阶梯轴机械加工工序卡片演示教学
阶梯轴单件小批量生产机械加工工艺过程卡片

产品型号
零(部)件图号
共一页
产品名称
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
棒料
毛坯外形尺寸
Φ57×90
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
加工设备
工艺装备
工时(min)
夹具名称
及型号
刀具名称
及型号
量具与检测
10
车
夹毛坯外圆一端:
①车端面
②钻中心孔
调头,夹毛坯外圆另一端:
铣床通用夹具
键槽铣刀
游标卡尺0-150
6
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
表1阶梯轴单件小批量生产机械加工工艺过程卡片
表2阶梯轴中批量生产机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部)件图号
共一页
产品名称
阶梯轴
零(部)件名称
阶梯轴
第一页
材料牌号
45#
毛坯种类
锻件
毛坯外形尺寸
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
加工设备
工艺装备
工时(min)
夹具名称
及型号
道具名称
及型号
量具与检测
10
铣
①铣两端面
②钻中心孔
1
1
铣端面钻中心孔机床
专用铣夹具
1-1任务一 车削简单阶梯轴ppt课件
件上多余金属层所必须的运动。
任
(2)进给运动
务
在切削加工中为使金属层不断投入切削,保持切削连续进行,而附加的刀具与
一
工件之间的相对运动称为进给运动。进给运动可以是一个或多个。
车 削 简 单 阶 梯 轴
20
二、切削运动和切削用量
(3)切削层
切削层是指切削时刀具切过工件一个单程所切除的工件材料层。
任 务 一
任 插床主要用于加工工件内部表面,如键槽、方孔、长方孔和各种多边形孔等。 务 由于生产率低,只适合单件小批生产。 一
车 削 简 单 阶 梯 轴
12
一、加工设备的选择
(9)拉床:利用拉刀加工内外成形表面。拉床可加工通孔、平面及成型表面。 拉削时拉刀使被加工表面在一次行程中成形。 (10)锯床:以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和
6
一、加工设备的选择
(4)磨床:磨床是用磨具或磨料加工工件各种表面的精密加工机床, 广泛应用于零件的精加工,尤其是淬硬钢件、高硬度特殊材料及非金 属材料的精加工。
任 务 一 车 削 简 单 阶 梯 轴
7
一、加工设备的选择
(5)齿轮加工机床:齿轮加工机床主要分为圆柱齿轮加工机床和锥 齿轮加工机床两大类。圆柱齿轮加工机床主要用于加工各种圆柱齿轮、 齿条、蜗轮等。
任 型材等的机床。锯床多用于备料车间切断各种棒料、管料等型材。 务 一
车 削 简 单 阶
3. 机床的选择注意点:
❖ (1)机床主要规格的尺寸应与工件的轮廓尺寸相适应。
任 ❖ (2)机床的工作精度与工序要求的加工精度相适应。 务 ❖ (3)机床的生产率应与加工零件的生产类型相适应。 一 ❖ (4)机床的功率与刚度以及机动范围应与工序的性质和最合适的切削
(完整版)阶梯轴机械加工工序卡片
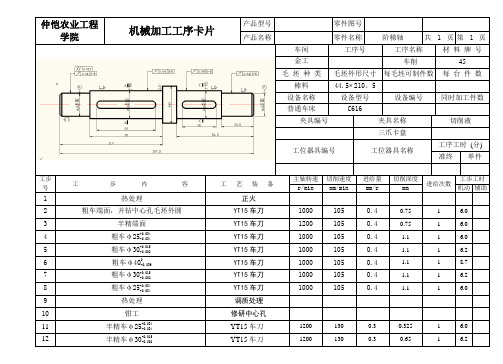
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2。
阶梯轴加工讲解课件

实例二:电机转子阶梯轴加工
总结词
高效率、高精度
详细描述
电机转子阶梯轴加工需要高效率和高精度的加工设备,以确保阶梯轴的尺寸精 度和形位公差。同时,由于电机转子的转速高,阶梯轴的平衡性和稳定性也需 要特别关注。
实例三:减速器阶梯轴加工
总结词
大批量、高效率
详细描述
减速器阶梯轴加工通常是大批量生产,需要高效率的加工设备和工艺流程。为了满足市 场需求,需要不断提高加工精度和生产效率,同时还需要关注阶梯轴的表面质量和耐腐
总结词
阶梯轴加工常用的材料包括碳钢、合金钢、不锈钢和有色金属等。
详细描述
碳钢和合金钢具有较好的机械性能和加工性能,是阶梯轴的主要加工材料。不锈钢具有较好的耐腐蚀性,适用于 在腐蚀环境下工作的阶梯轴。有色金属如铜、铝等则具有较轻的重量和良好的导热性能,适用于特定场合的阶梯 轴。
02
阶梯轴加工技术
车削技术
表面粗糙度检测
表面粗糙度检测是衡量阶梯轴表面质量的重要 指标,主要检测阶梯轴表面的粗糙程度是否符 合设计要求。
常用的检测方法有光干涉法、触针法等,这些 方法能够通过仪器自动测量阶梯轴表面的粗糙 度,并将结果以数值形式显示出来。
表面粗糙度对阶梯轴的耐磨性、抗疲劳强度等 机械性能有重要影响,因此需要严格控制其检 测质量。
解决方案:为提高表面质量,可以采取以下措施
详细描述:在加工过程中,可能由于切削液使用不当、 刀具磨损或冷却不充分等原因,导致阶梯轴表面质量不 佳。
1. 使用合适的切削液,保持切削液的清洁和浓度。
2. 定期检查和更换刀具,确保刀具锋利。
3. 控制切削参数,如切削速度、进给量和切深等。
形位公差超差问题及解决方案
磨削技术适用于加工高精度、高 质量的阶梯轴,如精密传动轴或
阶梯轴机械加工工序卡片

单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
机动
辅助
1
热处理
正火
2
粗车端面,并钻中心孔毛坯外圆
15车刀
1000
105
0.4
0.75
1
6.0
3
半精端面
15车刀
1200
105
0.4
0.75
1
6.0
4
粗车φ25+0.034 -0.034
15车刀
1000
105
0.4
1.1
1
6.0
1
6.0
9
热处理
调质处理
10
钳工
修研中心孔
11
半精车φ25+0.034 -0.034
15车刀
1200
130
0.3
0.325
1
6.0
12
半精车φ30+0.015 -0.002
15车刀
1200
130
0.3
0.65
1
6.2
13
半精车φ400 -0.039
15车刀
1200
130
.0.3
0.325
1
8.7
14
1400
150
0.2
0.25
1
6.2
18
精车φ400 -0.039
30车刀
1400
150
0.2
0.325
1
8.7
19
精车φ30+0.015 -0.002
30车刀
阶梯轴机械加工工艺过程卡片

4
半精车
(1)研中心孔
机加车间
CA6140
A2中心研具
(2)一夹一顶车Φ320—0.025成Φ32.30—0.062
Φ180—0.027成Φ18.30—0.07×49.50—0.25
三爪卡盘、顶尖
930外圆车刀
(3)一夹一顶车Φ240—0.052成Φ240—0.052×200—0.2
游标卡尺
(4)倒角C1,锐角倒钝。
(日期)
会签
(日期)
标记
处数
更改
文件号
签字
日期
标记
处数
更改
文件号
签字
日期
(页面要求:16开纸;边距:上20,下20,左25,右20,左侧装订)
正文中设计标题:小二号;
标题1:小三;
标题2:四号;
标题3:小四;
标题加粗。
正文均为仿宋GB2312小四号字,行距采用20磅,参考文献:5号字。
附
××职业学院
机械加工工艺过程卡片
产品型号
零(部)件图号
共1页
产品名称
零(部)件名称
双联齿轮
第1页
材料牌号
45
毛坯种类
棒料
毛坯外型尺寸
35×125
每毛坯件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下料
35×125
机加车间
CA6150
2
粗车
以外圆为基准
机加车间
(1)平两端面、打中心孔,保证工件长度为120±0.18
最新【机械加工】车削加工零件制作阶梯轴的车削加工幻灯片课件
编辑本段生产类型
生产类型通常分为三类。
1.单件生产 单个地生产某个零件,很少重复地生 产。
2.成批生产 成批地制造相同的零件的生产。
3.大量生产 当产品的制造数量很大,大多数工作 地点经 常是重 复进行 一种零 件的某 一工序 的生产 。
拟定零件的工艺过程时,由于零件 的生产 类型不 同,所 采用的 加方法 、机床 设备、 工夹量 具、毛 坯及对 工人的 技术要 求等, 都有很 大的不 同。
工序1:在车床上车外圆、车端面、 镗孔和 内孔倒 角;
工序2:在钻床上钻6个小孔。
在同一道工序中,工件可能要经过几次 安装。 工件在 一次装 夹中所 完成的 那部分 工序, 称为安 装。在 工序1中,有 两次安 装。第 一次安 装:用 三爪卡 盘夹住 外圆,车端面C,镗内孔,内孔倒 角,车 外圆。 第二次 安装: 调头用 三爪盘 夹住外 圆,车 端面A和 B,内 孔倒角 。
【机械加工】车削加工零 件制作阶梯轴的车削加工
车削加工零件制作
阶梯轴的车削加工
车削加工零件制作
任务一 资讯
阶梯轴图样分析
阶梯轴带有台阶、沟槽、锥面、螺纹、倒角等结 构。车削阶梯轴时除各外圆本身的尺寸精度、形状精 度和表面粗糙度要求外,还有相互之间位置精度要求。 如外圆的同轴度、圆柱度,端面、台阶面与外圆的垂 直度等。采用不同的装夹工艺方法,就可以保证这些 精度要求。
车削加工零件制作
车削加工零件制作
1.φ34-0.033mm轴心线为基准线。
2.φ38-0.033mm、φ34-0.033mm、φ30-0.027mm表
面粗糙度均为Ra1.6μm。
3.圆锥锥度1∶5±5′、表面粗糙度为Ra1.6μm。
4.M24-6g7g为标准公制螺纹。 5.40-0.1mm、12-0.1mm、12+0.1mm。 6.外圆φ38-0.033mm、φ30-0.027mm与基准外圆φ340.033mm
机械加工工艺1.1.1划分阶梯轴机械加工工序
5. 走 刀(进给)
在一个工步内,有些表面由于加工余量太大,一次切削无法完成,需 用同一把刀具以及同一切削用量对同一表面进行多次切削。这样刀具对工 件的每一次切削就称为一次走刀。如下图所示的零件加工。 一个工步可以包括一次或数次走刀,走刀是构成工艺过程的最小单元
车床
车大外圆及倒角;调头
2 车小外圆及倒角
车床
铣键槽,去毛刺
3
铣床
大 批量生产的工艺过程
工序号 工序内容
1 铣端面,打中心孔
车大外圆及倒角
2
车小外圆及倒角
3
设备 中心孔机床
车床
车床
4 铣键槽 5 去毛刺
立式铣床 钳工台
(2)安 装
工件在机床或夹具中定位并夹紧的过程称为安装。 (3)工 位 工件在一次安装后,工件在机床上所占据的每 一个位置称为工位。
2. 生产类型的划分
根据产品的生产纲领,投入生产批量,可大致分 为三种不同的生产类型。
1. 单 件 生 产
产品品种不固定,每一
品种的产品数量很少,大多 数工作地点的加工对象经常 改变。例如,重型机械、造 船业等一般属于单件生产。
2. 大 量 生 产
产品品种固定,每种
产品数量很大,大多数工 作地点的加工对象固定不 变。例如,汽车、轴承制 造等一般属于大量生产。
3.成批生产
产品品种基本固定,
但数量少,品种较多, 需要周期性地轮换生产, 大多数工作地点的加工 对象是周期性的变换。
在成批生产中,根据批量大小可分为小批、中
批和大批生产。小批生产的特点接近于单件生产的 特点,大批生产的特点接近于大量生产的特点,中 批生产的特点介于单件和大量生产特点之间。因此 生产类型可分为:单件小批生产,大批大量生产, 中批生产。
轴加工工艺过程卡片
签 字
日 期
车床
车夹具,量具,车刀
9
车
调头,精车余下五个台阶至图纸尺寸
车床
车夹具,量具,车刀
10
钳
划两个键槽的加工线
划针
11
铣
铣两个键槽至图纸尺寸
铣床
铣夹具,量具,铣刀
12
磨
磨轴底端部分至图纸尺寸,表面粗糙度
磨床
磨夹具,量具,砂轮
编 制(日 期)
审 核(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
锯床
锯床夹具,量具,锯条
2
车
三爪卡盘夹持工件,车端面见平,钻中心孔,用尾架顶尖顶住
粗车Φ62mm,Φ50mm,Φ46mm,Φ42mm,Φ36mm五个台阶,直径留余量2mm,长度加工至图纸尺寸
车床
车夹具,量具,车刀
3
车
调头,三爪卡盘夹持工件另一端,车端面,保证总长468mm,车端面部分凹台至图纸尺寸
钻中心孔,用尾架顶尖顶住,粗车Φ60mm,Φ72mm,Φ62mm三个台阶,直径留余量2mm,长度加工至图纸尺寸
机械加工工艺过程卡片
产品型号
零件图号
产品名称
流水线剔除装置
零件名称
轴
共
1
页
第
1
页
材 料 牌 号
Q235-A
毛 坯 种 类
圆钢
毛坯外形尺寸
Φ75mm x 475mm
每毛坯件数
1
每 台 件 数
1
备 注
工
序
号
工 名
序 称
工 序 内 容
车
任务简单阶梯轴加工 ppt课件
一个程序段中若使用一个以上同组的代码则最后一个 有效。
表3-1 常用G功能字的含意 P48
2.4.3常用字含义详解:
字及其功能:以FANUC系统为例
① N:顺序号,后加4位数字,一般在每把刀 具或每个加工阶段前使用,以便于检查 。
如:N0020→N20
➢这个英文字母称为地址符 。
➢ 即: “字”是地由址符 和数字 符号±
(、 )组成7的。共有
类,其中,
除行号字N和尺寸字(X,Y,Z,A,B,C)
外,指均令可称
。
4.字符与代码的两种标准
–ISO(
)标准代码
• FANUC系统
–EIA(美国电子工业协会)标准代 码
• SIEMENS系统 –不同标准,但只有部分指令不同
G指令从功能上可分为三种
1、加工方式G代码,执行时机床有相应动作。如01组 的指令(G01 G02 G03 G90 G92 G94等)。
格式:G-- X– Z— 2、功能选择G代码,相当于功能开与关的选择,编程
时不用指定地址符。如05组 06组12组指令。其中 G21公制G22英制,G97恒转速G96恒线速,G98每 分钟进给,G99每转进给等。 3、参数设定或调用G代码。如G50坐标设定,G54执 行只调用系统参数,机床不会动作。
①ISO:O和4位正整数(FANUC)如O0001;
–
②SIEMENS:CH01.MPF(2个字母与数字混合组成)
– 注:一般不需段号。
– 程序号是零件程序的存储代号, 与文件名的作用相似,方 便检索。
• (3)程序主体:
– 多个程序段,每个程序段占一行(可有多个指令),用 “;”或“LF”结束,可以有段号(即顺序号)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仲恺农业工程
学院机械加工工序卡片产品型号零件图号
产品名称零件名称阶梯轴共 1 页第 1 页
车间工序号工序名称材料牌号
金工车削45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
棒料44.5 210。
5
设备名称设备型号设备编号同时加工件数
普通车床C616
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min mm/min mm/r mm 机动辅助
1 热处理正火
2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.0
3 半精端面YT15车刀1200 105 0.
4 0.7
5 1 6.0
4 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
5 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
6 粗车φ400
-0.039
YT15车刀1000 105 0.4 1.1 1 8.7
7 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
8 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
9 热处理调质处理
10 钳工修研中心孔
11 半精车φ25+0.034
-0.034
YT15车刀1200 130 0.3 0.325 1 6.0
12 半精车φ30+0.015
-0.002
YT15车刀1200 130 0.3 0.65 1 6.2
精品文档
精品文档。