三聚氰胺板和防火板的区别
防火板与三聚氰胺板的区别
防火板与三聚氰胺板的区别
常用的装饰材料有防火板、三聚氰胺板,两者既有相似的地方又有不同的性能,那么防火板与三聚氰胺板有什么区别呢?
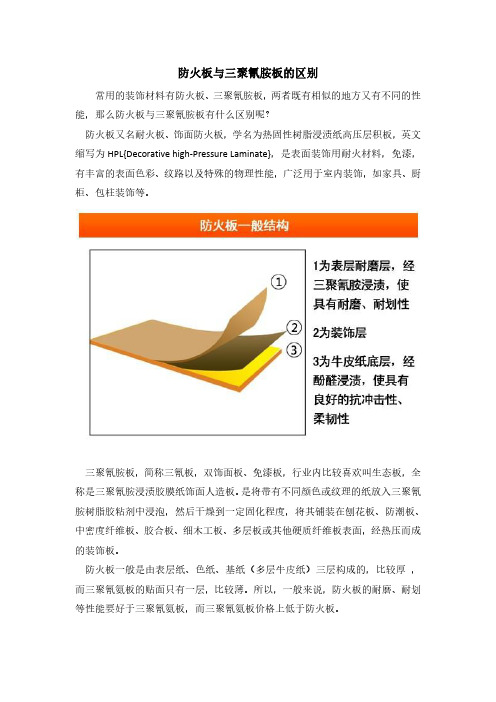
防火板又名耐火板、饰面防火板,学名为热固性树脂浸渍纸高压层积板,英文缩写为HPL{Decorative high-Pressure Laminate},是表面装饰用耐火材料,免漆,有丰富的表面色彩、纹路以及特殊的物理性能,广泛用于室内装饰,如家具、厨柜、包柱装饰等。
三聚氰胺板,简称三氰板,双饰面板、免漆板,行业内比较喜欢叫生态板,全称是三聚氰胺浸渍胶膜纸饰面人造板。
是将带有不同颜色或纹理的纸放入三聚氰胺树脂胶粘剂中浸泡,然后干燥到一定固化程度,将其铺装在刨花板、防潮板、中密度纤维板、胶合板、细木工板、多层板或其他硬质纤维板表面,经热压而成的装饰板。
防火板一般是由表层纸、色纸、基纸(多层牛皮纸)三层构成的,比较厚,而三聚氰氨板的贴面只有一层,比较薄。
所以,一般来说,防火板的耐磨、耐划等性能要好于三聚氰氨板,而三聚氰氨板价格上低于防火板。
饰面板、防火板、三聚氰胺板、聚酯板的差异

饰面板、三聚氰胺板、聚酯板饰面板是用天然木材刨切或旋切成厚0.2-1mm的薄片,经拼花后粘贴在胶合板、纤维板、刨花板等基材上制成。
这种材料纹理清晰、色泽自然,是一种较高级的装饰材料。
就是俗称的三夹板。
防火板是采用硅质材料或钙质材料为主要原料,与一定比例的纤维材料、轻质骨料、黏合剂和化学添加剂混合,经蒸压技术制成的装饰板材。
是目前越来越多使用的一种新型材料,其使用不仅仅是因为防火的因素。
防火板的施工对于粘贴胶水的要求比较高,质量较好的防火板价格比装饰面板也要贵。
防火板的厚度一般为0.8mm 、1mm 和1.2mm 。
生产销售企业有很多,质量良莠不齐。
美耐板是一种性能稳定环保性的生态板。
主要用于室内天花吊顶。
美耐板具有吸水、放水而材料性能不变的特点,在室内湿度大时吸水,湿度小时放水,可有效的调节室内湿度平衡,达到养生的作用。
美耐板导热系数很低,有效保持室温平衡,防止能量散失,节能降耗。
美耐板表面致密多孔,有柔和光线,防止光污染的作用,视觉感受非常舒服。
三聚氰胺板,全称是三聚氰胺浸渍胶膜纸饰面人造板。
是将带有不同颜色或纹理的纸放入三聚氰胺树脂胶粘剂中浸泡,然后干燥到一定固化程度,将其铺装在刨花板、中密度纤维板或硬质纤维板表面,经热压而成的装饰板。
在生产过程中,一般是由数层纸张组合而成,数量多少根据用途而定。
聚脂板系列是一种新型板材,芯材采用轻质、高强度的蜂窝材料,面板为聚脂玻璃钢面层,具有耐酸、碱、盐、有机溶剂物理机械性能好。
抗腐蚀、易清洗、耐靡、耐刻刮、耐烟灼;吸音、保温隔热、防静电;质轻(每平方米6-7公斤)、不变形、不裉色;表面颜色可调厚度12-13mm可选,表面可以光面或绒面。
适用于各种环境,如卫生间、游泳池,高层建筑,广告牌等公共设施,尤其是淋浴间。
聚脂板是目前市场上性价比最好的一种板材。
用处不同吧,现在家装的话用三聚氰胺板较多,很多设计师会推荐买三聚氰胺模压门,因为它能让设计师设计的美感加倍突出,而且价格很实在。
板材认识
市场上现在有很多用三聚氰胺板冒充防火板的,我在此就两者做个对比: 防火板,它的标准名称是耐火板。防火板只是人们的习惯说法,但它可不是 真的不怕火,只是具有一定的耐火性能。防火板门板,是用防火板做贴面,刨花 板做基材(也有用密度板的),经过橱柜工厂压贴后制成。与三聚氰氨板比起来, 防火板加工更麻烦一些。三聚氰氨板可以直接裁板,而防火板需要喷胶后,使用 压板机压一天以上的时间,才能下料使用。许多装修队、橱柜厂,没有专门的机 器压板,就用一些土办法压板,那质量可就难保证了。如果选择防火板门板的橱 柜,是否有专业的压板设备也是值得注意的。 防火板贴面,一般是由表层纸、色纸、基纸(多层牛皮纸)三层构成的。表 层纸与色纸经过三聚氰氨树脂成分浸染,使耐火板具有耐磨、耐划等物理性能。 多层牛皮纸使耐火板具有良好的抗冲击性、柔韧性。
密度板也是现在很常用的板材,由于它是由木粉挤压粘结而成的所以结构致 密,表面平整,加工简单,不易受潮变形,甲醛含量低,很适合现场制作家具, 但除了上面相同的毛病以外,还有一个致命的毛病,就是握钉力不强,由于它的 结构是木粉,没有纹路,所以当钉子或是螺丝紧固时,特别是螺丝在同一个地方 紧固两次以上的话,又会失去紧固力。将原木脱脂去皮,粉碎成木屑后再经高温、 高压成型,密度很高,所以称之为密度板,其表面常贴以三聚氢氨或木皮等饰面。
量较高;不能直接使用,必须做后期处理。 用法:常用加工方法是手工单层贴饰面或刷混油,背面涂清漆处理,如双面
均贴饰面则造价高出一倍。 环保检测标准:每立方米的板材其甲醛释放量应小于或等于150毫克。 即使它有这样那样的缺陷,现在的家装工程中无论是门、门套、窗套、暖气
室内装饰木板的种类

实木板就是采用完整木材制成的木板材.这些板材坚固耐用、纹路自然、环保,是装修中的最好选择。
但由于此类板材造价高,施工工艺要求高,在装修中使用并不多。
2、实木集成材实木集成材是用实木小块拼接而成的实木板材,拼接处一般做成锯齿状,然后用胶进行粘连,因此也叫齿接材.实木集成材没有实木板环保,但稳定性远远高于实木板,而且价格比实木板便宜很多,因此在家具制作以及家装中运用越来越多.目前,在楼梯踏板、高档衣柜等方面利用较多,楼梯踏板一般用坚硬的水曲柳或柞木等实木集成材,柜体一般用松木集成材较多,实木复合门也一般用比较廉价的实木集成材作为基材。
3、3、胶合板胶合板俗称细芯板,由三层或多层单板或薄板胶贴热压制成.是手工制作家具常用的材料。
一般分为3厘板、5厘板、9厘板、12厘板、15厘板和18厘板六种规格(1厘即为1mm)。
饰面板饰面板俗称面板。
是将实木板精密刨切成厚度为0。
2mm左右的微薄木皮,以夹板为基材,经过胶粘工艺制作而成的具有单面装饰作用的装饰板材,厚度一般为3mm。
饰面板是目前有别于混油做法的一种较高级装修材料.4、细木工板细木工板俗称大芯板。
大芯板是由两片单板中间粘压拼接木板而成.其竖向(以芯材走向区分)抗弯压强度差,但横向抗弯压强度较高.大芯板在家庭装修中用得很广泛,其整体性能以及环保性都还不错,是仅次于实木集成材的一种优良的板材。
许多消费者选择大芯板,一看重量,二看价格。
其实越重的大芯板,其质量越不好。
因为重量越大,越表明这种板材使用了杂木,或者里面的木板含水率高。
用杂木拼成的大芯板,可能根本钉不进钉子,所以无法使用。
另外,价格很低的大芯板,其质量肯定会很差。
不是缝隙大,就是使用了不合格的木料。
所以在选择时,最好选择100元左右一张甚至更贵的大芯板。
这个价格的大芯板,其质量比较稳定。
挑选大芯板一是看外表:大芯板的一面必须是一整张面板,另一面只允许有一道拼缝。
另外,大芯板的表面必须干燥、光净.在选择大芯板时,一定要锯开一角,检查里面的质量。
层压板和三聚氰胺板之间的区别
层压板和三聚氰胺板之间的区别
三聚氰胺板也被称为双胶合板,免漆板,生态板,有人称其为板。
它的基材是刨花板和中密度纤维板,并粘合到基材上的贴面主要是国产和进口两种,因为它通过防火,耐磨,防水浸透,使用效果类似于强化木地板。
防火板和耐火板的名称,热固性树脂浸渍纸高压层产品板的学名,HPL(装饰性高压层压板)的英文缩写是用耐火建筑材料进行表面装饰,防火板是原纸(钛粉纸,以及牛皮纸)经过三聚氰胺和酚醛树脂的浸渍处理,在高温高压环境下制成后,具有丰富的表面颜色,线条和特殊的物理性能,广泛用于室内装饰,家具,厨柜,实验室桌及区域例如外墙。
防火板它的标准名称是耐火板。
防火板是人们常说的习惯,但是它并不是真的怕火,而是具有一定的防火性能。
层压板门是用层压板贴面,刨花板基材(也有用的MDF)在橱柜工厂压制后制成的。
与三聚氰胺板相比,防火板的加工难度更大。
三聚氰胺板可直接用于面板,防火板需要喷涂,使用压板时间超过一天的时间,耗费材料。
许多翻新团队,橱柜制造厂的机器没有特殊的压板,而有些土板的方式,可能很难保证质量。
这也警告朋友,如果您选择层压门柜,是否专业的平板设备也值得关注。
HPL通常由纸张表面,彩色纸张,纸基(多层牛皮纸)三层组成。
面纸由纸和彩色染料三聚氰胺树脂组成后,HPL具有物理性能,如耐磨性,耐刮擦性。
HPL的多层牛皮纸具有良好的抗冲击性和柔韧性。
防火板是什么,防火板介绍
防火板是什么,防火板介绍在现代家居装修中,实木的家具、物件占有很大的比例。
尤其是在厨房,如果使用的是木质的橱柜的话,一定要去警惕火灾的发生。
为了消除厨房中的火灾隐患,橱柜防火板就是十分有必要的。
那么小编就来为大家介绍一下关于防火板的一些知识。
防火板具有良好的耐磨性、防火阻燃性等优点。
随着人们对家居安全的重视,防火板的应用也越来越普遍。
不过还是有许多人,对防火板不甚了解,选购的时候容易不良商家忽悠。
因此选购前,需要对防火板有一个初略的认识。
1、防火板介绍防火板是一种新型复合材料,又名高压装饰耐火板,学名为热固性树脂浸渍纸高压层积板,是表面装饰用耐火建材,有丰富的表面色彩,纹路以及特殊的物理性能。
防火板可以在家装很多地方派上用场,比如台面、家具的表面、楼梯的踏步等,只需把防火板与板材基层压贴紧密在一起即可。
防火板一般是由表层纸、色纸、基纸(多层牛皮纸)三层构成。
表层纸与色纸经过三聚氰氨树脂成分浸染,使耐火板具有耐磨、耐划等物理性能。
多层牛皮纸使耐火板具有良好的抗冲击性、柔韧性。
2、防火板特性防火只是防火板单方面的性能,防火板还具有其他一些优质的特性。
防火板在经过三聚氰胺与酚醛树脂的浸渍,高温高压压制后,它还具备了一般饰面板望尘莫及的特性:耐磨、耐撞击、耐热、耐酸碱、耐烟灼、防火、防菌、防霉及抗静电。
许多可能在居室中发生的毁坏性行为,防火板都具备较强的耐受能力。
3、防火板外观防火板外观花色繁多,有仿木纹、仿石材、金属饰面等等,可以展现的外观效果确实非常多样。
不同外观的防火板适合用的场所也有差异。
4、防火板规格防火板的长宽规格通常为2135mm×915mm、2440mm×915mm、2440mm×1220mm,防火板厚度一般为0.6-1.2mm,不要以为防火板是很厚很重的一大块,其实,所谓的防火板只是一个薄薄的贴面而已。
此外,防火板的尺寸规格也可以根据自己的需求定制。
5、防火板价格防火板一般按照张数算价,不按平米计算。
全钢PVC防静电地板与三聚氰胺(HPL)防静电地板区别

今天为大家介绍一下PVC防静电地板与HPL(三聚氰胺)防静电地板的区别。
首先我们先看一下两种防静电地板制作工艺及原理。
PVC防静电地板是PVC树脂经过特殊的加工工艺制作而成,主要由PVC树脂、增塑剂、稳定剂、填充剂、导电材料及混色材料聚合热塑成形。
PVC粒子界面之间形成导电网络,使其具有防静电性能。
PVC防静电地板具有装饰性强、有弹性、耐磨性好,不开裂等特点。
HPL防静电地板又称防火板,是由三聚氰胺树脂经过特殊工艺制作而成,主要由三聚氰胺树脂,增塑剂、稳定剂、填充剂、导电材料及混合材料聚合热塑而成。
HPL粒子间形成导电网络,使其具有防静电功能。
HPL防静电地板具有装饰效果强、高耐磨性、防尘抗污染等特点。
如何区分两种防静电地板。
由于两种防静电地板制作材料的不同,表现出的物力特性就不同,PVC防静电地板有弹性,使劲按有一种软软的感觉,踩上去比较舒适。
而HPL 防静电地板由于三聚氰胺树脂的特性,要稍微硬一些,用手划有种清脆的声音。
通常看横截面也能看出PVC防静电地板和HPL防静电地板的不同。
从价格上也能判断出两种材料的静电地板不同,通常来讲,三聚氰胺防静电地板价格要比PVC防静电地板价格高出30~60元左右。
【产品结构】PVC防静电地板使用PVC作为地板贴面,底板采用深级拉伸钢板,面板采用硬质SPCC钢板,上下钢板冲压、电焊成形,外表经过磷化后进行喷塑处理,中间空壳填充发泡水泥,经过养护后形成稳定的承载结构,搭配联网支架和方管横梁,螺钉组装,防静电指数可以达到10*6到10*9,产品规格均为600*600。
【产品应用】PVC防静电地板广泛用于计算机中心、通讯中心、数据中心、广播电视发射中心、电力控制调度中心、微波通讯站、卫星地面站、移动通信、程控电话交换、电台电视台编辑控制等各类专业机房、集成电路等计算机、通讯、电子、光学设备生产车间、医院手术室、麻醉室、电子影像检查室及其他对静电敏感的军工、石化等易燃易爆场所和文化娱乐中心、星级酒店、智能化写字楼等。
橱柜面板介绍

橱柜面板介绍1、三聚氢胺饰面门板:此面板是最普及的面板材料~如佳丽板和爱家板~都是此类门板。
具有不弯曲、不变形、抗腐蚀性强等多种优点~颜色多种多样。
三聚氢胺饰面门板以奥地利爱格板为代表。
爱格板~简称MFC~是欧洲橱柜厂主要采用的门板之一。
已经被中国橱柜界广泛采用。
具有表面平整、不易变形、色泽鲜艳、耐磨耐腐蚀的优点~而且价格适中。
配上本色封便条~给人一种混为一体的视觉效果。
国内生产的三聚氢胺饰面门板以露水河板为代表~各项指标均达到了国际标准~是一个很好的选择。
2、防火板门板:防火板是采用硅质材料或钙质材料为主要原料~与一定比例的纤维材料、轻质骨料、黏合剂和化学添加剂混合~经蒸压技术制成的装饰板材。
防火板的施工对于粘贴胶水的要求比较高~质量较好的防火板价格比装饰面板也要贵。
它的基材为刨花板或密度板~表面贴防火板。
色彩鲜艳多样~防火~耐油污~耐酸碱~耐高温~易清理。
但内部材质的好坏影响使用寿命~受潮或胶不好易起层。
3、UV板: 是利用优质、环保、防潮高密度板为基材~经印刷、UV底漆、UV面漆等加工工序~所制造的一种环保、高亮、耐磨、耐老化的新型门板。
表面经透明环保的UV光固化漆淋涂~及采用强紫外线光固化而成的环保饰面材料~进口的机器设备及独特的生产工艺~优良的理化性能~保证UV板经久不褪色~解决了色差现象。
高硬度越磨越鲜亮~常温化长期不变形。
能抵御各种酸碱消毒液。
它的优点:光亮度好~镜面高光效果明显~耐腐蚀、耐高温、耐磨性能不错~色彩丰富,它的缺点:1.由于UV板是基材,刨花板,+喷漆+UV膜~漆层和UV膜之间会有潜在的不融合反应~如果工艺不好~时间一长~可能会形成表面皲裂,2.普遍采用铝合金封边技术~如果侧面板有水渗入底边~容易产生板材变形问题。
所以要保持台面干净、整洁。
4、烤漆门板: 具有优质E1级中密度纤维板等基材上经过6次喷涂进口漆(三底、二面、一光)高温烤制而成。
表面经过打磨、上底漆、烘干、抛光而成~分亮光、哑光及金属烤漆3种~色彩缤纷多样~通常无须封边~不易沾上污迹~容易清洁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三聚氰胺板和防火板的区别
一、双饰面又称为三聚氰胺板,贴面是进口贴面,基材是刨花板,这种结构的板材叫做双饰面板。
首先,强调贴面为进口贴面,基材是国产刨花板。
吉林露水河双饰面板,就是贴面为进口贴面,基材是国产的露水河防潮刨花板,甲醛释放量达到欧洲E1级环保标准。
二、另一种的是贴面和基材都是进口材料,例如:爱家板,它真正的原产地为奥地利,主要它的特点是低密度,高强度的三聚氰胺板。
甲醛释放量有达到欧洲E1级环保标准,有达到欧洲E0级环保标准的。
由于是进口板材,价格高。
总之,所谓的双饰面无论是进口的还是国产的,具有相同的特点,两面的贴面一致,整体效果好,具有耐磕耐碰的特点。
不足之处,和防火板相比,贴面的厚度薄,耐磨转数低。
市场上现在有很多用三聚氰胺板冒充防火板的,我在此就两者做个对比:
防火板,它的标准名称是耐火板。
防火板只是人们的习惯说法,但它可不是真的不怕火,只是具有一定的耐火性能。
防火板门板,是用防火板做贴面,刨花板做基材(也有用密度板的),经过橱柜工厂压贴
后制成。
与三聚氰氨板比起来,防火板加工更麻烦一些。
三聚氰氨板可以直接裁板,而防火板需要喷胶后,使用压板机压一天以上的时间,才能下料使用。
许多装修队、橱柜厂,没有专门的机器压板,就用一些土办法压板,那质量可就难保证了。
这一点也提醒业主朋友,如果选择防火板门板的橱柜,是否有专业的压板设备也是值得注意的。
防火板贴面,一般是由表层纸、色纸、基纸(多层牛皮纸)三层构成的。
表层纸与色纸经过三聚氰氨树脂成分浸染,使耐火板具有耐磨、耐划等物理性能。
多层牛皮纸使耐火板具有良好的抗冲击性、柔韧性。
从对比图可以看出来,防火板贴面是三层,比较厚(威盛亚等优质防火板,厚度在0.8mm以上),而三聚氰氨板的贴面只有一层,比较薄。
所以,一般来说防火板的耐磨、耐划等性能要好于三聚氰氨板,而三聚氰氨板价格上低于防火板。
两者虽然在贴面材料都含有相同的树脂,但厚度、结构的不同,导致性能上有明显的差别。
两者是不能一概而论的。
另外,防火板最好选双面的,单面的由于一面是三聚氨纸,一面是防火板,两面的厚度不一样,膨胀系数不一样,所以容易变形。
怎样选购返回顶部防火板是一种高级新型复合材料,又成为高压装饰耐火板。
由
于其背面很像木质材料,有些人以为它是用自然木材做的,其实不然。
防火板是用牛皮纸浆加入调和剂、阻燃剂等化工原料经高压合成。
防火板从底面至表面共分四层,依次为:粘合层、基层、装饰层、保护层。
其中粘合层和保护层对防火板质量的影响最大,也决定了防火板的档次及价位。
选择防火板时要注意看他的厚度。
防火板厚度一般为0.6~1.2毫米,一般的贴面选择0.6~1毫米厚度就可以了。
另外还要注意防火板的外观(1米以外目测无瑕疵)及耐磨、耐辐射、尺寸稳定性、起泡时间等技术指标。
防火板的耐沸水、耐高温、耐污染等技术性能一般都合乎要求,无多少质量问题。