(完整版)阶梯轴机械加工工序卡片
机械加工工序卡片-模板

底图号
装订号
描校
描图
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
调整臂外壳
共0页
第0页
车间
工序号
工序名
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴速度r/min
每毛坯可制件数
每台件数
备注
工序号
工名序称
工序内容车间工段设备工艺装备工时
准终
单件
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
设计
(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
2
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
阶梯轴机械加工工序卡片演示教学
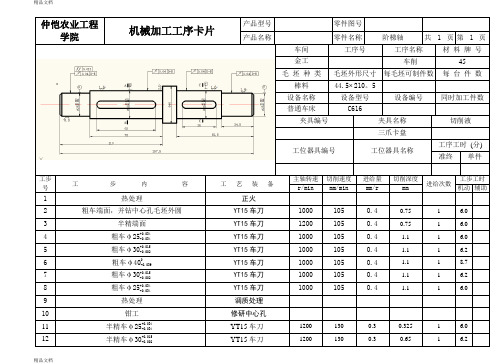
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2精品文档精品文档。
阶梯轴单件小批量生产机械加工工艺过程卡片

产品型号
零(部)件图号
共一页
产品名称
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
棒料
毛坯外形尺寸
Φ57×90
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
加工设备
工艺装备
工时(min)
夹具名称
及型号
刀具名称
及型号
量具与检测
10
车
夹毛坯外圆一端:
①车端面
②钻中心孔
调头,夹毛坯外圆另一端:
铣床通用夹具
键槽铣刀
游标卡尺0-150
6
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
表1阶梯轴单件小批量生产机械加工工艺过程卡片
表2阶梯轴中批量生产机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部)件图号
共一页
产品名称
阶梯轴
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
锻件
毛坯外形尺寸
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
加工设备
工艺装备
工时(min)
夹具名称
及型号
道具名称
及型号
量具与检测
10
铣
①铣两端面
②钻中心孔
1
1
铣端面钻中心孔机床
专用铣夹具
梯度轴工序卡片

机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明机械加工工序卡片产品名称零(部)件名称轴共(6)页第(1)页车间工序号工序名称材料牌号机加工01 车削毛坯端面45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数棒料206×32mm 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液通用工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度mm/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 1).粗车毛坯的左右端面,钻中心孔,并取出工件的总长204mm YT15硬质合金外圆车刀、三爪卡盘、游标卡尺1140 89.4 0.2 32 1 0.3机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明机械加工工序卡片产品名称零(部)件名称轴共(6)页第(2)页车间工序号工序名称材料牌号机加工02粗车毛坯的外圆45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数棒料206×32mm 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液顶尖水工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 粗车ф30mm圆柱面YT15硬质合金外圆车刀、双顶尖、游标卡尺1220 95.77 0.2 1.5 1 0.4机械加工工序卡片2 粗车ф28mm圆柱面YT15硬质合金外圆车刀、1220 95.77 0.2 2 1 0.4双顶尖、游标卡尺1220 95.77 0.2 3 1 0.4 3 粗车ф25mm圆柱面YT15硬质合金外圆车刀、双顶尖、游标卡尺1220 95.77 0.2 5 2 0.8 4 粗车ф20mm圆柱面YT15硬质合金外圆车刀、双顶尖、游标卡尺机械加工工序卡片机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明产品名称零(部)件名称轴共(6)页第(3)页车间工序号工序名称材料牌号机加工03切削退刀槽45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数棒料206×32mm 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液顶尖水工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助机械加工工序卡片1使用3mm槽刀在69mm处切槽YT15切槽刀、双顶尖、游标卡尺1200 94.2 0.2 0.5 1 0.882 使用3mm槽刀在28mm处切槽YT15切槽刀、双顶尖、游标卡尺1200 94.2 0.2 1 1 0.883 使用3mm槽刀在18mm处切槽YT15切槽刀、双顶尖、游标卡尺1200 94.2 0.2 2 1 0.884 使用2mm槽刀在29.8mm处切槽YT15切槽刀、双顶尖、游标卡尺1200 94.2 0.2 1.1 1 0.88机械加工工序卡片机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明产品名称零(部)件名称轴共(6)页第(4)页车间工序号工序名称材料牌号机加工04精车各档外圆,使工件尺寸达到图中标注的数值45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数棒料206×32mm 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液顶尖乳化液工位器具编号工位器具名称工序工时机械加工工序卡片准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 半精车各档外圆,余量为0.2mm YT15硬质合金外圆车刀、双顶尖、游标卡尺1440 89.4 0.2 0.5 1 22 精车各档外圆,使工件尺寸达到图中标注的数值,并倒角YT15硬质合金外圆车刀、双顶尖、游标卡尺1440 89.4 0.2 0.5 1 2机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明机械加工工序卡片产品名称零(部)件名称油塞共(6)页第(5)页车间工序号工序名称材料牌号机加工05精磨各档外圆,使工件达到图纸所要求的粗糙度45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件206×32mm 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1412 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助机械加工工序卡片1400 109.9 0.2 2 0.36 1 精磨各档外圆,使工件达到图纸所要求的粗糙度金刚砂轮,中心架,游标卡尺机械加工工序卡片辽东学院机械加工工序卡片产品型号零(部)件图号CW6180B-06036设计者:高广明机械加工工序卡片产品名称零(部)件名称油塞共(6)页第(6)页车间工序号工序名称材料牌号机加工06钻Φ6的锥孔,钻M8的孔,倒内孔角,攻螺纹45毛坯种类毛坯外型尺寸每毛坯可制件数每台件数棒料206×32mm 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 钻Φ6的锥孔中心钻6麻花钻、三抓卡盘、游标卡尺960 5.76 0.2 55 1 0.22机械加工工序卡片450 19.8 0.2 2 1 0.38 2 钻孔 6mm中心钻14麻花钻、三抓卡盘、游标卡尺195 6 0.5 2 3 1.86 3 钻孔Φ6mm中心钻14麻花钻、三抓卡盘、游标卡尺4 M14丝锥攻螺纹M8工具钢T8、三抓卡盘960 5.76 0.2 14 1 0.3。
阶梯轴机械加工工序卡片

单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
机动
辅助
1
热处理
正火
2
粗车端面,并钻中心孔毛坯外圆
15车刀
1000
105
0.4
0.75
1
6.0
3
半精端面
15车刀
1200
105
0.4
0.75
1
6.0
4
粗车φ25+0.034 -0.034
15车刀
1000
105
0.4
1.1
1
6.0
1
6.0
9
热处理
调质处理
10
钳工
修研中心孔
11
半精车φ25+0.034 -0.034
15车刀
1200
130
0.3
0.325
1
6.0
12
半精车φ30+0.015 -0.002
15车刀
1200
130
0.3
0.65
1
6.2
13
半精车φ400 -0.039
15车刀
1200
130
.0.3
0.325
1
8.7
14
1400
150
0.2
0.25
1
6.2
18
精车φ400 -0.039
30车刀
1400
150
0.2
0.325
1
8.7
19
精车φ30+0.015 -0.002
30车刀
机械加工工序卡片模板2

设备名称 设备型号 钻床 Z3025 夹具编号 03 工位器具编号 工 步 号 描图 描校 底图号 装订号
工序名称 材料牌号 扩孔 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 03 工序工时 工位器具名称 准终 单件 5 2 切削深 度(mm) 工步工时 进给次数 1 机动 辅助
切削速度 (m/min) 0.2-0.4
进给量 (mm/r) 0.01
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
04102303-1 制动器杠杆 工序号 4 毛坯外形尺寸 共 (12 ) 页 第( 4)页
工艺装备
主轴转速 (r/min) 800
切削速度 (m/min)
进给量 (mm/r)
描图 描校 底图号 装订号
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
设备名称 设备型号 车床 CA6140 夹具编号 01 工位器具编号 工 步 号 1
工序名称 材料牌号 精车外圆 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 01 工序工时 工位器具名称 准终 单件 1 1 切削深 度(mm) 1 1 工步工时 进给次数 机动 辅助
切削速度 (m/min)
机械加工工序卡

产品型号
零件图号
产品名称
零件名称
变速器齿轮
共
12
页
第
1
页
车间
工序号
工序名称
材料牌号
锻工
1
锻坯
20Mn2TiB
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻
1
1
设备名称
设备型号
设备编号
同时加பைடு நூலகம்件数
曲柄压力机
MP-630
S001
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
被吃刀量
进给次数
工时/min
r/min
m/min
mm/r
mm
机动
辅助
1
模锻毛坯
锻造模具;钢尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
阶梯轴机械加工工艺过程卡片

4
半精车
(1)研中心孔
机加车间
CA6140
A2中心研具
(2)一夹一顶车Φ320—0.025成Φ32.30—0.062
Φ180—0.027成Φ18.30—0.07×49.50—0.25
三爪卡盘、顶尖
930外圆车刀
(3)一夹一顶车Φ240—0.052成Φ240—0.052×200—0.2
游标卡尺
(4)倒角C1,锐角倒钝。
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(页面要求:16开纸;边距:上20,下20,左25,右20,左侧装订)
正文中设计标题:小二号;
标题1:小三;
标题2:四号;
标题3:小四;
标题加粗。
正文均为仿宋GB2312小四号字,行距采用20磅,参考文献:5号字。
附
××职业学院
机械加工工艺过程卡片
产品型号
零(部)件图号
共1页
产品名称
零(部)件名称
双联齿轮
第1页
材料牌号
45
毛坯种类
棒料
毛坯外型尺寸
35×125
每毛坯件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
35×125
机加车间
CA6150
2
粗车
以外圆为基准
机加车间
(1)平两端面、打中心孔,保证工件长度为120±0.18
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仲恺农业工程
学院机械加工工序卡片产品型号零件图号
产品名称零件名称阶梯轴共 1 页第 1 页
车间工序号工序名称材料牌号
金工车削45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
棒料44.5 210。
5
设备名称设备型号设备编号同时加工件数
普通车床C616
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min mm/min mm/r mm 机动辅助
1 热处理正火
2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.0
3 半精端面YT15车刀1200 105 0.
4 0.7
5 1 6.0
4 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
5 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
6 粗车φ400
-0.039
YT15车刀1000 105 0.4 1.1 1 8.7
7 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
8 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
9 热处理调质处理
10 钳工修研中心孔
11 半精车φ25+0.034
-0.034
YT15车刀1200 130 0.3 0.325 1 6.0
12 半精车φ30+0.015
-0.002
YT15车刀1200 130 0.3 0.65 1 6.2。