QS-JMME-115A(ProfilingWI)回流焊炉测温作业指导书
SMT作业指导书 回流焊
文件编号编制部门工程部拟制02023.07.20
产品型号版本号A1审核工位号SMT-04工序人数1工序名称关键工位是作业工时S节拍S批准
一、操作
准备:
1.1、电源正常开起NO物料名称用量
二、操作内容:1测温仪1PCS
2.1、打开回流焊电源2隔热手套1双
2.2、选择
当前要生产的程序3
2.3、炉温到达设定温
度,测试温度曲线后过炉
4
5
6
变更内容
3.炉后出板处不可以堆积基板
4.生产过程中有异常情况要马上按
下紧急开关并上报
1.回流焊所有可活动处,不可用手去触摸物料编码规格
2.机器没有到达设定温度不可过炉
安全注意事项及要求:仪 器、设 备、工 具、物 料、辅 料SMT作业指导书0
通用
回流焊
RoHS紧急开关
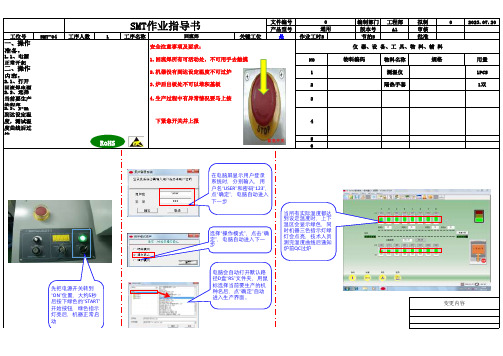
先把电源开关转到
“ON”位置,大约5秒
后按下绿色的“START”
开始按钮,绿色指示
灯亮后,机器正常启
动
在电脑屏显示用户登录
系统时,分别输入,用
户名“USER”和密码“123”,
点“确定”,电脑自动进入
下一步
选择“操作模式”,点击“确
定”,电脑自动进入下一
步
电脑会自动打开默认路
径D盘“RS”文件夹,用鼠
标选择当前要生产的机
种名后,点“确定”自动
进入生产界面。
当所有实际温度都达
到设定温度时,上下
温区会显示绿色,同
时机器三色指示灯绿
灯会点亮,技术人员
测完温度曲线后通知
炉前QC过炉。
SMT回流焊温度曲线测试操作指导书—范文

SMT回流焊温度曲线测试操作指导书一范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
回焊炉温度曲线量测规范

A.升温斜率(25-150℃):<4.0℃/Sec (200-250℃): <2.0℃/Sec
B.浸泡时间: (155℃-190℃): 60-120Sec
C.回流时间: (over217℃):60-120Sec
D.最高温度:焊点温度>230℃
(Peak Temperature参照下图,BGA类最高温度Target:240℃)
Falling slope
25℃-125℃
Above150℃
140℃-160℃
Peak-130℃
<4℃/S
60-120sec
<4℃/S
设定二:
Rising slope
Reflow time
Peak temperature
Falling slope
25℃-125℃
Above125℃
125℃-150℃
Peak-130℃
D.最高温度
焊点最高温度:>210℃
BGA零件温度:<220℃
其它零件温度:<235℃
E.冷却斜率:BGA上表面球要大于1.0℃/sec
4.3.3无铅Sn3.0Ag0.5Cu制程检验标准
检查项目
A.升温斜率(25-150℃):<3.0℃/Sec (200-250℃): <1.5℃/Sec
B.浸泡时间: (155℃-190℃): 60-120Sec
217升温速度3℃/S以下冷却速度<3℃/S
217℃以上60-120sec
190
155
升温速度
<3℃/S
155~190℃: 60 ~ 120sec
Rising slope
Time between
QS-JMME-115A(ProfilingWI)回流焊炉测温作业指导书共7页word资料

At least 3 channel s to present in profile, and at least 1 channel for IC / Connector (If Mounted).
7.3回流焊温区规格(适合一般无铅锡浆,如Alpha OMNIX 310 / OM-338等)。
Specification of reflow profiling(For general Lead Free Solder Paste, such as Alpha OMNIX 310 / OM-338 etc).
版本号
要练说,得练听。听是说的前提,听得准确,才有条件正确模仿,才能不断地掌握高一级水平的语言。我在教学中,注意听说结合,训练幼儿听的能力,课堂上,我特别重视教师的语言,我对幼儿说话,注意声音清楚,高低起伏,抑扬有致,富有吸引力,这样能引起幼儿的注意。当我发现有的幼儿不专心听别人发言时,就随时表扬那些静听的幼儿,或是让他重复别人说过的内容,抓住教育时机,要求他们专心听,用心记。平时我还通过各种趣味活动,培养幼儿边听边记,边听边想,边听边说的能力,如听词对词,听词句说意思,听句子辩正误,听故事讲述故事,听谜语猜谜底,听智力故事,动脑筋,出主意,听儿歌上句,接儿歌下句等,这样幼儿学得生动活泼,轻松愉快,既训练了听的能力,强化了记忆,又发展了思维,为说打下了基础。Revision
回流焊作业指导书
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
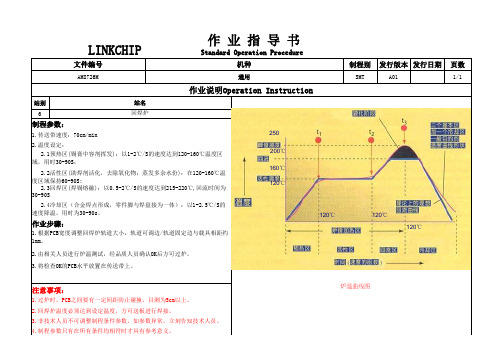
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
回流焊作业指导书
文件名称
回流炉作业指导书
文件名称
文件修订记录
文件名称
1.目的
正确操作机器,确保人机安全及生产正常运行。
2.范围
本程序适用于公司HELLER-1809回流炉作业。
3.参考文件
HELLER-1809回流炉使用操作说明书
4.作业步骤/内容
4.1开机:开机前需确认抽风机是否开启,传输链条及链网传动部是非正常,炉内有无
其他异物,确认无误后将回流炉主电源打开至ON状态。
4.2机器进入操作界面,输入用户名=>输入密码,进入回流炉操作程序=>选择程序打开,
机器进入全自动运行状态。
4.3关机:确定炉内没有板子后,选择冷却模式,机器停止加热并开始降温,同时链条
停止运转,待温度降到95℃以下时,关闭计算机,关闭主电源开关
5.保养要求
5.1具体要求参考《回流焊点检表》WXIMS-FM-7.502-4。
5.2 每天下班时,清洁机器表面,保持机器周围地面清洁。
6.注意事项
6.1当机器的信号灯为绿色的才能过板,信号灯一直为红色的应立即通知技术人员处理。
6.2当机器出现异常情况时,应立即停止过炉,并通知技术人员处理。
6.3当机器报警时,应检查机器是否掉板。
6.4操作时,身体部位不得进入机器的链条传动部位。
炉温量测作业指导书
5.3.7 测温治具出炉后拿取时需戴上高温保护手套,取出测温治具放置于回焊炉后盖上,打开保护盒,按下测温仪上“mode” 按钮,存储指示灯亮后仪器停止记录。
5.3 炉温量测操作步骤:
5.3.1 记录器品牌:solderstar
5.3.2 记录器型号:neptune
5.3.3 将回焊炉轨道调至与所生产的产品相同的宽度,一般轨道宽度比PCB板宽0.5~1MM为宜。
5.3.4 将测温板上测温线插头从1~6对号插入测温仪插孔内。
5.3.5 将测温仪放入保护盒中,并取一块与测温板同宽度之载具垫于保护盒下。
5.3.11 调整炉温以后, 需重新量测, 再分析它们的差异, 直到符合标准为止,并将调整后的最新参数记录于〔各机种温度设定记录表〕内。
5.3.12 PCBA首件出炉后,需观察炉后焊接结果,如果焊接效果良好,则以此设定的炉温作为该产品的标准设定,否则需重新分析并调整炉温。
5.3.13炉温曲线由制程工程师确认签名后悬挂于产线。
5.3.14 炉温曲线电子档与纸档需按月进行备份和存档。
5.4 炉温量测时机:
5.4.1 正常量测频率为12±2H/次。
5.4.2 更换机种时需量测炉温。
5.4.3 抽风出现问题时需重新量测炉温。
5.4.4 制程品质发生异常时需重新量测炉温。
5.4.5 炉温参数调整后需重新量测炉温。
5.4.6 设备故障排除后需重新量测炉温。
5.1.5 测温板制作完成后需制作〔测温板管理记录表〕,每次使用完成后需作使用记录。
回流焊测温技术作业指导书
测温板的制作2
1、ME工程师根据烘炉温度曲线审核标准和客户的要求,指导工艺员制作 温度曲线测 试工艺,工艺员在取测试点应考虑公司对温度测试技术要 求: a. 温度曲线各测试点必须能体现出整块板的温度状况; b. 必须至少有一个点为整块板上吸收热量最大的元件; c. 必须至少有一个点为整块板上吸收热量最小的元件; d. 取测试点尽可能考虑到焊热电偶时不会碰到其他元器件。 2、温度曲线测试 员严格按工艺要求制作测试板, 2.1.具备的材料(焊锡丝),了解产品是为无铅、无毒、有铅、有毒产品; 2.2.使用工具:烙铁(注意温度范围)、热电偶、传感器,防静电手环; 2.3.根据测试点工艺取点焊接,一般焊点都要对角焊接; 2.4.传感器的焊点必须同时接触元件的焊接端和PCB焊盘; 2.5.焊点内的传感器线要呈双绞线状态;焊点外的传感器裸线相互间不可接 触,呈直径1-2mm的圆形。 2.6.焊接测温板时,严格按照过板方向来焊接;
热电偶出问题的曲线图
热电偶焊接示意图
测温板的制作3
2.7.焊接在板上的热电偶和元件管脚焊点的直径不大于1毫米,焊点越小准确 度越高; 茶色高温胶纸固定 2.8.铬铁温度范围设置在380-420Ċ之间; 2.9.锡丝为有铅与无铅区分(根据锡膏/红胶型号) 来定。 2.10.将焊接OK的热电偶在每个焊点旁用茶色高温胶纸固定。 2.11.测试板上可能吸热的附属物如高温胶纸等尽可能少,但要粘紧。 2.12.对于非固定测试板产品,测试板由温度曲线测试工每次测试前制作,做 完后拆除传感线,交给生产线处理。 且测试板在试产测试完后不拆除, 用于以后量产时日复核曲线用。 2.14.固定测试板由温度曲线测试工使用和保管,在新测试板上建立一张《测 试板使 用历史记录表》,每使用一次后在表上记录一次标记。当测试板 使用超过30次 时,测试板必须交ME工程师确认是否可继续使用,若继续 使用则需更换记录表。当测试板使用未超过30次,但温度曲线测试工在使 用中发现需更改烘炉温度设置超过产品原始设置的5℃曲线才能满足审核 标准时,需立即交工程师分析确认,由工程师决定此测试板是维修、重新 制作还是采用其它的措施。
FOLUNGWIN回流焊操作作业指导书
文件类别三阶文件FOLUNGWIN回流焊操作作业指导书文件名称: FOLUNGWIN回流焊操作作业指导书签章:文件编号 :版本:A修正次数: 0生效日期:编写部门 : SMT 生产会签会签发放与签收记录是否分发部门份数会签分发部门份数□是□否总经办□是□否行政部□是□否市场部□是□否采购部SMT 事业部组装事业部是否分发部门份数会签分发部门份数□是□否PMC 部□是□否PMC 部□是□否N P I□是□否生产部□是□否生产部□是□否品质部□是□否测试部□是□否工程部□是□否品质部□是□否财务部□是□否财务部□是□否****修改记录*****版本修改内容备注A首次发行制定:审核:核准:文件类别三阶文件版本 :A修正次数: 0 FOLUNGWIN回流焊操作作业指导书页次:2/4生效日期:1.目的为了保障工作人员能按正常统一流程使用FOLUNGWIN FL-VP860回流炉。
2.范围适用本公司 FOLUNGWIN FL-VP860系列回焊炉。
3.内容3.1 开机3.1.1 配电箱总电源空气开关打开。
3.1.2 检查抽风是否开,抽风口的合叶是否打开,有风通过抽风管,风管会颤动。
3.1.3 检查供气气压是否在 0.5 ± 0.05mpa范围内。
3.1.4 开启机器电源开关,将开关转为ON( - )位置(如图 1)。
图 1:机器主电源开关图 2:紧急开关3.1.5检查所以紧急开关 (E-STOP)是否都已复位(如图 2)。
3.1.6控制电脑正常启动后,启动到主界面(如图 3)。
3.1.7点击主界面键进入控制界面(如图 4)。
3.1.8点击控制界面做左上方的登陆键(如图 5),输入密码后登陆。
生效日期:3.1.9 登陆后点击左上方文件栏中的打开制程(如图6)。
图3:主界面图4:控制界面图5:登陆界面图6:打开制程文件界面3.1.10 选择需要生产的程序名称后点击打开。
3.1.11 再在控制界面右边选择手动控制,打开开机,风机,加热,运输。
回流焊作业指导书1
三、关机 1、检查确定回流焊机器内部没有基板后。 依次将各个温区控制开关手动打到 OFF 位置。关
闭网链开关。 2、关闭红色电源开关后关闭机器主电源开关。 3、关机完成。
四、注意事项 1、基板送入锡炉时,要尽量靠近网链中部防止基板掉落。 2、小心锡炉的高温部位防止烫伤。 3、手不可靠近搬运带等转动部位。
二、调整炉温设置调节及传输速率的控制 1、根据(回流焊生产条件设定表)找到生产所对应的机型温度。 1.1 温度设定参数
1.1.1 预热区(锡膏中溶剂挥发):温度控制在 120℃-160℃,用时 20-90S; 1.1.2 活性区(助剂活化,去氧化物):温度控制在 120℃-160℃,用时 60-150S; 1.1.3 回焊区(焊锡熔融):温度控制在 180℃-200℃,用时 30-150S; 1.1.4 冷却区(合金焊点形成):迅速降温到可人工作业(尾部在 40℃以下),用时 30-90S; 2、传送带速度:60CM/MIN,整个过程控制在 6-7 分钟左右。
五、异常现象处理 1、出现异常动作或者声响时立即通知当班技术人员处理。 2、如遇停电故障应该立即联络技术人员打开回流焊取出炉内基板。
XXX 光电股份有限公司
文件名称
回流焊作业指导书
页次
1/1
制订日期 2019-07-12 文件编号
版本
2.0
制订 核准
一、开机 1、把配电箱锡炉 380V 的主机开关打开(回流焊后侧墙上)此时回流焊电源指示灯亮。 2、在主控制面板上首先按下绿色按钮(温区开关),然后依次将网链开关和各个温区开关打开。 3、开机完成,机器开始升温。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QS-JMME-115A(ProfilingWI)回流焊炉测温作业指导书
Reflow Oven Profiling Work Instruction
文件编
号
QS-JMME-115 回流焊炉测温作业指导书版本号A
编
制Ken Chen
核
准
Dick
Lee
日
期17 Feb, 2006
Page 5 of 7
6.1 回流焊测试仪Profile Checker
6.2 高温锡线High Activity Type Solder Wire
6.3 印刷线路板PCB
6.4 铬铁Iron Tip
7.程序PROCEDURE
7.1 回流焊温区分预热、浸润、回焊和冷却四个部份,详细如图1。
Reflow temperature to divide pre-heat, soak, reflow and cooling 4 parts. Detail
see figure 1.
图1
Figure 1
7.2 回流焊测温图规格(适合一般含铅锡浆,如Alpha LR591 / OL107E等)。
Specification of reflow profiling(For general Leaded Solder Paste, such as Alpha
LR591 / OL107E etc).
7.2.1 预热升温速度少于或等于3℃每秒。
(由室温至120℃)
Heat ramp of pre-heat ambient up ≦ 3℃/ sec. (Start from room
temp. to 120℃)
7.2.2 浸润温度达至120~140℃,时间为20~120秒。
Soak ambient to 120~140℃for 20~120sec.
7.2.3 回焊温度达至高于183℃,最高温度为210 ±5℃,时间为1分钟±15秒。
Reflow ambient to above 183℃and peak temperature 210 ±5℃for 1
Reflow Oven Profiling Work Instruction
文件编
号
QS-JMME-115 回流焊炉测温作业指导书版本号A
编
制Ken Chen
核
准
Dick
Lee
日
期17 Feb, 2006
Page 10 of 7
Base on product model, found out Reflow Profile from MI for refer.
7.7.1.1 Profiler测温报告图的简易说明如下:
The simple illustration of Profiler report as below:
7.7.1.2 A项为各测温点的最高温度。
Item A is the maximum temperature of each profiling
channels.
7.7.1.3 B项为各测温点在此温度范围的停留时间, 此区可在软件中
调整温度范围。
Item B is the total time of each channels in this area,
this area can adjust the range of temperature in the
software.
7.7.1.4 C项为各测温点在此温度以上的停留时间, 此区可在软件中
调整温度。
Item C is the total time of each channels above this
temperature, this temperature can adjust in the
software.
7.7.1.5 D项为测温的时间及日期。