塑性成形原理
塑性成形原理知识点总结
塑性成形原理知识点总结一、塑性成形的基本原理1. 塑性成形的基本原理是通过施加外部应力使材料受力,发生形变,从而改变其形状和尺寸。
外部应力可以是拉伸、压缩、弯曲等形式,材料受到应力后发生塑性变形,达到所需的形状和尺寸。
2. 塑性成形的基本原理还包括在一定的温度条件下进行成形。
材料在一定温度范围内会发生晶粒的滑移和再结晶等变化,使材料更容易流动和变形,这对于塑性成形的效果非常重要。
3. 塑性成形的基本原理还涉及到应变硬化和材料流动等方面的知识。
应变硬化是指材料在形变过程中发生的一种增加抗力的现象,材料流动则是指材料在应力作用下发生的形变过程,通过流动来实现所需的成形效果。
二、材料在塑性成形过程中的变形规律1. 材料在塑性成形过程中会发生各种形式的变形,包括平面应变变形、轴向应变变形、弯曲应变变形、扭曲应变变形等。
不同的成形方式会引起不同形式的变形,需要根据具体情况进行分析和处理。
2. 材料在塑性成形过程中的变形还受到横向压缩和减薄等因素的影响。
横向压缩会导致材料沿其厚度方向出现侧向膨胀的现象,减薄则是指材料在成形过程中产生的减小尺寸和厚度的现象。
3. 材料在塑性成形过程中还会出现显著的硬化现象。
随着形变量的增加,材料的硬度和抗力会逐渐增加,这对于成形过程的控制和调整非常重要。
三、材料在塑性成形过程中的流变规律1. 材料在塑性成形过程中会发生流变,即在应力的作用下发生形变的过程。
材料的流变规律是指在应力条件下材料的变形规律和流动规律,这对于塑性成形技术的研究和应用非常重要。
2. 材料在塑性成形过程中还会出现应力和应变的分布不均匀、表面变形、壁厚变化等现象。
这些现象会导致成形件质量的不稳定性和变形过程的复杂性,需要进行合理的控制和调整。
3. 材料在塑性成形过程中还会受到局部热和化学变化的影响。
局部热和化学变化会影响材料的微观结构和性能,对于成形过程的控制和调整也具有重要的参考意义。
四、塑性成形的热变形和冷变形1. 塑性成形通常分为热变形和冷变形两种方式。
塑性成形原理 重点
塑性变形:材料在一定外力作用下,利用其塑性而使其成型并获得一定力学性能的加工方法。
塑性:在外力作用下使金属材料发生塑性变形而不破坏其完整性的能力。
滑移:晶体在力的作用下,晶体的一部分沿一定的晶面和晶向相对于晶体的另一部分发生相对移动或切变。
滑移面:滑移中,晶体沿着相对滑动的晶面。
滑移方向:滑移中,晶体沿着相对滑动的晶向。
孪生:晶体在切应力作用下,晶体一部分沿着一定的晶面和一定的晶向发生均匀切变。
张量:由若干个当坐标改变时,满足转换关系的分量所组成的集合。
晶粒度:金属材料晶粒大小的程度。
变形织构:在塑性变形时,当变形量很大,多晶体中原为任意取向的各个晶粒,会逐渐调整其取向而彼此趋于一致。
这种由于塑性变形的结果而使晶粒具有择优取向的组织。
动态再结晶:在热塑性变形过程中发生的再结晶。
主应力:切应力为0的微分面上的正应力。
主方向:主应力方向,主平面法线方向。
主应力空间:由三个主方向组成的空间主切应力:切应力达到极值的平面上作用得切应力。
主切应力平面:切应力达到极值的平面。
主平面:应力空间中,可以找到三个互相垂直的面,其上均只有正应力,无切应力,此面就称为主平面。
平面应力状态:变形体内与某方向轴垂直的平面上无应力存在,并所有应力分量与该方向轴无关的应力状态。
平面应变状态:物体内所有质点都只在同一个坐标平面内发生变形,而该平面的法线方向没有变形的变形状态。
理想刚塑性材料:研究塑性变形时,既不考虑弹性变形,又不考虑变形过程中的加工硬化的材料。
理想弹塑性材料:塑性变形时,需考虑塑性变形之前的弹性变形,而不考虑硬化的材料。
弹塑性硬化材料:塑性变形时,既要考虑塑性变形前的弹性变形,又要考虑加工硬化的材料。
刚塑性硬化材料:研究塑性变形时,不考虑塑性变形之前的弹性变形,需考虑变形过程中的加工硬化的材料。
屈服轨迹:两相应力状态下屈服准则的表达式在主应力坐标平面上的几何图形,一条封闭的曲线。
屈服表面:屈服准则的数学表达式在主应力空间中的几何图形是一个封闭的空间曲面称为屈服表面。
塑性成形原理知识点
1、塑性的观点:在外力作用下使固体金属发生永远变形而不损坏其完好性的能力。
2、塑性加工的特色:组织、性能好;资料利用率高;尺寸精度高;生产效率高。
} ,板料成3、塑性成形的分类:按工艺方法→体积(块料 )成形 { 铸造、轧制、挤压、拉拔等形{ 曲折、拉深、冲裁、剪切等} ;按成形温度→热成形、温成形、冷成型。
4、多晶体的塑性变形包含晶内变形和晶间变形。
晶内变形的主要方式为滑移和孪生,此中以滑移变形为主。
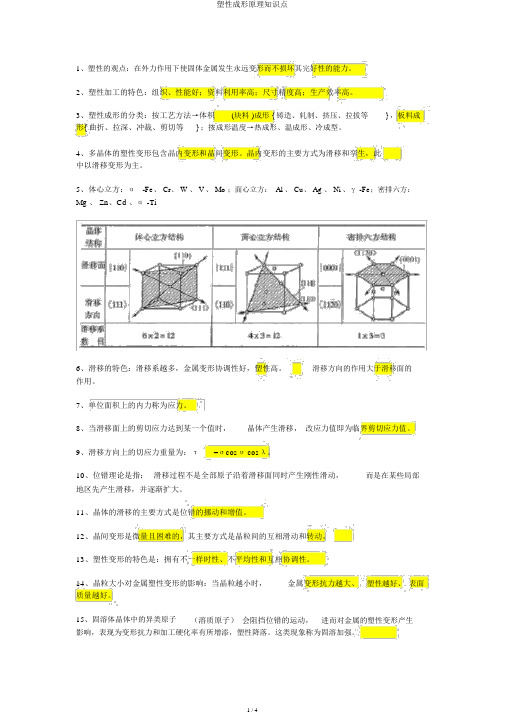
5、体心立方:α-Fe、 Cr、 W 、 V 、 Mo ;面心立方: Al 、 Cu、 Ag 、 Ni 、γ -Fe;密排六方:Mg 、 Zn、Cd 、α -Ti6、滑移的特色:滑移系越多,金属变形协调性好,塑性高。
滑移方向的作用大于滑移面的作用。
7、单位面积上的内力称为应力。
8、当滑移面上的剪切应力达到某一个值时,晶体产生滑移,改应力值即为临界剪切应力值。
9、滑移方向上的切应力重量为:τ=σcosυ cosλ。
10、位错理论是指:滑移过程不是全部原子沿着滑移面同时产生刚性滑动,而是在某些局部地区先产生滑移,并逐渐扩大。
11、晶体的滑移的主要方式是位错的挪动和增值。
12、晶间变形是微量且困难的,其主要方式是晶粒间的互相滑动和转动。
13、塑性变形的特色是:拥有不一样时性、不平均性和互相协调性。
14、晶粒大小对金属塑性变形的影响:当晶粒越小时,金属变形抗力越大、塑性越好、表面质量越好。
15、固溶体晶体中的异类原子(溶质原子)会阻挡位错的运动,进而对金属的塑性变形产生影响,表现为变形抗力和加工硬化率有所增添,塑性降落。
这类现象称为固溶加强。
16、当金属变形量恰巧处在折服延长范围时,金属表面会出现粗拙不平、变形不均的印迹,称为吕德斯带。
为防备吕德斯带的产生,往常在薄板拉延行进行一道微量冷轧工序,使被溶质气团钉扎的错位大多数脱钉,再进行后续加工。
17、塑性变形对金属组织构造的影响:产生纤维组织、产生变形织构、产生亚构造。
锻压-塑性成形原理讲解
锻压的优缺点
• 能改善金属的组织,提高金属 的机械性能。 • 节约金属材料和切削加工工时。 • 具有较高的生产率。 • 不能直接锻制成形状复杂的零 件。尺寸精度不高。 • 需要重型的机器设备和复杂的 工模具。 • 生产现场劳动条件较差。
§3-1 塑性成形原理
一、 塑性成形的实质
Substance of Plasticity Deformation of Metals 塑性与变形抗力是金属的重要状态属性,它决 定了金属加工成形的工艺性能和使用性能。
τ = (F/S)COSΦ · COSλ
3. 最小阻力定律 Least Resistance
在变形过程中,如果金属质点有可能向各个不 同方向移动,则每一质点将沿着阻力最小方向 移动 。
–质点流动阻力最小方向是通过该质点指向金属变形 部分周边的法线方向。
应用:
–确定金属变形中质点的移动方向 –控制金属坯料变形的流动方位 –降低能耗,提高生产率。
显微组织特征 Characteristics of Microstructure:
–晶内微观结构变化 :晶内点缺陷增加,位错密度提高, 晶格严重畸变。 –纤维组织形成:形变量很大时,晶界遭到破坏,变得模 糊不清,各晶粒被拉成细条形,呈纤维状。 –形变织构:由变形引起晶粒的择优取向,退火难以消除。
2. 外在因素影响
变形应力状态的影响
1、在金属塑性变形时,其应力状态中 压应力数目越多,其塑性越好;拉应力 数目越多,塑性变形相对降低。 2、在三向受压的应力状态下变形时, 其变形抗力较三向应力状态不同时大的 多。
3、综上分析,金属的锻造性能是从塑 性和变形抗力二个方面的因素进行综合 衡量。
四、塑性成形基本规律
1. 体积不变定律 Volume Constance 金属塑性变形前后的体积相等,即体积为 常数,也称为不可压缩定律。
金属塑性成形原理``俞汉清 陈金德主编``
金属塑性成形原理复习指南第一章绪论1、基本概念塑性:在外力作用下材料发生永久性变形,并保持其完整性的能力。
塑性变形:作用在物体上的外力取消后,物体的变形不能完全恢复而产生的永久变形成为塑性变形。
塑性成型:材料在一定的外力作用下,利用其塑性而使其成形并获得一定的力学性能的加工方法。
2、塑性成形的特点1)其组织、性能都能得到改善和提高。
2)材料利用率高。
3)用塑性成形方法得到的工件可以达到较高的精度。
4)塑性成形方法具有很高的生产率。
3、塑性成形的典型工艺一次成形(轧制、拉拔、挤压)体积成形塑性成型分离成形(落料、冲孔)板料成形变形成形(拉深、翻边、张形)第二章金属塑性成形的物理基础1、冷塑性成形晶内:滑移和孪晶(滑移为主)滑移性能(面心>体心>密排六方)晶间:转动和滑动滑移的方向:原子密度最大的方向。
塑性变形的特点:① 各晶粒变形的不同时性;② 各晶粒变形的相互协调性;③ 晶粒与晶粒之间和晶粒内部与晶界附近区域之间变形的不均匀性。
合金使塑性下降。
2、热塑性成形软化方式可分为以下几种:动态回复,动态再结晶,静态回复,静态再结晶等。
金属热塑性变形机理主要有:晶内滑移,晶内孪生,晶界滑移和扩散蠕变等。
3、金属的塑性金属塑性表示方法:延伸率、断面收缩率、最大压缩率、扭转角(或扭转数)塑性指标实验:拉伸试验、镦粗试验、扭转试验、杯突试验。
非金属的影响:P冷脆性 S、O 热脆性 N 蓝脆性 H 氢脆应力状态的影响:三相应力状态塑性好。
超塑性工艺方法:细晶超塑性、相变超塑性第三章金属塑性成形的力学基础第一节应力分析1、塑性力学基本假设:连续性假设、匀质性假设、各向同性假设、初应力为零、体积力为零、体积不变假设。
2、张量的性质1、存在不变量,张量的分量一定可以组成某些函数f(Tij),这些函数的值不随坐标而变。
2、2阶对称张量存在三个主轴和三个主值;张量角标不同的分量都为零时的坐标轴方向为主轴,三个角标相同的分量为值。
塑性成形原理_应力分析报告

整理相关公式得: 15-6?
( x )l yxm zxn 0 xyl ( y )m zyn 0 xzl yz m ( z )n 0
l2 m2 n2 1
1
2
3
l 2 m2 n2 1
S1
1
2
S2
2
2
S3
3
2
1
上式表示一个椭球面,叫做应力椭球面。它就是点应力状态任意斜 切面全应力矢量S端点的轨迹,其主半轴的长度分别等于σ1、σ2、 σ3 。还可以看到,三个主应力中的最大者和最小者也就是一点所 有方向的应力中的最大者和最小者。
应力是某点A在坐标系中的方向余弦的函数,即同一点不同 方位的截面上的应力是不同的。
二、点的应力状态
通过变形体内某点的任意方位微分面上所受的应力情况。
如何表示?
x xy xz
ij
.
y
yz
. . z
应力的分量表示及正负符号的规定
i——应力作用面的外法线方向(与应力作用面的外法线方向平行的坐标轴) j——应力分量本身作用的方向 当 i=j 时为正应力,i、j同号为正(拉应力),异号为负(压应力) 当 i≠j 时为剪应力,i、j同号为正,异号为负
主应力图
只用主应力的个数及符号来描述一点应力状态的简图。
五、应力张量不变量
J1 x y z 1 2 3
J2
( x yx
xy x y zx
xz y z zy
金属塑性成形原理pdf
金属塑性成形原理pdf
金属塑性成形(MPM)是一种成型工艺,它包括冷弯折形、冷拉伸、热弯形、热拉伸、冲压和挤压等,它能够将金属材料塑性变形,从而制造成各种形状和尺寸的部件或零件。
虽然它与铸造有许多相似之处,但具有明显的不同,它更多的是在金属材料弯折或拉伸的基础上进行裁剪和成型。
金属塑性成形的主要原理是材料的塑性变形,当金属或其它金属材料受力时,它会发生塑性变形,例如在冷弯折形时,金属材料会受到压力而不会断裂。
冷拉伸的原理与冷弯折形的原理基本相同,只是它使用的是拉伸力而非压力。
热弯形和热拉伸原理与冷弯折形和冷拉伸的原理大致相同,只是需要加热材料来使其塑性变形。
冲压和挤压是两种机器成型工艺,它们通过对金属材料施加压力而产生细小的型腔,从而制造出不同形状的部件或零件。
金属塑性成形的另一个重要原理是金属温度、应力和应变。
温度变化会影响材料的变形性能,应力和应变是金属材料变形的两个重要参数,它们可以帮助确定材料的力学性能,从而选择合适的成形工艺来完成成型任务。
最后,成形过程中还需要考虑工具的
使用,例如冲床、挤压机、回转机等,这些工具可以应用到金属塑性成形中,使金属材料发挥更好的塑性变形性能。
总之,金属塑性成形技术的主要原理是材料的塑性变形,应力、应变和温度等因素的影响,以及工具的使用。
这些原理可以用来帮助确定正确的成型工艺和工具,从而产生精确度相当高的金属零件。
金属塑性成形原理 1-3章

金属塑性成型原理第一章1.什么是金属的塑性?什么是塑性成形?塑性成形有何特点?塑性----在外力作用下使金属材料发生塑性变形而不破坏其完整性的能力;塑性变形----当作用在物体上的外力取消后,物体的变形不能完全恢复而产生的残余变形;塑性成形----金属材料在一定的外力作用下,利用其塑性而使其成型并获得一定力学性能的加工方法,也称塑性加工或压力加工;塑性成形的特点:①组织、性能好②材料利用率高③尺寸精度高④生产效率高2.试述塑性成形的一般分类。
Ⅰ.按成型特点可分为块料成形(也称体积成形)和板料成型两大类1)块料成型是在塑性成形过程中靠体积转移和分配来实现的。
可分为一次成型和二次加工。
一次加工:①轧制----是将金属坯料通过两个旋转轧辊间的特定空间使其产生塑性变形,以获得一定截面形状材料的塑性成形方法。
分纵轧、横轧、斜轧;用于生产型材、板材和管材。
②挤压----是在大截面坯料的后端施加一定的压力,将金属坯料通过一定形状和尺寸的模孔使其产生塑性变形,以获得符合模孔截面形状的小截面坯料或零件的塑性成形方法。
分正挤压、反挤压和复合挤压;适于(低塑性的)型材、管材和零件。
③拉拔----是在金属坯料的前端施加一定的拉力,将金属坯料通过一定形状、尺寸的模孔使其产生塑性变形,以获得与模孔形状、尺寸相同的小截面坯料的塑性成形方法。
生产棒材、管材和线材。
二次加工:①自由锻----是在锻锤或水压机上,利用简单的工具将金属锭料或坯料锻成所需的形状和尺寸的加工方法。
精度低,生产率不高,用于单件小批量或大锻件。
②模锻----是将金属坯料放在与成平形状、尺寸相同的模腔中使其产生塑性变形,从而获得与模腔形状、尺寸相同的坯料或零件的加工方法。
分开式模锻和闭式模锻。
2)板料成型一般称为冲压。
分为分离工序和成形工序。
分离工序:用于使冲压件与板料沿一定的轮廓线相互分离,如冲裁、剪切等工序;成型工序:用来使坯料在不破坏的条件下发生塑性变形,成为具有要求形状和尺寸的零件,如弯曲、拉深等工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《金属塑性成形原理》习题集第一章 金属的塑性和塑性变形1.什么是金属的塑性?什么是变形抗力?2.简述变形速度、变形温度、应力状态对金属塑性和变形抗力的影响。
如何提高金属的塑性?3.什么是附加应力? 附加应力分几类?试分析在凸形轧辊间轧制矩形板坯时产生的附加应力?4.什么是最小阻力定律?最小阻力定律对分析塑性成形时的金属流动有何意义?5.塑性成形时,影响金属变形和流动的因素有哪些?各产生什么影响?6.为什么说塑性成形时金属的变形都是不均匀的?不均匀变形会产生什么后果?7.什么是残余应力?残余应力有哪几类?会产生什么后果?如何消除工件中的残余应力?8.摩擦在金属塑性成形中有哪些消极和积极的作用?塑性成形中的摩擦有什么特点?9.塑性成形中的摩擦机理是什么?10. 塑性成形时接触面上的摩擦条件有哪几种?各适用于什么情况?11. 塑性成形中对润滑剂有何要求?12. 塑性成形中常用的液体润滑剂和固体润滑剂各有哪些?石墨和二硫化钼 如何起润滑作用?第二章 应力应变分析1.什么是求和约定?张量有哪些基本性质?2.什么是点的应力状态?表示点的应力状态有哪些方法?3.什么是应力张量、应力球张量、应力偏张量和应力张量不变量?4.什么是主应力、主剪应力、八面体应力?5.什么是等效应力?有何物理意义?6.什么是平面应力状态、平面应变的应力状态?7.什么是点的应变状态?如何表示点的应变状态?8.什么是应变球张量、应变偏张量和应变张量不变量?9.什么是主应变、主剪应变、八面体应变和等效应变?10. 说明应变偏张量和应变球张量的物理意义?11. 塑性变形时应变张量和应变偏张量有和关系?其原因何在?12. 平面应变状态和轴对称状态各有什么特点?13. 已知物体中一点的应力分量为⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡---=30758075050805050ij σ,试求方向余弦为21==m l ,21=n 的斜面上的全应力、正应力和剪应力。
14. 已知物体中一点的应力分量为⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡---=10010010010010ij σ,求其主应力、主剪应力、八面体应力、应力球张量及应力偏张量。
15. 设某物体内的应力场为⎪⎪⎭⎪⎪⎬⎫===--=-=+-=0236233222312zx yz z xy y x y x C y C xy C x C xy ττστσσ 试求系数1C 、2C 、3C 。
16. 某点处于平面应力状态,已知其应力分量20=x σ、40-=y σ、30-=xy τ,试利用莫尔圆求主应力、主方向、主剪应力及最大剪应力。
17. 设物体在变形过程中某一极短时间内的位移场为()31005.01.010-⨯++=z xy u()3101.005.05-⨯+-=yz x v()3101.010-⨯-=xyz w试求:点A (1,1,1)的应变分量、应变球张量及球张量、主应变、等效应变。
第三章 屈服准则1.何谓屈服准则?常用的屈服准则有哪两个?如何表达?写出其数学表达式。
2.解释下列概念,并绘出其真实应力-应变曲线:理想弹塑性材料、弹塑性硬化材料、理想刚塑性材料、刚塑性硬化材料。
3.两个屈服准则有何差别?在什么状态下两个屈服准则相同?什么状态差别最大?4.什么是屈服表面?什么是屈服轨迹?5.两个屈服准则在主应力空间是什么形式?6.什么是π平面?为什么说在π平面上的屈服轨迹更能表示出屈服准则的性质?7.一直径为φ50mm 的圆柱形试样在无摩擦的光滑平板间压缩,当总压力达到314kN时试样屈服。
现设在圆柱体周围加上10Mpa 的静水压力,试求试样屈服时所需的总压力。
8.某理想塑性材料在平面应力状态下的各应力分量为75=x σ,15=y σ,0=z σ,15=xy τ(应力单位为MPa ),若该应力状态使材料屈服,试问该材料的屈服应力是多少?9.某理想塑性材料的屈服应力100=s σMPa ,试分别用屈雷斯加及密席斯准则判断下列应力状态处于什么状态(是否存在、弹性或塑性)。
⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡1000000000100⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡5000050000150 ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡000010000120 ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡-00005000050 10. 一薄壁管承受拉扭的复合载荷作用而屈服,管壁受均匀的拉应力σ和剪应力τ,试写出这种情况下的屈雷斯加和密席斯屈服准则表达式。
第四章 本构方程1.塑性变形时应力应变有何特点?为什么说塑性变形时应力和应变之间关系与加载历史、加载路线有关?2.什么是增量理论和全量理论?各作了什么假设?3.已知塑性状态下某质点的应力张量⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡---=35005015005050ij σ,应变分量δε1.0=x d (δ为一无限小量)。
试求应变增量的其余分量。
4.有一薄壁管,材料的屈服应力为s σ,承受拉力和扭矩的联合作用而屈服。
现已知轴向正应力分量2s z σσ=,试求剪应力分量θτz 以及应变增量各分量之间的比值。
5.已知一点的主应力分量51=σ,42=σ,33=σ。
试判断该瞬时该点在三个主方向上的伸长与缩短。
第五章 真实应力-应变曲线1.什么是包申格效应?什么是形状硬化?2.真实应力-应变曲线的简化类型有哪写?分别写出其数学表达式。
3.指数方程B S = n中n 表示什么?有何意义?4.用压缩法求真实应力-应变曲线主要存在什么困难?如何解决?5.变形温度和变形速度对真实应力-应变曲线有什么影响?6.一直径为φ10mm 的黄铜试棒进行拉伸试验,记录下的最大载荷为27.5kN ,出现缩颈时的断面收缩率ψ=20%,试求其真实应力-应变曲线方程。
7.已知材料的应力-应变曲线方程为B S = 0.4,直杆已有相对伸长ε=0.25,试问:相对伸长再增加多少材料才能发生缩颈? 第六章 塑性成形问题的解法1.主应力法的基本原理和求解要点是什么?2.实测和理论推导都证明,圆柱体镦粗时接触表面中心处压应力z σ最大,而边缘处最小,试从物理概念出发解释此现象。
3.一圆柱体,侧面作用有均布压应力0σ,试用主应力法求镦粗力P 和单位流动应力p(见下图)。
4.一20号钢圆柱毛坯,原始尺寸为φ50mm ×50mm ,在室温下压缩至高度h=25mm ,设接触表面摩擦剪应力S 2.0=τ。
已知20.0746ε=S Mpa ,试求所需的变形力P 和单位流动压力p 。
5.用主应力法求开式冲孔过程中的压下力P 。
6.板料拉深某瞬间如图所示,试用主应力法求解其凸缘变形区的应力分布(注:为简化计算,可不考虑变形区的加工硬化,且β近似取1.1)。
7.什么是滑移线?什么是滑移线场?滑移线求解塑性成形问题的思路是什么?8.为什么说滑移线法理论上只适用于解理想刚塑性材料的平面应变问题?在什么情况下平面应力问题也可以用滑移线求解?应注意什么?9.滑移线法有哪些应力边界条件?如何判断边界上的α和β滑移线?10. 汉基应力方程有什么意义?11. 已知某理想刚塑性体在高温下产生平面塑性变形,其滑移线场如图所示,α线是直线族,β线是一族同心圆,90-=mC σMPa ,K=60MPa 。
试求C 、D 点的应力状态。
12.试用滑移线法求光滑平冲头压入两边为斜面的半无限体坯料时的载荷P(如图)。
设冲头宽度为2b,长为l,且l>>2b。
13.试用滑移线法求光滑平冲头压入开有深槽的半无限体坯料时的载荷P(如图)。
设冲头宽度为2b,长为l,且l>>2b。
14.如图所示用平底模正挤压板料,挤压前坯料厚度为H,挤出后板料厚度为h,挤压比H/h=2。
板料宽度为B,且B>>H,即可视为平面应变。
设挤压筒内壁光滑,试用滑移线法求挤压力。
15.一尖角为2γ的冲头在外力作用下插入具有相同角度的缺口的刚塑性体中(如图),接触表面光滑。
试画出塑性变形区的滑移线场和速端图,并计算该瞬时的变形力。
16. 什么是最大散逸功原理?什么是上限法原理?17. 什么是变形功法?其基本原理使什么?18. 一平冲头压入某刚塑性材料的半无限体中达如图所示的状态,若冲头表面光滑无摩擦,塑性变形的最大剪应力K 为已知,按图中给定的刚性块分块模式,用上限法求单位变形力。
19. 在平底模中进行平面变形挤压,若模具光滑无摩擦,设挤压比为2,即H=2h ,确定按图所示的分块模式的单位挤压力*p 。
20. 已知如图所示的长楔体,顶部受均布载荷,试按图示的刚性块模式,用上限法求极限载荷*P 。
21. 设平冲头压入半无限体时的刚性块模式如图所示,求(1)当α=45°时的上限解*p ;(2)最佳上限解时的α角和*p22. 求按图所示的三种刚性块模式的平面正挤压力的上限解。
计算和滑移线解的误差值,指出哪一种模式有较好的上限解,分析说明其原因。
23. 如图所示,在两平行平板间均匀压缩一高为h 、宽为b 、长为l 的条料,若l 较长,长度方向的应变可以忽略不计,且接触面上的摩擦剪应力为τ=μS ,试用变形功法计算压缩时的单位变形力。
24. 简述有限元法的一般解题步骤。
25. 对连续体进行单元划分时应注意什么?26. 什么是位移模式?什么是形状函数?27. 简述刚塑性材料的不完全广义变分原理。
28. 试分析拉格朗日乘子法、体积可压缩法和罚函数法的特点。
部分参考答案第一章 金属的塑性和塑性变形3. 附加应力:由于物体内各部分的不均匀变形要受到物体整体性的限制,因而在各部分之间会产生相互平衡的应力。
此外,附加应力是互相平衡成对出现,当一处受附加压应力时,另一处必受附加拉应力。
附加应力通常分为三类:第一类附加应力是变形体内各区域体积之间由不均匀变形所引起的互相平衡的应力;第二类附加应力是各晶粒之间由于其性质、大小和方位不同,使晶粒之间产生不均匀变形所引起的附加应力;第三类附加应力存在于晶粒内部,是由于晶粒内部各部分之间的不均匀变形所引起的附加应力。
如图矩形坯中间变化快,而两边变化慢。
所以,中间受到的是附加压应力,两边受到的是附加拉应力。
第二章 应力应变分析13.全应力 S=111.8正应力 26=σ剪应力 7.108=τ14.10,0,20321-===σσσ1012±=τ,523±=τ,1531±=τ3108=σ,153108±=τ ⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡---=32001003400100320'ij σ,⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡=310000310000310m σ 15. 321321=-==C C C ,, 17.333101.0101.0101.0---⨯-=⨯=⨯=z y x εεε, 3443410025.010)05.01.0(21010)1.01.0(2110025.010)05.01.0(21-----⨯-=⨯+-===⨯-==⨯=⨯-==xz zx zyyz yx xy γγγγγγ ⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡⨯-⨯-⨯⨯⨯-⨯⨯='-------33333331034.0010025.001032.010025.010025.010025.01032.0ij ε ⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎣⎡⨯⨯⨯=---33310033.000010033.000010033.0mε41014.0-⨯=ε第三章 屈服准则7. kN P 6.333=8. Mpa s 48.73=σ9. ① ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡1000000000100Tresca 处于塑性状态Mises 处于塑性状态② ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡5000050000150Tresca 处于塑性状态Mises 处于塑性状态③ ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡000010000120Tresca 应力状态不存在Mises 应力状态不存在④ ⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡-00005000050Tresca 处于塑性状态Mises 处于弹性状态第四章 本构方程3. δε025.0=y d ,δε125.0-=z d ,yz xy xy d d d γλτγ===0,δλτγ00375.0==zx zx d d 5.1方向伸长,2方向不伸长也不缩短,3方向缩短第五章 真实应力-应变曲线6. S=437.6(є/0.223)0.223=611.5 є0.2237. 0.194第六章 塑性成形问题的解法3.镦粗力为 )(412023σσπτπ++=S D h D P单位流动压力p=03σστ++S hD 5. )ln 1()(2dD S r r h e z ++-=τσ 11. 对D 点: MPa xd 8.2=σ,MPa xd 2.57-=σ,MPa xyd 52=τ对C 点:MPa xc 30-=σ,MPa xc 120-=σ,0=xyc τ12. )22(γπ++=K p)22(2γπ++=Kb P14.hB k P )2(π+=21.(1)当α=45°时的上限解*pK p 6*=(2)最佳上限解时的α角和*p 。