660MW二次再热机组技术
660MW二次再热机组旁路控制策略和应用
660MW二次再热机组旁路控制策略和应用某660MW二次再热超超临界机组选用上汽厂引进的西门子汽轮机,型式为:超超临界、二次中间再热、五缸四排汽、双背压、反动凝汽式汽轮机。
型号N660-31(TMCR)/600/620/620,设计额定主蒸汽压力31Mpa、主蒸汽/一次/二次再热蒸汽温度600/620/620℃。
机组给水系统由1台100%容量汽泵组成(电泵作为启动给水泵用)。
锅炉是上海锅炉厂引进Alstom技术的SG-1903/32.45-M6101型超超临界直流炉。
机组采用容量为100%BMCR高压旁路+60%中压旁路+70%低压三级串联旁路系统。
1 旁路系统配置某660MW二次再热超超临界机组采用高、中、低三级串联旁路。
高压旁路安装在锅炉侧由2×50%BMCR阀组组成,分别从锅炉出口主蒸汽支管上接出,经过减温减压后接入锅炉侧的一次冷再蒸汽支管。
中、低旁容量按启动工况主蒸汽流量加减温水量设置在汽机侧。
中压旁路由1只旁路阀组成,从一次热再蒸汽管道接出,经过减温减压后接入二次冷再蒸汽母管。
低压旁路由2只旁路阀组成,分别从二次热再蒸汽管道接出,经减温减压后接入凝汽器喉部。
高、中、低压旁路分别设置1套油站。
2 旁路控制策略2.1 高压旁路2.1.1 高压旁路策略2.1.1.1 [A1]模式—旁路关闭状态高旁进入[A1]模式只需锅炉点火旁路收到有火信号,此时直接输出阀位指令“0”,使高旁关闭。
高旁在此阶段不进行任何压力始终保持关闭,从而在初始点火期间避免了锅炉蓄热流失,使主蒸汽压力逐步提高,累积升压到一定值。
2.1.1.2 [A2]模式—旁路开度控制方式[A2]方式分为,[A2]模式冷态、[A2]模式温态、[A2]模式热态,分别对应三种高旁阀开度指令曲线。
进入[A2]模式有3种情况:1)锅炉点火12分钟后;2)点火时主汽压力已大于最大允许冲转压力16MPa;3)锅炉累计升压超过一定量约0.1-1.4MPa。
超超临界二次再热机组调试技术

0 引言
超 临 界 二 次 再 热 机 组 以 安 全 、经 济 、高 效 、环 保 而 被 广 泛 关 注 。 特 别 是 随 着 煤 价 上 涨 ,其 优 势 更 为 明 显 的 表 现 出 来 。 我 国 已 经 投 运 及 在 建 的 二 次 再 热 机 组 主 要 有 华 能 莱 芜 、华 电 莱 州 、大 唐 东 营 、国 电 蚌 埠 、 国电泰州、华电句容、国电宿迁、华能安源、江西丰城、国华北 海、粤 电 惠 来、深 能 河 源、大 唐 雷 州、国 华 清 远等电厂的数十台机组。但在我国二 次 再 热 技 术 起 步 较 晚,相 对 较 为 成 熟 的 一 次 再 热 机 组 的 研 究、运 行 、调 试 经 验 相 对 较 弱 ,需 要 不 断 的 在 实 践 及 运 行 经 验 中 优 化 ,使 得 二 次 再 热 技 术 更 为 成 熟 。
1 某设备及系统概述
某电厂二期工程的锅炉为东方电气股份有限公司 设 计制 造的超 超 临 界 参 数 变 压 运 行 直 流 炉,锅 炉 型号为:DG1785.49/32.45II14。采用 π型 布置,单炉膛、二次 中间再热、前后 墙对 冲燃 烧方 式、平 衡 通
收 稿 日 期 :20180914 作 者 简 介 :王 强 (1989),男 ,吉 林 长 春 人 ,助 理 工 程 师 ,从 事 火 力 发 电 厂 热 工 调 试 及 自 动 控 制 优 化 方 面 的 工 作 。
第
二十四卷 第 1期 Vol.24,No.1
JOURNALOFANHUIELECTR安IC徽AL电E气N工GI程NE职ER业IN技G术P学RO院FE学SS报IONALTECHNIQUECOLLEGE
2M01a9rch年2301月9
660MW超超临界压力二次再热机组汽电双驱引风机实际应用探讨 章春

660MW超超临界压力二次再热机组汽电双驱引风机实际应用探讨章春摘要:某660MW超超临界压力二次再热机组工程采用的是上海锅炉厂生产的直流锅炉,型号为:SG-1903/32.45/605/623/623。
针对常规汽动引风机在实际运行中小汽机效率偏低的问题,并结合公司对外实际供热要求,本工程采用“汽电双驱”引风机排汽供热方案。
作为国内首台电力行业实际应用的“汽电双驱动”引风机方案机组,本工程的成功应用将给同类型机组提供实际参考,具有重要示范意义。
本文着重从“汽电双驱动”引风机设计流程、应用实效及存在问题等方面进行探讨。
关键词:二次再热;汽电双驱;变速离合器1 概括1.1系统布置本工程一台汽电双驱引风机组包含 1 台 50% BMCR 容量的汽轮机,1台汽电双驱引风机,1 台异步电动/发电机。
系统连接方案(汽轮机‐变速离合器(离合器+减速箱)‐异步电动发电机‐引风机),齿轮箱变比为10.27,异步电动/发电机转速范围 747~753rpm。
机组正常工况,汽轮机进汽参数为:压力 10.6 MPa(a),流量156t/h(两台),温度 535 ℃,排汽压力 1.49 MPa(a),汽轮机额定转速 7702r/min,额定(回热)输出功率 9250 kW。
进汽汽源来自一次再热一级再热器出口(参数11.27MPa,538℃)。
如图1:图1汽电双驱引风机DCS图1.2 运行模式简介1.2.1 纯电驱模式正常启动时,电动机带引风机运行,离合器处于脱开状态,汽引小机不跟随转动。
或者在小汽轮机抽汽不足,转速下降时,则发电机转速也下降,低于同步转速后,转化为电动机形式运行,与汽轮机一起驱动引风机运行;小汽轮机转速继续下降,直至低于电动机驱动转速,则小汽轮机与系统脱离,此时也由电动机驱动引风机运行。
在离合器啮合前均为电动机驱动状态。
1.2.2 汽电混驱模式小汽轮机按并入速率升速,离合器啮合后,小汽轮机与电动机、引风机并轴运行。
660MW二次再热超超临界机组汽轮机安装技术

备H IEngineering 工程660M W二次再热超超临界机组汽轮机安装技术薛勇1,刘志斌2(1.中电投协蠢滨海发电有限公司,江苏盐城224000;2.江西省火电建设公司,江西南昌330001)摘要:针对国内新型的二次再热机组,借鉴一次再热机组汽轮机安装技术,合理制定施工步骤,优化施工方法,通过 现场实施,严格把控可能影响汽轮机安装质量工艺的各个环节,保证机组振动、经济效率等技术参数均达到优良值。
总结 出一套660MW二次再热超超临界机组汽轮机本体安装施工技术,为二次再热机组汽轮机安装提供可供参考的安装工艺方法。
关键词:660MW超超临界机组;二次再热;汽轮机本体;施工方法中图分类号:TM621 文献标识码:A文章编号:1671-0711 (2016) 12 (上)-0105-04在相同参数条件下,超超临界二次再热机组的热效率比一次再热机组提高约2%。
发展超超临界二 次再热技术是提高火力发电机组热效率,降低能耗,促进电力行业可持续发展的有效手段,必将成为今后火力发电厂的发展趋势。
华能安源电厂为全国首台投产660M W超超临界二次再热机组,由江西电力设计院设计,东方汽 轮机厂有限公司制造,西安热工院调试,#2机组由 江西省火电建设公司承建。
在无任何现成设计、设 备、施工方法和运行经验借鉴的情况下,在广大技术、管理、施工人员的共同努力下,#2机组汽轮机 于2014年10月15日开工,2015年7月25日完工,历经274天完成汽轮机组施工安装任务。
#2机组于 2015年7月30点火、8月8日并网、8月24日11 时58分顺利通过168小时满负荷试运行。
根据超超临界机组未来的发展,参数进一步提高将是必然趋势,当温度达到650~720尤、压力超过30MPa、采用二次再热,电站的效率将进一步提 高,可以获得与IG CC和PFBC发电技术相同的优良经济性。
作为提高电站效率确切可行的方式,二 次再热■将会得到很大发展。
国产首台660 MW二次再热机组三级旁路系统的设置与运行

1 前 言
煤 电节 能 减排 升级 及 改 造 行 动 汁划 》 推进 示 范技 术 。二 次 再 热 代表 了 当前 世 界 领 先 发 电技 术 . 具
以 煤 炭 为 主 的 能 源 结 构 决 定 了 火 力 发 电 在 现
有 离效 率 、低 能耗 、低 排 放 等 优 势 .是 目前 提 高 火 电机组 热效 率 的有 效途 径 随着 2 0 1 5年 6月 2 7 日我 闫 首 俞 二 次 再热 机 组 —— 华 能 安 源 电 厂 新 建 工 程 l号机 组 顺 利 通 过 1 6 8 h连 续 满 负 荷 试 运 .
第 1
2 0 1 7{
圣 言汔 粉 按
DONGFANG TURBI NE
NO . 1
Mar 2 0 1 7
) O h 1 0 . 1 3 8 0 8 6 . c n k i . i s s n 1 6 7 4 - 9 9 8 7 . 2 0 1 7 . 0 1 . 0 0 7
阶 段 的 主 力作 川 。继 超 超 临 界 技 术 成熟 之 后 .新
一
代 舟 效 二 次 热 技 术的 应 片 j 受 到业 界 的普 遍 关
注 二 次再 热 技 术 是 《 国家 能 源技 术 “ 十二 五 ”
作者简介 : l 乾远 ( I 9 8 9
・
32 ・
筇1 l l } j
蒸汽汽源, 确 保 给 水 泵小 汽 机 和 引 风 机 小 汽机 维持 运 行 , 为机组快速启动创造条件. .
关 键 词 :汽轮机 , 二 次再 热. 联合启动
中 图 分 类 号 :T K 2 6 7
文 献 标 识 码 :B
文 章 编 号 :1 6 7 4 一 t ) 9 8 7 ( 2 0 1 7 ) 【 l I 一 0 3 2 一 o 4
660MW二次再热机组简介
特性, 是一种 在国际上高效 、 低污染的燃煤发电技术。 二次再热技术发展的必要性及优势 I 、 二 次再 热 技 术 必 要性 高效洁净燃煤发 电原则是在整个 电厂燃煤能量转换 的过程 中, 采取 ‘ 切 呵能的先进技 术提 高效率 , 主要可归纳为 以下领域:
一
、
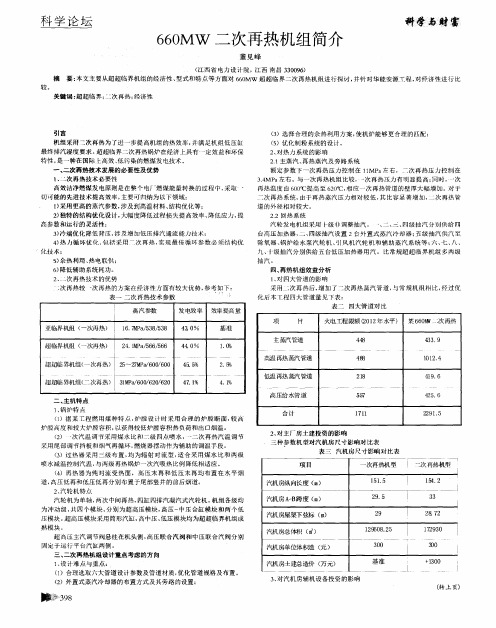
再 热 温度 由 6 0 0  ̄ ( 7 提高至 6 2 0  ̄ ( 2 , 相 应 一 次 再 热 管 道 的 壁 厚 大 幅 增 加 。对 于 二次再热系统, 由于 再 热 蒸 汽 压 力 相 对 较 低 , 其比容显著增加, ‘ 次 再 热 管 道 的 外径 相 对较 大 。
9 1 . 5
1 . 0 } 6 高温 再热 蒸汽 管道
2 . 麟
超 向 临界机组 ( 一 次再 热 ) 2 5 ~2 7 M P a / 6 0 o / 6 0 0
超 超临 界机组 ( 二 次再 热 ) 3 l M P a / 6 0 O / 6 2 0 / 6 2 0
1 、 对 四 大 管道 的影 响
5 ) 余热 利 用 、 热电联供 ; 6 ) 降低 辅 助 系 统 耗 功 。 2 、 次再 热 技 术 的优 势
.
次 再热 较 次 再 热 的 方 案 在 经 济 性 方 面 有 较 大 优 势 , 参 考 如 下
’
采用一 次再 热后 , 增加 了=次再热蒸汽 管道 , 与 常规机 组相 比, 经过优
化 技术 ;
汽轮 发 电机 组 采 用 卜 级非调整抽汽 。
、 二、 L 三、 四 级 抽 汽 分 别 供 给 四
台 高 压加 热 器 , _ 、 四级 抽 汽 设 置 2台 外 置 式 蒸汽 冷 却 器 ; 五 级 抽 汽 供 汽 至 除氧器、 锅炉给水泵汽轮机 、 引 风 机 汽 轮 机 和 辅 助 蒸汽 系 统 等 : 六、 七、 八、 九 、卜级 抽汽 分 别供 给 五 台低 压 加 热 器 用 汽 。 比 常 规超 超 临 界 机 组 多 两 级 抽汽。 四、 再 热 机 组效 益 分 析
探究660MW二次再热机组锅炉再热汽温调整
探究660MW二次再热机组锅炉再热汽温调整发布时间:2021-02-03T11:07:46.197Z 来源:《科学与技术》2020年第28期作者:程诚[导读] 随着生态环保成为各行建设革新发展的基本原则,促使我国在推广现代能源体系的基础上程诚国家能源集团宿迁发电有限公司摘要:随着生态环保成为各行建设革新发展的基本原则,促使我国在推广现代能源体系的基础上,开始研究如何运用二次再热技术,控制机组煤源消耗数量,以此减少不必要的污染物排放。
因此,本文在了解某锅炉厂运行情况的基础上,针对其现有锅炉设计参数,分析如何对其进行再热汽温调整。
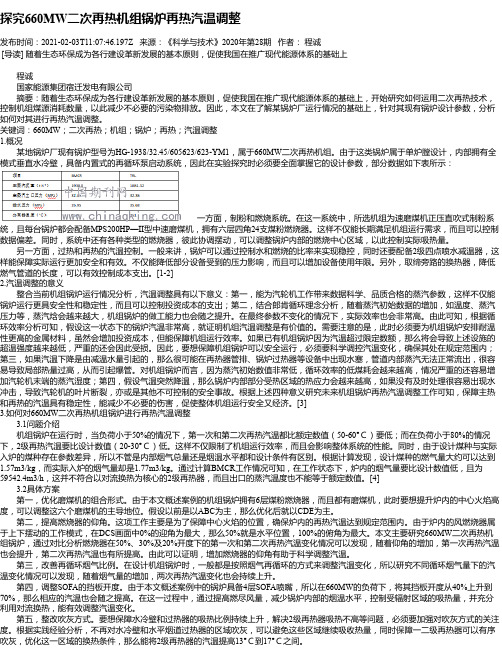
关键词:660MW;二次再热;机组;锅炉;再热;汽温调整1.概况某地锅炉厂现有锅炉型号为HG-1938/32.45/605623/623-YM1,属于660MW二次再热机组。
由于这类锅炉属于单炉膛设计,内部拥有全模式垂直水冷壁,具备内置式的再循环泵启动系统,因此在实验探究时必须要全面掌握它的设计参数,部分数据如下表所示:一方面,制粉和燃烧系统。
在这一系统中,所选机组为速磨煤机正压直吹式制粉系统,且每台锅炉都会配备MPS200HP—II型中速磨煤机,拥有六层四角24支煤粉燃烧器。
这样不仅能长期满足机组运行需求,而且可以控制数据偏差。
同时,系统中还有各种类型的燃烧器,彼此协调摆动,可以调整锅炉内部的燃烧中心区域,以此控制实际吸热量。
另一方面,过热和再热的汽温控制。
一般来讲,锅炉可以通过控制水和燃烧的比率来实现稳控,同时还要配备2级四点喷水减温器,这样能保障实际运行更加安全和有效。
不仅能降低部分设备受到的压力影响,而且可以增加设备使用年限。
另外,取缔旁路的换热器,降低燃气管道的长度,可以有效控制成本支出。
[1-2]2.汽温调整的意义整合当前机组锅炉运行情况分析,汽温调整具有以下意义:第一,能为汽轮机工作带来数据科学、品质合格的蒸汽参数,这样不仅能锅炉运行更具安全性和稳定性,而且可以控制投资成本的支出;第二,结合郎肯循环理念分析,随着蒸汽初始数据的增加,如温度、蒸汽压力等,蒸汽焓会越来越大,机组锅炉的做工能力也会随之提升。
660MW二次再热机组汽温优化控制方案

660MW二次再热机组汽温优化控制方案作者:邵长军夏绍标来源:《科学与财富》2020年第03期摘要:本文针对某电厂二期智能发电ICS系统中智能运行优化功能群组的再热汽温优化控制进行了分析,以供同仁参考。
关键词:机组;气温;优化控制1项目概况在常规DCS系统上通过部署开放应用控制器、高级应用服务器、大型历史实时数据库、高级值班员站等部件,建立基本控制、智能控制和智能运行监管等层级之间的闭环联系,纵向打通直接控制与运行监督控制的界限,提供开放的高级应用环境,将常规DCS系统升级成ICS系统平台。
在ICS平台中对控制优化、运行优化、智能报警和预警、设备监测与诊断、高温受热面分析、三维可视化等功能模块进行深度优化,实现智能控制与运行优化,带来机组发电效益的提升、污染物排放的降低。
目前ICS功能群组已完成初步部署,开始进行参数寻优和智能优化控制的调试工作。
2汽温控制优化策略2.1原主汽温控制概况为了能够让机组在负荷剧烈波动工况下,能够快速跟踪汽温设定值,提升控制系统对大惯性大迟延对象的控制品质和抗干扰能力,在主蒸汽温度优化控制策略中,以广义预测控制算法(GPC)作为核心控制,GPC控制算法是基于模型的控制算法,可以实现对减温水流量的精准控制,减少减温水流量的波动,提升汽温的控制品质;其次,为了能够实现控制作用的超前性,避免减温水流量过调等问题,提取运行过程中的提前变化量作为参考,通过对汽温变化的提前预知,实现超前调节,减小主蒸汽温度的波动。
2.2 一级过热蒸汽温度优化控制策略a)一級减温水控制以一级过热器出口温度作为控制目标,其设定值按照锅炉热力特性说明书,根据不同负荷段拟合得到;b)在一级过热器出口温度控制中,以广义预测控制器(GPC)作为核心控制算法,GPC控制器输出为一级减温水流量设定值,结合一级减温水流量反馈值,构建PID控制器实现对一级喷水阀门的调节。
以GPC作为核心控制器,可以很好的克服系统惯性和迟延对控制性能的影响,提升一减温度的控制品质;以GPC控制器输出为减温水流量设定值,并串联PID控制器,可以有效克服阀门非线性对控制性能的影响;c)为了实现一减过热蒸汽温度的超前控制,以一级减温器前温度作为参考,其一方面耦合至GPC控制算法的前馈预测通过,即时感知未来一减汽温的变化情况,实现超前控制;同时将一级减温器前温度作为导前微分信号,对一级过热器出口蒸汽温度设定值进行修正;d)为了考虑一减和二减之间的分配和均衡,以二级减温器出入口温度差值作为修正量,对一级过热器出口蒸汽温度设定值进行修正,实现以一级减温水主调,二级减温水精调的作用;e)同时考虑一级减温器出口温度测点是否具备一定的惯性和迟延,考虑是否采用串级控制方式,提升系统的抗扰动能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
均增加约1/3焊口。
日期: Date:
页码: Page:
(三)新材料
分隔屏过热器 规格 ∅60x10 ∅63.5x13.5 ∅54x10 ∅54x9 ∅63.5x13.5 ∅54x113.5 ∅54x9 ∅60x10 ∅54x12 ∅60x11
日期: Date:
材质 SA-213TP347HFG
12Cr1MoVG
形管排吊装需求,节省了吊机使用费用。
在安装高峰期锅炉本体安装共投入人员250人左右,相对#1机组投入 400余人,减少了人工投入,在相对#1机组开工晚2个月,且设备到货严 重滞后的情况下,工期较#1机组有所缩短。
日期: Date: 页码: Page:
(一)锅炉专业
日期: Date:
页码: Page:
的二次再热机组电厂,是目前压力参数最高的机组,“五新”技术应用 最多、环保指标最先进的火力发电机组项目,同类型机组尚无投产业绩 ,无成熟的施工经验可供参考和借鉴。 锅炉施工存在诸多难点,与常规一次再热机组相比,锅炉水平烟道 长度增加,后水冷壁底部水冷壁安装难度较大;锅炉后烟井管排数量多
、重量大,组合及吊装难度较大;锅炉纵向跨度大、设备单件重量较大
页码: Page:
(四)工程里程碑
工程于2013年12月10日开始锅炉钢架吊装,2015年08月24日开始机组 整套启动,2015年08月24日通过机组186小时满负荷试运行。
日期: Date:
页码: Page:
二
主要特点及施工方法
华能安源电厂“上大压小”新建2×660MW机组工程是国内首座投产
分为高压再热器和低压再热器,后烟井前后烟道分别布置了高压低温再热 器和低压低温再热器,高压末级再热器及低压末级再热器布置在锅炉水平 烟道内部,过热蒸汽调温方式以煤水比为主,同时设置二级四点喷水减温 器;再热蒸汽主要采用尾部竖井分隔烟道调温挡板和烟气再循环调温,同 时燃烧器的摆动对再热蒸汽温度也有一定的调节作用,在高低温再热器连 接管道上还设置有事故喷水减温器。
SA213-T91
SA213-T91 SA-213TP347HFG SA213-TP310HcbN SA213S30432 SA213-T92 SA213-T91 SA-213TP347HFG SA213-TP310HcbN SA213S30432 SA213-T92
低压高温再热器
日期: Date:
日期: Date:
页码: Page:
(二)新设备
锅炉为超超临界变 压运行直流炉、单炉膛 、二次中间再热、墙式 切圆燃烧方式,平衡通 风、露天布置、全悬吊 结构П型锅炉,空预器 拉出布置,布置脱硝钢 架内,锅炉设有再循环 燃烧器
日期: Date:
页码: Page:
(二)新设备
2) 汽轮机组设备
汽轮机采用东方汽轮机有限公司生产的超超临界、二次中间再热、单 轴、四缸四排汽、十级回热抽汽、凝汽式汽轮机,型号为N66031/600/620/620。安装精度要求高、工序性强,汽轮机四缸为超高压缸、 高、中压合缸、二台低压缸。较同类型660MW机组汽轮机多出超高压缸。 汽轮机分超高压模块、高中压模块、A低压缸模块、B低压缸模块。该机型 具有高效、易维护、启动快速等优点。通过提高机组参数、二次再热技术 、通流优化设计、回热系统优化等措施,能够提高机组经济效率。
页码: Page:
(二)汽机专业
1)水泥垫块制作
日期: Date:
页码: Page:
(二)汽机专业
2)通流间隙控制 根据工程创优要求,在确保安全的情况下,汽机通流间隙尽量取下 限值,在安装过程中,使用专业的汽封背弧修刮设备,可随时通过调整 汽封背弧的高度来调整通流间隙。
日期: Date:
页码: Page:少,减少了装数量,本工程水冷壁共计组合34个组件,包墙14个组件
,相对#1机组,吊装数量减少约2/3。 在脱硝及空气预热器部位大件吊装过程中,空预器大量等设备重量 较大的设备可以使用110t直接吊装,根据脱硝反应器的结构将脱硝反应 器四面护板与构架组合,使用110t平臂吊直接吊装,相对#1机组散装, 并单独布置1台450t履带吊,减少了大量的机械租赁费用。且在脱硝施工 过程中我单位最高峰投入人员30人,相对#1机组人员投入减少了一半,
The Powerpoint Presentation 安源电厂660MW二次再热火电机组 Title Template
施工技术交流汇报材料
2015年10月
日期: Date: 页码: Page:
目录
一 项目简介
二 主要特点及施工方法 三 整组启动试运情况
日期: Date:
页码: Page:
2
一
项目简介
SA-213T92
日期: Date:
页码: Page:
(三)新材料
再热器高合金材质分部
部位 材质
上部水平高压低温再热器 立式高压低温再热器
上部水平低压低温再热器
SA-213T91 SA213-T91
SA-213T91
SA-213TP347HFG SA-213TP347HFG
立式低压低温再热器
高压高温再热器
与前包墙铰接。减少了临时措施及高空作业。
日期: Date:
页码: Page:
(一)锅炉专业
折焰角水冷壁炉膛整体组合
日期: Date:
页码: Page:
(一)锅炉专业
日期: Date:
页码: Page:
(一)锅炉专业
折焰角水冷壁组合件吊装
日期: Date:
页码: Page:
(一)锅炉专业
日期: Date:
达到160mm,焊接及热处理难度较大。
日期: Date:
页码: Page:
(二)汽机专业
因为增加了一个超高压缸体及配套设施,轴系加长了约5米,轴系的安 装精度要求更高。 增加了2级抽汽,增加中压进汽系统,旁路系统为三级串联旁路系统控 制系统相对复杂。 主汽、一二次再热蒸汽采用了双管布置,原来的四大管道变为六大管 道,管道根数由4个增加为9根,工程量增大,管道施工难度也增加。
SA-213T91
页码: Page:
(三)新材料
后屏过热器 规格 材质
∅70x13.5、 ∅51x13.5 ∅51x18.5、∅42x13.5 SA-213T91 ∅70x10
∅63.5x11、 ∅51x9 ∅51x15.5、∅51x13.5 ∅57x10、 ∅63.5x11 ∅57x12.5、 ∅51x10 ∅51x10、 ∅63.5x8
,主吊机选择及布置非常关键;锅炉受热面焊口、组合散件多,高等级 材料多,对锅炉焊接、热处理、检测等技术要求高。 针对以上特点,我们对本体安装采取了以下措施:
日期: Date:
页码: Page:
(一)锅炉专业
1)合理布置锅炉安装主吊机
针对华能安源工程,公司新购置了110t平臂吊(回转半径80m、起重
(一)锅炉专业
D板梁下梁(63t)单机吊装
日期: Date:
页码: Page:
(一)锅炉专业
E板梁下段(81t)吊装
日期: Date:
页码: Page:
(一)锅炉专业
在水冷壁包墙等组件在组合过程中可以将刚性梁等部件大量与水冷 壁组合,相对#1机组,选用主吊机为140t附臂吊,组件数量可以大量减
日期: Date:
SA-213TP347HFG SA-213 TP310HCbN
SA-213 S30432
页码: Page:
(三)新材料
末级过热器
位置 规格 材质
入口段 ∅60x12、∅57x13.5 SA-213T91 ∅51x13.5 、 ∅51x15 入口段 ∅60x12、∅51x10 中间段 ∅60x13、∅51x10 中间段 ∅51x10、∅51x12 出口段 ∅60x15.5、 ∅57x15.5、 ∅51x15.5 出口段 ∅60x15.5、 ∅57x15.5、 ∅51x15.5 SA-213TP347HFG SA-213TP310HCbN A-213 S30432 SA-213TP310HCbN
日期: Date:
页码: Page:
(二)新设备
汽轮机组外形图
日期: Date: 页码: Page:
(三)新材料
锅炉受热面大量采用合金钢材料。 除常规使用的15CrMo、12Cr1MoV外,在过热器与再热器的高温段大量 采用Super304、HR3C、TP310HCB、TP347HFG、SA-213T91、SA-213T92、 P91、P92等新型耐热高合金钢材料。 锅炉受热面焊口共计62045道(常规660MW级超超临界机组为50000道 左右),其中T91、T92以上高合金安装焊口14299只,较常规一次再热机组
页码: Page:
(一)锅炉专业
4)水冷壁灰斗整体安装
将水冷壁冷灰斗前后水冷壁
与该区域刚性梁在炉膛底部整体 组合,采用在炉顶布置三台卷扬 机,整体提升就位,相对#1机的 将刚性梁整体组合吊装,高空拼 装管排的方法减少了大量的高空 作业。
日期: Date:
页码: Page:
(一)锅炉专业
日期: Date:
针对以上特点,我们在本体安装上采取了以下措施:
日期: Date:
页码: Page:
(二)汽机专业
1)水泥垫块制作 汽轮机本体基架采用水泥垫块无垫铁工艺,轴承座采用可调垫铁, 在水泥垫块浇筑过程中,采用搅拌、静置、搅拌、浇筑、溢流等工序, 严格控制水泥垫块成功率及合格率,成功率达到了95%以上。
日期: Date:
且整个脱硝反应器的施工工期也相应的缩短。
日期: Date:
页码: Page:
(一)锅炉专业
空预器大梁吊装
日期: Date:
页码: Page: