光纤连接器的研磨与抛光过程对提高其光学性能非常关键。
2、光纤连接器研抛的设备(1)精工技研特点:压力大,四角弹簧加压,效率高,夹具头数18头/20头/12头/6头;(2)精工电子压力小,中心砝码加压;夹具头数12头居多;加压不稳,精度不够但操作简单。
(3)另外还有domail机器、纳米机器即MCP-24/-32等。
3、光纤连接器研抛工艺光纤研磨加工过程是研磨砂纸表面众多单个磨粒于光纤表面综合作用结果。
四部研磨法:去胶包——粗研磨——半精研磨——精研磨——抛光(1)对于外包是陶瓷套管的光纤连接器,如FC型、SC型、ST型、LC型的光纤连接器主要采用金刚石系列的研磨片进行研磨,用ADS进行抛光。
研磨工艺:SC30/15-D9-D6-D3-D1-ADS/氧化铈抛光膜+SiO2抛光液;或SC30/15-D9-D3-D1-ADS/氧化铈抛光膜+SiO2抛光液;或SC30/15-D9-D1-ADS/氧化铈抛光膜+SiO2抛光液。
其中SC30/15碳化硅研磨片用于去胶包;D9或D6或D3金刚石研磨片用于粗研磨;D1金刚石研磨片用于半精磨磨;D0.5金刚石研磨片用于精磨。
ADS/氧化铈抛光膜+SiO2抛光液用于抛光。
研磨垫采用橡胶垫。
(2)APC陶瓷套管的光纤连接器,研磨过程中首先需要大粒度金刚石研磨纸开斜面,之后在用D9-D1-ADS研抛。
光纤连接器的研磨与抛光
光纤连接器的研磨与抛光1、光纤连接器的研抛的原因光纤连接器作为组成光纤系统最重要的光无源器件之一,在性能上要求其插入损耗更低、回波损耗更高,以提高光纤传输系统可靠性。
评价光纤连接器的质量,需要测量连接器插针体端面在研磨抛光后的形状参数,包括曲率半径、顶点偏移量及纤芯凹陷量等三个重要参数。
只有使端面形状参数保证在一定的范围之内,才能保证光纤保持良好的物理接触;另外,还要尽量去除光纤端面的变质层,并测试光纤端面是否有划痕或其它污损。
最后要满足插入损耗低、回波损耗高的性能。
因此,光纤连接器的研磨与抛光过程对提高其光学性能非常关键。
2、光纤连接器研抛的设备(1)精工技研特点:压力大,四角弹簧加压,效率高,夹具头数18头/20头/12头/6头;(2)精工电子压力小,中心砝码加压;夹具头数12头居多;加压不稳,精度不够但操作简单。
(3)另外还有domail机器、纳米机器即MCP-24/-32等。
3、光纤连接器研抛工艺光纤研磨加工过程是研磨砂纸表面众多单个磨粒于光纤表面综合作用结果。
四部研磨法:去胶包——粗研磨——半精研磨——精研磨——抛光(1)对于外包是陶瓷套管的光纤连接器,如FC型、SC型、ST型、LC型的光纤连接器主要采用金刚石系列的研磨片进行研磨,用ADS进行抛光。
研磨工艺:SC30/15-D9-D6-D3-D1-ADS/氧化铈抛光膜+SiO2抛光液;或SC30/15-D9-D3-D1-ADS/氧化铈抛光膜+SiO2抛光液;或SC30/15-D9-D1-ADS/氧化铈抛光膜+SiO2抛光液。
其中SC30/15碳化硅研磨片用于去胶包;D9或D6或D3金刚石研磨片用于粗研磨;D1金刚石研磨片用于半精磨磨;D0.5金刚石研磨片用于精磨。
ADS/氧化铈抛光膜+SiO2抛光液用于抛光。
研磨垫采用橡胶垫。
(2)APC陶瓷套管的光纤连接器,研磨过程中首先需要大粒度金刚石研磨纸开斜面,之后在用D9-D1-ADS研抛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ME G Q n —h a g S N Ja — ag L usn N igc u n , U inz n , U Y —a h
( h n a gLg n nv ri , h n a g 10 6 C ia S e y n io gU i s y S e y n 1 1 8, hn ) e t
验 进 行 了验 证 . 一 步 分 析 了抛 光 垫 的 杨 氏 弹性 能 尤其 是 韧 性 和 强 度 与 金 属 材 料 相 比有 很 大 差 进 模量 和泊 松 比对 接 触 压 强分 布 的影 响 , 而 为光 异 , 般硬 脆 材 料 用 断 裂 韧 性 和 断 裂 强 度 表 征 材 从 一
维普资讯
2 7 月 学 报
TRANS ACTI ONS OF S HENYANG LI GONG UNI VERSI TY
Vo 1. 2 6 NO .6
De . c 2 0 0 7
的材料 特性 不 同使 光 纤连 接 器 的端 面 与抛 光 垫 接 触 状态 发生 改 变 , 而使 光 纤 连 接 器 接 触 表 面 压 进
强 分 布状况 随 之 改 变 , 光 后 得 到 的端 面 质 量 不 抛
同.
1 光 纤 连 接 器 端 面 加 工 材 料 去 除 机
去 除材料 的 方 法 类 似 , 是 磨 粒 嵌 入 工 件 实 现 切 也
削, 只不 过是 多刃 多 向微 量 切 削. 目前 很 多 光学 器
作者简 介: 孟庆闯 (9 0 ) 男 , 18 一 , 辽宁葫芦岛人 , 硕士研究 生
维普资讯
・
4 8・
文章 编 号 :0 3—15 (0 7J6— 0 7— 4 10 2 12 0 0 0 4 0
光 纤 连 接 器 端 面 抛 光 计 算 分 析
孟庆 闯 , 建 章 , 孙 吕玉 山
( 阳理 工 大学 机 械 工 程 学 院 , 宁 沈 阳 10 6 ) 沈 辽 1 18
摘
要 : 用 A S S软件 对 光 纤连接 器抛 光 时端 面接 触压 强 分 布进 行 计 算 分析 , 过 利 NY 通
实验研 究证 明计 算是 正确 的 , 而为光 纤连 接 器 端 面抛 光 的优 化 分 析提 供 充 分 的理 论 从
依 据.
关
键
词 : 纤连接 器 ; 光 ; 强分布 光 抛 压 文献 标识 码 : A
中图分 类号 : N 0 T 21
A m p a i na a y i fOptc lFi r Co ne t r En f c Co ut to lAn l ss o ia be n c o d-a e i ls ng Ba e n ANSYS n Po ihi s d o
理
石 英光 纤 属 于脆 硬 材 料 , 以它 的 基 本 研 磨 所
本 文 主要 应 用 A S S软 件 对 光 纤 连 接 器 抛 NY
光时 端面接 触 压 强分 布进 行 计 算 分 析 , 过 有 限 抛 光机 理具 有 一 般 意 义 上 的脆 硬 材 料 的 特 点 , 通 脆 元 计算 可 以得 出抛光 后 光纤 连接 器 端 面 的形 貌 状 硬 材料 加工 机理 与金 属材 料 加 工机 理 有 着 显著 的 态 以及抛 光垫 的 变形 状 态 , 对 计 算 结 果 通 过 实 区别 , 并 脆硬 材 料 的 脆性 大 、 度 高 , 物 理 机 械 性 硬 其
沈 阳 理 工 大 学 学 报
20 0 7正
件、 工程 陶瓷 、 集成 芯 片等 高精 度 的 器件 都 采 用超 的 . 精 密研磨 抛 光 方 法 加 工 , 了定 量 理 解 可 以把 微 为 量切 削磨 粒看 成是 圆锥 体 , 简化 成如 下模 型.
p ls i g oih n .
Ke y wor : p ia b rc n e tr p l hig; r su e di i t n ds o tc lf e o n co ; o i n p e s r t bu i i s r o
光 纤连 接 器 在 端 面抛 光 过 程 中 , 于 抛 光 垫 依 据 由
Ab t a t ANS ot r sa p id t n l z h o tc te sditi u i n o p ia b r sr c : YS s f wa e i p le o a ay et e c n a tsr s srb to fo t lf e c i c n e tr e d fc n p l h n .Th n lssc n b r v d b h c u lp o e sn o n c o n —a e i o i i g s e a a y i a e p o e y t e a t a r c s i g,S h t Ota i c n p o ie e o g s f ld t o heo tmia in a a y i ft e o tc lfb rc nn c o n t a r vd n u h u eu a af rt p i z to n l sso h p ia e o e tri i
纤连 接器 端面 抛光 的优 化分 析 提供 了充 分 的 理论 料 属性 . 微观 上研 磨 抛 光 去 除 材 料 , 质 上 和 车 削 等 实
收 稿 日期 :o 7— 6—1 20 0 0 基 金 项 目 : 阳市 科 技 计 划 项 目( 0 32 沈 15 15—1—1 ) 6.