高强度螺栓预拉力、扭矩系数
土木工程知识点-钢结构建筑高强螺栓预拉力法施工技术
土木工程知识点-钢结构建筑高强螺栓预拉力法施工技术通常,钢结构建筑高强螺栓连接就是通过对螺母施加扭矩使螺杆接近屈服,使连接构件紧密贴在一起产生摩擦力而工作的。
采用扭矩扳手施加规定预拉力时,扭矩系数合格与否直接影响到终拧扭矩和预拉力,也对连接的质量有重要影响。
在工程实践中,存在一些扭矩系数不满足规范要求的高强螺栓,如风力发电塔、输电塔中广泛应用的热浸镀锌高强螺栓,这类高强螺栓近年来在民用钢结构公共建筑中也开始应用,其镀锌后螺栓实测扭矩系数要比规范要求的扭矩系数平均值高很多。
对此,现行规范尚未给出合理的施工技术和检测标准,安装时若按实际扭矩系数换得扭矩,则终拧扭矩要加大很多,这将严重削弱螺栓的承载能力。
1、主要技术内容1)设计原理经过规范条文的探讨与理解,可以明确扭矩、扭矩系数只是施加预拉力的一种手段。
因此设想对高强螺栓采用直接施加预拉力的方法,从而绕开施加扭矩的方法和测定扭矩系数,同时也可以避免扭矩引起螺栓强度的损失以及因扭矩系数不合格而造成的螺栓浪费,并严格达到设计要求。
基于上述设想,尝试研制了钢结构建筑高强螺栓液压预拉力张拉器。
2)预拉力张拉设备由同济大学研制的高强螺栓液压预拉力张拉器见图5.1-1。
3)施工工艺流程施工工艺流程见图5.1-2。
图5.1-2 施工工艺流程4)液压张拉器的施工操作过程液压预拉力张拉器施工操作过程详解如下:(1)将高强螺栓自由穿入法兰螺栓孔,戴上单个螺母,同时将预张拉器布置就位(图5.1-3(a));(2)将张拉套筒与螺杆旋合,达到张拉设备的要求位置(图5.1-3(b));(3)启动张拉器油压系统,通过螺杆套筒带动高强螺栓,以张拉夹具压紧两块法兰盘(图5.1-3(c),(d));(4)预张拉力达到施工要求值后,用手动扳手拧紧高强螺栓螺母,拧紧程度以操作人员无法拧动为准(图5.1-3(e));(5)将预张拉器液压卸载后,让高强螺栓自身承载拉力,拧动螺杆套筒与螺杆分离,完成高强螺栓张拉施工(图5.1-3(f))。
钢结构工程高强度螺栓预拉力值确定及紧固原理

钢结构工程高强度螺栓预拉力值确定及紧固原理一、高强度螺栓预拉力(紧固轴力)的确定高强度螺栓连接与普通螺栓连接的主要区别就是对螺栓施加一个预拉力,预拉力越大,其承载能力就越大,接头的效率也越高,当确定它的大小时,要综合考虑螺栓的屈服强度、抗拉强度、折算应力、应力松弛以及生产和施工的偏差等因素。
设螺栓的屈服强度为Re,抗拉强度为fbt,螺栓有效截面积为Aeff,正应力为σ,剪应力为τ。
1.高强度螺栓预拉力确定准则通过拧紧螺母的方式,螺栓中除产生有张拉应力外,同时还附加有由于扭转产生的剪应力,因此,螺栓在拧紧过程中及拧紧后是处在复合应力状态下工作。
高强度螺栓预拉力确定准则就是螺栓中的拉应力和扭矩产生的剪应力所形成的折算应力不超过螺栓的屈服点。
根据第四强度理论,强度条件为:2.折算应力系数试验研究表明,由于剪应力的影响,螺栓的屈服强度和抗拉强度较单纯受拉时有所降低,一般降低约9%~18%。
考虑到剪应力相对拉应力较小,在确定螺栓预拉力时,剪应力对螺栓强度的影响通常是用折算应力系数来考虑的。
我国在确定螺栓设计预拉力时,折算应力系数取1.2。
3.预拉力松弛系数国内外试验研究结果表明,高强度螺栓终拧后会出现应力应变松弛现象,这个过程会持续30~45h后稳定下来,大部分松弛发生在最初1~2h内,大量实测结果统计分析得到,在具有95%保证率的情况下,螺栓应变松弛为8.4%。
因此,螺栓应力松弛系数取0.9,也就是螺栓的施工预拉力比设计预拉力高10%。
4.偏差因数影响系数在高强度螺栓生产、扭矩系数等施工参数测试以及紧固工具、量具等都存在着一定的偏差,因此,综合考虑偏差因数影响系数采用0.9。
5.高强度螺栓设计预拉力值根据高强度螺栓预拉力确定准则,考虑折算应力系数、预拉力松弛系数以及偏差因数影响系数,高强度螺栓设计预拉力值P为:按照式(4-3)、式(4-4),可以分别计算出一个高强度螺栓的预拉力设计值,随着国内外研究的进展,高强度螺栓应力达到或超过屈服点后的状况,特别是应力松弛问题得到进一步的了解,另外国外主要国家的预拉力基本控制在螺栓抗拉强度的65%,因此,8.8级设计预拉力是在公式(4-3)的基础上增加10%,这样我国8.8级、10.9级高强度螺栓设计预拉力基本控制在螺栓抗拉强度的60%左右。
高强螺栓扭矩值
WORD格式
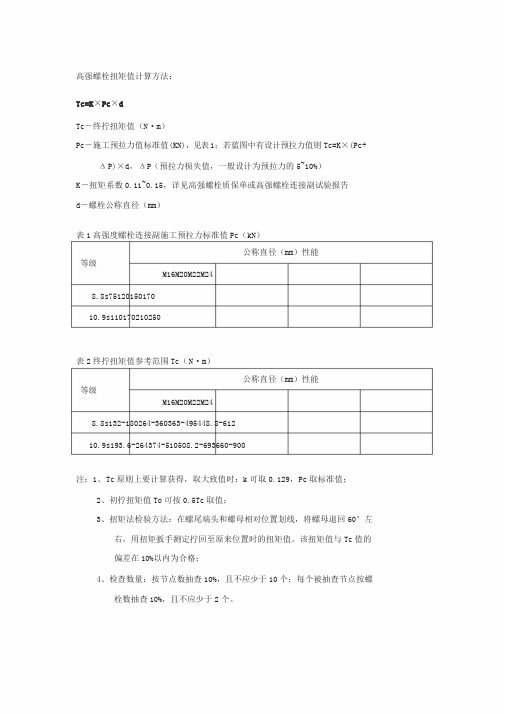
高强螺栓扭矩值计算方法:
Tc=K×Pc×d
Tc-终拧扭矩值(N·m)
Pc-施工预拉力值标准值(KN),见表1;若蓝图中有设计预拉力值则Tc=K×(Pc+ ΔP)×d,ΔP(预拉力损失值,一般设计为预拉力的5~10%)
K-扭矩系数0.11~0.15,详见高强螺栓质保单或高强螺栓连接副试验报告
d-螺栓公称直径(mm)
表1高强度螺栓连接副施工预拉力标准值Pc(kN)
公称直径(mm)性能
等级
M16M20M22M24
8.8s75120150170
10.9s110170210250
表2终拧扭矩值参考范围Tc(N·m)
公称直径(mm)性能
等级
M16M20M22M24
8.8s132-180264-360363-495448.8-612
10.9s193.6-264374-510508.2-693660-900
注:1、Tc原则上要计算获得,取大致值时:k可取0.129,Pc取标准值;
2、初拧扭矩值To可按0.5Tc取值;
3、扭矩法检验方法:在螺尾端头和螺母相对位置划线,将螺母退回60°左
右,用扭矩扳手测定拧回至原来位置时的扭矩值。
该扭矩值与Tc值的
偏差在10%以内为合格;
4、检查数量:按节点数抽查10%,且不应少于10个;每个被抽查节点按螺
栓数抽查10%,且不应少于2个。
专业资料整理。
高强度螺栓施工扭矩值
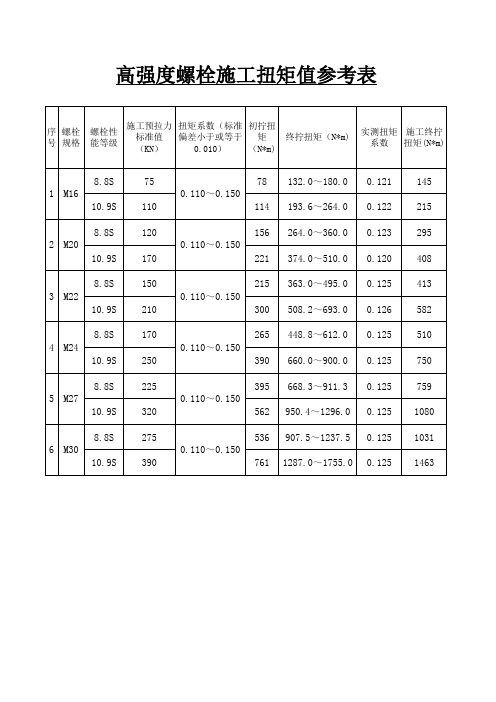
高强度螺栓施工扭矩值参考表
说明:根据高强度螺栓的实测扭矩系数(检测报告的扭矩系数)调整实测扭矩系数值即可得 施工终拧扭矩。
钢结构用大六角头高强度螺栓连接副的施工扭矩是根据实测的扭矩系数进行计算而得的,即为为了满足规范中所规定的预拉力值要求,根据实验所获得的真实的扭矩系数用GB--50205-20 01附录中的计算公式计算而得。
详见《钢结构工程施工质量验收规范》(GB50205-2001)
第65页“附录B经固件连接工程检验项目"中的第B.0.3条规定。
其计算公式为:
终拧扭矩值=扭矩系数×施工预拉力值标准值×螺栓公称直径
得--50205-20。
高强度螺栓预拉力的控制方法介绍(一)

高强度螺栓预拉力的控制方法介绍(一)
为了保证通过摩擦力抵抗剪力,高强度螺栓的预拉力P的准确控制非常重要。
针对不同类型的高强度螺栓,其预拉力的控制方法不尽相同。
大六角头螺栓的预拉力控制方法:
力矩法:一般采用指针式扭力(测力)扳手或预置式扭力(定力)扳手,目前用得多的是电动扭矩扳手。
力矩法是通过控制扭矩手拧紧力矩来实现控制预拉力。
拧紧力矩可由试验确定,应使施工时控制的预拉力为设计预拉力的1.1倍。
当采用电动扭矩扳手时,所需要的施工扭矩T f为:
式中
P f---施工预拉力,为设计预拉力1/0.9倍;
k--扭矩系数平均值,由供货厂房给定,施工前复验;
d--高强度螺栓直径。
高强螺栓施工扭矩值参考表

高强度螺栓施工扭矩值参考表
说明:根据高强度螺栓的实测扭矩系数(检测报告的扭矩系数)调整实测扭矩系数值即可得施工终拧扭矩钢结构用大六角高强度螺栓连接副的施工扭矩是根据实测的扭矩系数进行计算而得的,即为了满足规范中
所
规定的预拉力值要求,根据试验所获得的真实的扭矩系数用GB50205-2001附录中的计算公式计算而得。
详见《钢
结构工程施工质量验收规范》(GB50205-2001)第65页“附录B 紧固件连接工程检验项目”中的第条规
定。
其计算公式为:终拧扭矩值=扭矩系数X施工预拉力值标准值X螺栓公称直径。
高强螺栓扭矩值
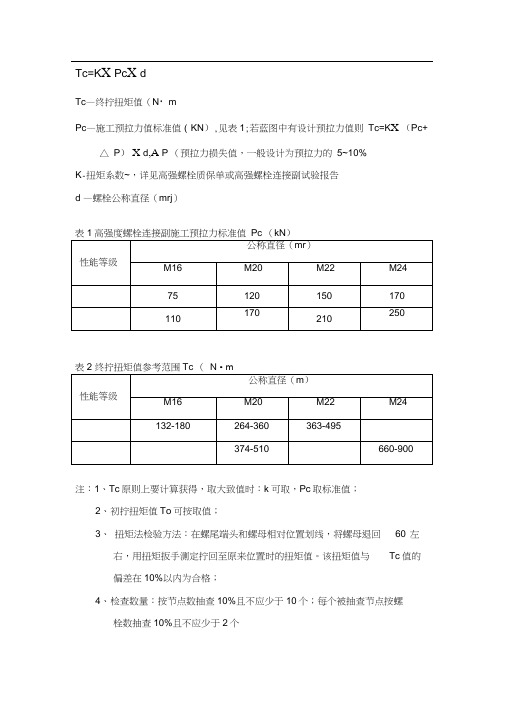
Tc=K X Pc X d
Tc—终拧扭矩值(N・m
Pc—施工预拉力值标准值(KN),见表1;若蓝图中有设计预拉力值则Tc=K X (Pc+△ P)X d,A P (预拉力损失值,一般设计为预拉力的5~10%
K-扭矩系数~,详见高强螺栓质保单或高强螺栓连接副试验报告
d —螺栓公称直径(mrj)
表1高强度螺栓连接副施工预拉力标准值Pc (kN)
N • m
表2 终拧扭矩值参考范围Tc (
2、初拧扭矩值To可按取值;
3、扭矩法检验方法:在螺尾端头和螺母相对位置划线,将螺母退回60°左
右,用扭矩扳手测定拧回至原来位置时的扭矩值。
该扭矩值与Tc值的
偏差在10%以内为合格;
4、检查数量:按节点数抽查10%且不应少于10个;每个被抽查节点按螺
栓数抽查10%且不应少于2个。
常用高强度螺栓预紧力和拧紧扭矩

常用高强度螺栓预紧力和拧紧扭矩(参考)预紧力Fv(kN)及扭紧力矩MA(N·m)计算方式决定施工高强度螺栓扭矩:Ma=1.1 k Pv d式中: k---扭矩系数,此数据由高强度螺栓制造商提供或在安装前实验得到。
通常k=0.11-0.15,详细数据见供货商的质量报告。
Pv---高强度螺栓预拉力, [kN];d---高强度螺栓直径,mm。
如何确定机螺丝的紧固力矩关于如何紧固螺栓和螺母的文章已经有很多,但如何恰当地紧固机螺丝(Machine Screws)的文章较少。
与如何确保螺栓和螺母的安全连接一样,在紧固机螺丝时,恰当地选择合适的拧紧力矩十分重要。
恰当的、安全的连接直接关系到装配后产品的质量好坏。
因此在紧固机螺丝时,我们应该计算一下合理的拧紧力矩。
紧固机螺丝的这些力矩与紧固螺栓、螺母的力矩相比起来要小得多。
1、机螺丝拧紧力矩的计算常用的计算螺纹紧固件拧紧力矩的公式为:T=D×K×P其中:T:力矩(牛顿?米/英寸?磅1Nm=9 in.1b)D:螺纹的外径(1mm=0.03937 in)K:螺母的摩擦系数(光杆螺栓 K=0.20 镀锌螺栓 K=0.22 上蜡或带润滑螺栓 K=0.10)P:夹紧力(一般是屈服点抗拉强度值的75%)1.1米制机螺丝米制机螺丝(Metric Machine Screws)有不同的强度等级,每个等级都有相应合适的拧紧力矩。
在ISO国际标准中来制机螺丝(Metric Machine Screws)有两个主要的强度等级:4.8级(类似SAE 60M)和8.8级(类似SAE 120M)。
强度等级4.8表示最小的抗拉强度是480MPa,这约等于每英寸70,000磅(即70,000 Psi)。
强度等级8.8表示最小的抗拉强度是880MPa,约等于每英寸127,000磅(127,000Psi)。
米制电镀锌机螺丝拧紧力矩见表1。
1.2 英制机螺丝对于英制机螺丝(Inch Machine Screws)也有不同的强度等级,每个等级都有相应合适的拧紧力矩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高强度螺栓预拉力、扭矩系数第一篇:高强度螺栓预拉力、扭矩系数验收批、取样方法和数量(一)钢材及焊接材料复验 1.抽检数量及检验方法(1)对属下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求:国外进口钢材;钢材混批;板厚等于或大于40mm,且设计有Z向性能要求的厚板;建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
(2)重要结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
2.合格质量标准符合设计要求和国家现行有关产品标准的规定(二)高强度螺栓预拉力、扭矩系数复验(三)1.高强度大六角头螺栓连接副扭矩系数复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[螺栓预拉力值范围(KN)] 螺栓规格(mm)M16 M20 M22 M24 M27 M30 预拉力值P 10.9s 93~113 142~177 175~215 206~250 265~324 325~390 8.8s 62~78 100~120 125~150 140~170 185~225 230~275 2.扭剪型高强度螺栓连接副预拉力复验(1)抽检数量及检验方法复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
(2)合格质量标准[紧固预拉力和标准偏差(KN)] 螺栓规格(mm)16 20(22)24 紧固预拉力的平均值99~120 154~186191~231 222~270 标准偏差 10.1 15.7 19.5 22.7(四)高强度螺栓连接摩擦面抗滑移系数复验;1.制造厂和安装单位应分别以钢结构制造批为单位进行抗滑移系数试验。
制造批可按分部(子分部)工程划分规定的工程量每2000t 为一批,不足2000t的可视一批。
选用两种及两种以上表面处理工艺时,每种处理工艺应单独检验。
每批三组试件。
现场处理的构件摩擦面应单独进行摩擦面抗滑移系数试验。
试验结果都应符合设计要求。
2.抗滑移系数试验应采用双摩擦面的二栓拼接的拉力试件,试件应由制造厂加工,试件与所代表的钢结构构件应为同一材质、同批制作、采用同一摩擦面处理工艺和具有相同的表面状态,并应用同批同一性能等级的高强度螺栓连接副,在同一环境条件下存放。
3.试件钢板的厚度t1、t2应根据钢结构工程中有代表性的板材厚度来确定,同时应考虑摩擦面滑移之前,试件钢板的净截面始终处于弹性状态;宽度b可参照表规定取值。
L1应根据试验机夹具的要求确定。
4.检验方法:检查摩擦面抗滑移系数试验报告和复验报告。
试件板的宽度(mm)螺栓直径d 16 20 22 24 27 30 板宽b 100 100 105 110 120 120 试件板面应平整,无油污,孔和板的边缘无飞边、毛刺。
(五)网架节点承载力试验对建筑结构安全等级为一级,跨度40m及以上的公共建筑钢网架结构,且设计有要求时,应按下列项目进行节点承载力试验,其结果应符合以下规定:1焊接球节点应按设计指定规格的球及其匹配的钢管焊接成试件,进行轴心拉、压承载力试验,其试验破坏荷载大于或等于1.6倍设计承载力为合格。
2螺栓球节点应按设计指定规格的球最大螺栓孔螺纹进行抗拉强度保证荷载试验,当达到螺栓的设计承载力时,螺孔、螺纹及封板仍完好无损为合格。
检查数量:每项试验做3个试件。
注:钢结构工程有关安全及功能的检验项目项次项目抽检数量及检验方法合格质量标准焊缝质量:(1)内部缺陷(2)外观缺陷(3)焊缝尺寸一、二级焊缝按焊缝处数随机抽检3%,且不应少于3处;检验采用超声波或射线探伤及规范第5.2.6、5.2.8、5.2.9条方法规范第5.2.4 5.2.6、5.2.8、5.2.9 4.5.2条规定高强度螺栓施工质量(1)终拧扭矩(2)梅花头检查(3)网架螺栓球节点按节点数随机抽检3%,且不应少于3个节点,检验按规范第6.3.2、6.3.3、6.3.8条方法执行规范第6.3.2、6.3.3、6.3.8、条的规定 3 柱脚及网架支座(1)锚栓紧固(2)垫板、垫块(3)二次灌浆按柱脚及网架支座数随机抽检10%,且不应少于3个;采用观察和尺量等方法进行检验符合设计要求和规范的规定4 主要构件变形(1)钢屋(托)架、桁架、钢梁、吊车梁等垂直度和侧向弯曲(2)钢柱垂直度(3)网架结构撓度除网架结构外,其他按构件数随机抽检3%,且不应少于3个;检验方法按规范第10.3.3、11.3.2、11.3.4条执行规范第10.3.3、11.3.2、11.3.4、12.3.4条的确规定5 主体结构尺寸(1)整体垂直度(2)整体平面弯曲规范第10.3.4、11.3.5条的规定规范第10.3.4、11.3.5条的规定第二篇:高强度螺栓的扭矩系数查标准,我国的高强度螺栓的扭矩系数是一个从0.11~0.15的范围,标准同时规定,扭矩系数的标准差不得大于0.01。
查国外资料,发现扭矩系数与我国的规定很不一样,通常比我们大,这是为何?想来应该是与表面处理有关,如果我们的标准限制了新技术或者先进技术的应用吗?提问者:老陈发布时间:2007-4-28 20:10:00 以下是回复内容: 第1页,共1页扭矩系数与螺纹精度、表面粗糙度、尺寸精度、表面处理等方面都有关系,但是表面处理是影响扭矩系数的比较大的因素之一。
国家标准大六角头螺栓、螺母连接副的表面处理主要是磷化。
由于磷化的配方不同,扭矩系数也不同。
扭矩系数的大小范围是考核内容,但是扭矩系数的标准差是关键。
不能说国外的扭矩系数与我国规定的不同,就限制了新技术或者先进技术的应用。
答复者:张德利发布时间:2007-4-29 21:56:00本答案得分:5扭矩系数0.11~0.15,标准偏差小于0.01,仅仅是钢结构连接副的要求,并不是其他的高强度有要求。
注意'连接副"这一条件。
它是指一个螺栓,螺母,两个垫圈配套使用,并且表面处理也有严格控制。
一般的连接均没有垫圈,如果你用钢结构螺栓和螺母,用一般的垫圈或不用垫圈做扭矩系数试验,肯定不能达到0.11~0.15和0.01的要求。
扭矩系数主要与表面处理和被紧固件的表面状态有关。
答复者:吴明然发布时间:2007-5-11 21:50:00本答案得分:3磷化有什么重大意义吗,能得到相对稳定的扭矩系数吗——要满足“螺栓副”这个条件不难,但要施工中完全满足保管条件等,困难就大些?而且,扭矩系数0.11~0.15,这个范围太大,最好定在0.13~0.14之间,这样就可以大致定出螺栓的扭矩值来。
答复者:老陈发布时间:2007-5-19 21:29:00本答案得分:3看起来这个问题太复杂,没法回答。
答复者:老陈发布时间:2007-7-4 10:54:00本答案得分:3正如上几位的回答,影响扭矩系数的因素众多,不过,最主要的是表面状态,特别是润滑。
任何因素的参数必定存在波动,其综合结果也必然存在波动,这就是标准要规定一个范围的原因。
如果某企业采用新技术,可使扭矩系数的波动变小,对使用者而言,是再好不过了,你可以制定自己的企业标准,比国家或别人的标准更严,也是你的一个卖点啊。
另一个原因,使用者施工是以该范围为参照的,如果你控制的范围很小,但在标准范围之外,将可能导致使用、管理中的混乱,除非与用户有明确的协议和交代,但管理风险仍可能存在,一般不宜如此。
答复者:彭宗文发布时间:2007-7-6 11:59:00本答案得分:30.15/0.11=1.364依据标准,高强度螺栓的扭矩系数可以有将近40%的差距,也就是拧紧力矩可能有近40%的差异,叫设计者、施工方如何放心使用!——万一搞错了呢?答复者:老陈发布时间:2007-7-22 23:40:00本答案得分:3最近有人从上海买到一批高强度螺栓,送检结果是扭矩系数为0.22,怪了。
答复者:老陈发布时间:2007-8-22 22:09:00本答案得分:3呵呵,那批螺栓肯定是小貨了,一般的摩擦係數是0.1-0.15,公差不能大於0.01,越靠前說明螺栓越穩定,我們一般檢測是一螺帽一栓,二墊,你我們一般的高強度螺栓都是白皮,不經過電鍍,何謂磷化處理呢,如果系數偏差太大,說明設計不合當,強度不合格等.答复者:梁強发布时间:2007-8-23 8:07:00本答案得分:3请问:1、何谓“越靠前說明螺栓越穩定”?靠前是指靠近0.1吗?2、“白皮”是指“皂化”后螺母表面的状态吗?答复者:老陈发布时间:2007-8-23 23:48:00本答案得分:3一般我們的摩擦系數在0.11-0.35左右是最好的,如果越接近0.15,就說明螺栓就越危險,超過了就不合格.白皮是熱處理出來沒有經過電鍍的.答复者:梁強发布时间:2007-8-24 8:19:00本答案得分:3高強度螺栓连接副的扭距数的测试:10.9级高强度大六角头连接副必须要保证扭距系数在标准范围之内才能供货,在同一批的扭距系数平均在0.11-0.15之间,扭距系数标准偏差(max0.10)。
每一个连接副包括一个螺栓,一个螺母,两个垫圈均是同一批生产,并且是在同一热处理工艺加工过的产品。
连接副的扭距系数试验,在轴力试验机上进行试验的,通过轴力机上的读值和扭力扳手表盘读值带入下面公式进行计算扭距系数和标准偏差扭距系数:式(1-1): K = T/(P·d)式中: K—扭距系数 T—施拧扭距N·M d—螺栓的螺纹规格mm P—螺栓的轴力式(1-2)标准偏差:δ =(Xi-X)2 n-1 式中: δ—标准偏差 X—扭距系数平均值 Xi--扭距系数实测值 n—实测套数每一套试件检测时,需要一支螺栓、一个垫片、一个螺帽。
为了保证扭距系数检测准确,每一副连接副只能用一次,不得重复使用,每一批连接副需要测试8套,每一批最大批量不超过3000套检测一次。
轴力机误差不得大于测定螺栓的百分之二。
显示在测定值在轴力的百分之一。
扭力扳手误差不大于测试扭距值的百分之一。
显示值在9.8N.M以下测试方法:测试前要将轴力机显示器归零,选择适当规格的夹具,将大六角装入夹具,然后将夹具装如入实验机,装置时应将螺纹部分朝外。
将实验机封盖装在轴力实验机上,然后将垫圈套在螺栓上,注意有倒角的朝外,无到角的贴在封盖一侧,将螺帽拧在螺栓上,螺帽有华司的超内,为了防止垫片转动,保证扭距系数检测准确,在垫片与夹具之间,垫一张砂纸,,选择相应规格的套筒将它套置在扭力扳手上然后归零再套在螺帽上,施加一定瞬间力读取表盘上的读值,然后再读取扭距板手上的表盘读值。