用镍基焊材修复P92钢管焊口的试验
华能电厂P91P92焊接质量检验导则提交版[1].doc
![华能电厂P91P92焊接质量检验导则提交版[1].doc](https://img.taocdn.com/s3/m/fac0d48ecc175527072208cf.png)
华能电厂P91、P92钢焊接质量检验导则(试行)华能国际电力股份有限公司二○○五年十月目次前言....................................................................................................... 错误!未定义书签。
1. 适用范围 (1)2. 检验项目与验收 (1)3. 硬度检查 (1)3.1 范围和数量 (1)3.2 测试仪器 (1)3.3 测试表面制备 (2)3.4 测试人员和测试方法 (2)3.5 验收标准 (2)4. 微观组织结构 (3)4.1 检验范围和数量 (3)4.2 检验方法 (3)4.3 验收标准 (4)5. 不合格品的处理方法 (4)前言T91/P91/F91钢(9Cr1MoVNbN)是美国在T9钢的基础上通过降低碳含量、添加合金元素V、Nb并控制N含量开发出来的改良型9Cr1Mo钢。
在620℃以下时,该钢的许用应力高于奥氏体不锈钢TP347H,在550℃以下该钢的设计许用应力约为P22钢的两倍。
采用P91代替P22作为高温厚壁管道可大幅度减小壁厚,从而降低成本并提高机组运行灵活性。
这种钢已经在我国亚临界和超临界机组中得到了广泛的应用。
P92或同材质的F92、T92钢(9Cr0.5Mo1.8WVNbN)是在P91的基础上适当降低Mo元素的含量,同时加入1.8%左右的W和微量B改良的新型耐热钢,其高温强度得到了进一步提高,最高使用温度可达到625℃左右。
我国目前在建的超超临界机组基本上都采用了P92钢作为主汽管道材料。
P91、P92这两种钢的出现对电厂的设计和运行带来了很大的益处,但同时对相应部件的制造、安装带来了技术上的挑战。
与常规的碳钢和低合金耐热钢不同,这两种马氏体耐热钢的优异性能来自于对组织的精确控制,如果在制造和安装中没能严格执行正确的工艺,没有获得合适的组织,或者由于运行不当对这种组织造成的破坏都会导致高温强度的显著下降从而使部件早期失效。
P92钢焊接工艺性能试验研究
《P92钢焊接工艺性能试验研究》工作温度、压力和寿命等条件下,使用P92钢能减轻锅炉系统的质量、提高管道结构的设计温度,且系统具有较高的热效率。
但在焊接工艺性能方面,P92钢的应用仍存在一定的问题,需要得到进一步验证。
1 P92钢焊接工艺性能问题分析1.1 冷裂纹问题就实际情况看,P92钢中含有的C、S、P的数量较少,且这些元素的纯净度也较高,因此,P92钢有较好的耐高温性能。
但P92钢中的合金含量占到了总量的10%以上,属于高合金钢类型。
因此,P92钢本身具有一定的冷裂纹倾向,进而在焊接过程中可能出现冷裂纹。
1.2 热影响区软化问题在焊接P92钢时,在一定的温度条件下,P92钢的热影响区的不完全正火区金属会发生部分奥氏体化,但这一温度条件下的金属沉淀强化无法得到完全溶解,进而在后续热处理过程中,未溶解的沉淀会粗化,导致该区域的材料强度降低,并形成相应的软化区。
在情况持续恶化的情况下,软化区会出现裂纹,进而降低P92钢的蠕变强度。
就目前的情况看,焊接规范、预热和焊后的热处理等内容都会影响焊接热影响区的软化程度。
1.3 焊接接头脆化问题在焊缝熔池金属流动性差和焊缝温度过低的情况下,焊缝金属会出现不均匀的问题,并引发偏析现象。
如果焊缝熔池温度过高,则又造成焊接接头过热区晶粒变大,进而引起脆化。
在热区温度超过1 100 ℃的情况下,焊接接头晶粒长度增长较快,进而发生脆化。
此外,P92钢本身具有含量较高的合金成分,因此,其遇到冷空气时易脆化。
2 P92钢焊接工艺性能试验研究2.1 焊接裂纹试验研究在进行焊接裂纹试验研究时,可采用国产P92钢为试验材料,并将6副试板分别在不预热、50 ℃、100 ℃、120 ℃、150 ℃和200 ℃的预热条件下焊接。
而在得出产生裂纹和不产生裂纹的预热温度后,需要取两个温度的中间值试验,以获得精确的预热温度。
在试板焊接48 h后进行PT检测可发现,在预热温度≤120 ℃的情况下,试板的裂纹率为100%;预热温度>150 ℃的情况下,试板表面未出现缺陷。
P92 钢及其焊接材料冷裂纹敏感性研究
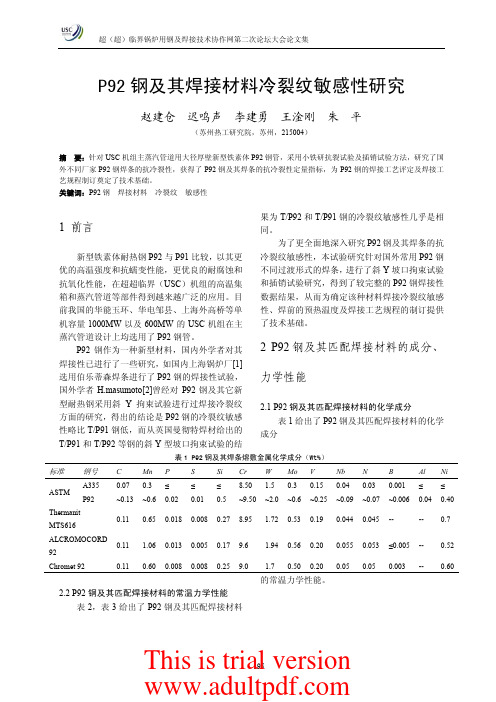
P92钢及其焊接材料冷裂纹敏感性研究赵建仓 迟鸣声 李建勇 王淦刚 朱 平(苏州热工研究院,苏州,215004)摘 要:针对USC机组主蒸汽管道用大径厚壁新型铁素体P92钢管,采用小铁研抗裂试验及插销试验方法,研究了国外不同厂家P92钢焊条的抗冷裂性,获得了P92钢及其焊条的抗冷裂性定量指标,为P92钢的焊接工艺评定及焊接工艺规程制订奠定了技术基础。
关键词:P92钢焊接材料冷裂纹敏感性1 前言新型铁素体耐热钢P92与P91比较,以其更优的高温强度和抗蠕变性能,更优良的耐腐蚀和抗氧化性能,在超超临界(USC)机组的高温集箱和蒸汽管道等部件得到越来越广泛的应用。
目前我国的华能玉环、华电邹县、上海外高桥等单机容量1000MW以及600MW的USC机组在主蒸汽管道设计上均选用了P92钢管。
P92钢作为一种新型材料,国内外学者对其焊接性已进行了一些研究,如国内上海锅炉厂[1]选用伯乐蒂森焊条进行了P92钢的焊接性试验,国外学者H.masumoto[2]曾经对P92钢及其它新型耐热钢采用斜Y拘束试验进行过焊接冷裂纹方面的研究,得出的结论是P92钢的冷裂纹敏感性略比T/P91钢低,而从英国曼彻特焊材给出的T/P91和T/P92等钢的斜Y型坡口拘束试验的结果为T/P92和T/P91钢的冷裂纹敏感性几乎是相同。
为了更全面地深入研究P92钢及其焊条的抗冷裂纹敏感性,本试验研究针对国外常用P92钢不同过渡形式的焊条,进行了斜Y坡口拘束试验和插销试验研究,得到了较完整的P92钢焊接性数据结果,从而为确定该种材料焊接冷裂纹敏感性、焊前的预热温度及焊接工艺规程的制订提供了技术基础。
2 P92钢及其匹配焊接材料的成分、力学性能2.1 P92钢及其匹配焊接材料的化学成分表1给出了P92钢及其匹配焊接材料的化学成分表1 P92钢及其焊条熔敷金属化学成分(Wt%)标准钢号 C Mn P S Si Cr W Mo V Nb N B Al NiASTM A335P920.07~0.130.3~0.6≤0.02≤0.01≤0.58.50~9.501.5~2.00.3~0.60.15~0.250.04~0.090.03~0.070.001~0.006≤0.04≤0.40ThermanitMTS6160.11 0.65 0.018 0.0080.278.95 1.720.530.19 0.044 0.045 -- -- 0.7 ALCROMOCORD920.11 1.06 0.013 0.0050.179.6 1.940.560.20 0.055 0.053 ≤0.005-- 0.52 Chromet 92 0.11 0.60 0.008 0.0080.259.0 1.7 0.500.20 0.05 0.05 0.003 -- 0.602.2 P92钢及其匹配焊接材料的常温力学性能表2,表3给出了P92钢及其匹配焊接材料的常温力学性能。
P92管材焊接全过程控制工法
P92管材焊接全过程控制工法执笔人:刘云(江西火电建设公司)目录1 工法特点 (1)2 施工要点 (1)3 质量标准 (8)4 安全技术措施 (9)5 劳动组织及人员资格要求 (9)6 主要施工机具及测量设备 (10)7 应用实例 (10)T/P92钢是在T/P91钢的基础上改良开发出来的新钢种,化学成份上适当降低了钼元素的含量(O.5%Mo),同时加入一定量的钨(1.7%W)以将材料的钼当量(Mo+0.5w)从P91钢的1%提高到约1.5%,该钢还加人了适量的硼元素。
经上述合金化改良后,与其它铬一钼耐热钢相比P92钢的耐高温腐蚀和氧化性能与9%Cr钢相似,但材料的高温强度和蠕变性能得到了进一步提高。
由此带来的主要优点是在相同的工作温度、压力或设计寿命条件下,能够进一步降低电站锅炉及管道系统的重量或者在同样的结构尺寸下,进一步提高结构的设计工作温度,从而提高系统的热效率。
P92钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向。
因而对焊接工艺和热处理工艺有严格的要求,操作技术上也有一些特点。
1.工法特点P92钢材焊接控制要点主要有几点:焊工技能水平、充氩保护、焊前预热、层间温度控制、焊后热处理。
2.施工要点2.1 主要工序准备工作:焊接工艺评定→编制焊接及热处理工艺卡→技术交底→焊工岗前训练→检查焊接材料是否合格→焊条烘焙→检查氩气和氧气、电焊机、热处理设备等仪器仪表是否准确→坡口清理→着色检查坡口→充氩保护气室制作焊接及热处理过程:点固焊前烘烤预热→焊口点固→焊前预热→充氩→焊接(打底层焊接→填充盖面)→层间温度监控→焊工自检→热处理质量检查:工地质量检验→着色检查→硬度检验→UT检验。
2.2 施工要点2.2.1 焊接工艺评定已由公司焊接培训中心完成,焊接工艺评定编号为HP-119(2G)、HP-120(5G),规格为Φ384.35×47.18,外观、无损探伤、拉伸试验、弯曲试验、冲击试验、金相检验、硬度检验、理化检验均合。
P92钢焊接接头多次热处理性能试验研究

P92钢焊接接头多次热处理性能试验研究本文通过分析SA335P92钢焊接接头分别进行1-6次焊后热处理后其拉伸性能、冲击性能、硬度和金相组织等理化性能,找出了多次热处理后焊接接头力学性能的变化规律。
试验证明焊接接头进行多次热处理后,焊缝的力学性能较之母材下降更快,接头热处理次数最佳应控制在3次以内,即返修不超过2次。
标签:多次热处理;力学性能;金相组织1 引言目前我国600MW及以上超(超)临界机组中,主蒸汽管道和高温再热蒸汽管道等高温高压部件都普遍采用了SA335P92鋼。
SA335P92钢是在SA335P91的基础上,降低了0.5%Mo,增加了1.8-2.0%W,并添加微量B的高强韧性铁素体耐热钢,具有优良的高温强度和蠕变性能,良好的抗高温腐蚀性和抗氧化性,较小的热膨胀系数及良好的导热性和抗热疲劳性。
对SA335P92钢焊接接头,我公司管道预制均采用整体进炉热处理方式进行焊后热处理。
当出现挖补返修或增加焊接附件后,同一焊口返修区域以外位置或者同一管段其他焊缝,不可避免将进行再次热处理。
而现行电力行业标准中,未对热处理次数进行明确规定,多次热处理会对焊接接头性能造成怎样的影响,这方面的内容也未见有说明。
为更好地保证焊缝质量,找出多次热处理后焊接接头力学性能的变化规律,本文对焊缝热处理次数进行了试验研究。
2 试验材料及试验方法2.1 试验材料试验用母材为进口SA335P92钢管道,规格为ID614×34。
焊材选用国内普遍采用的Thermanit MTS616。
试件焊接制备和无损检测管材加工双V型坡口,焊接方法采用手工钨极氩弧焊打底+焊条电弧焊填充+埋弧自动焊填充盖面。
严格按照DL/T 869《火力发电厂焊接技术规程》和经过评定的P92钢焊接工艺要求进行预热、焊接和后热工作。
完成后经射线检测,焊缝一次合格。
2.2 试件分片及热处理将该焊接试件进炉进行第一次回火热处理,之后将其锯切割为6片试块。
P92钢集箱对接焊缝缺陷分析和修复

- 71 -工 业 技 术0 引言P92钢是以9Cr-0.5Mo-1.8W 为主要成分,添加定量的强碳化物形成元素V、Nb,严格控制B、N 含量而得到的新型马氏体耐热钢,是蒸汽温度580℃~620℃的超超临界机组高温受热面和主蒸汽管道等关键部件的首选材料[1]。
P92钢属低碳细晶强韧性热强钢,高温强度高,具有优异的高温蠕变性能和优良的抗氧化性能,热物理参数也有很大优势。
在焊接特性方面,P92钢存在一定的焊接裂纹敏感性,具有明显的淬硬倾向;具有明显的时效倾向;P92钢焊缝冲击韧性偏低;P92钢对焊接和热处理规范参数非常敏感,对焊接热输入的控制、对预热和层间温度的控制要求都比较高。
因此,P92钢的特性决定了其焊接施工中必须严格执行经评定合格的焊接和热处理工艺,才能确保获得性能优良的焊接接头。
某电厂新建1 000 MW 超超临界锅炉P92钢集箱焊接期间,检查发现部分集箱对接焊缝存在较多的超标缺陷,经过缺陷焊缝现场解剖和对各种影响因素的深入分析以及相应的检测检验,找出缺陷产生的原因,提出有针对性的修复技术方案,对焊缝进行彻底的消缺处理,以确保锅炉集箱安全、可靠的运行。
1 P92钢焊接概况该1 000 MW 超超临界机组塔式锅炉水压范围内P92钢焊口主要分布于高温过热器、高温再热器和屛式过热器等高温部件的出口集箱,在焊接施工期间,对已完成的P92钢焊口进行超声波检测时,发现部分焊口存在较多的超标缺陷,初步判定为面积型缺陷:层间夹渣、气孔等。
经过现场对缺陷焊缝车削解剖后,结果显示缺陷多数为夹渣纹、弧坑裂纹和气孔。
缺陷发生的部位在坡口根部15 mm~20 mm 以上和接近焊缝表面约20 mm 以下区域,沿焊缝整个周长断续或连续分布。
2 原因分析2.1 材料因素分析2.1.1 原材料情况分析和检验集箱原材料P92钢母材经过表面质量及内部质量检查以及金相和硬度检验,符合相关规范要求;集箱上的设备焊口出厂前经第三方检测确认合格;P92钢焊接材料,各个批号的焊材质保书入场前已经验收确认,并进行了外观质量及标识检查,焊材的复验报告也符合要求;确认原材料合格。
【论文】P92钢焊接接头时效前后的组织与性能研1
P92 钢焊接接头时效前后的组织与性能研究摘要:本文主要试验研究了P92 钢焊接接头高温时效后的组织与性能变化。
研究结果表明,P92 钢焊接接头650℃时效7000h 后,接头的室温强度略有下降,但仍高于ASME SA335 标准要求的下限;P92 钢焊缝具有明显的时效脆化倾向,时效1000h 后,焊缝室温冲击功由时效前的43~78J 下降到了22~26J,而后直至7000h 都保持在25J 左右。
分析认为,P92 钢焊接接头时效后拉伸性能和硬度的保持,主要和基体的缓慢回复、M23C6和MX 相的缓慢长大有关;而P92 钢焊缝冲击功下降主要是由于沿焊缝原柱状晶晶界及马氏体板条束界析出粗大的Laves 相造成的。
关键词:超超临界机组;P92;焊接接头;力学性能;时效脆化;显微组织0、前言P92 钢是在P91 的基础上,降低了0.5%Mo,增加了1.8%~2.0%W 并添加少量B 开发而成的新型细晶高强韧性铁素体耐热钢,基于其高的蠕变断裂强度、良好的耐高温腐蚀性和抗氧化性、较小的热膨胀系数、良好的导热性和抗热疲劳性能,现在被广泛应用于我国超超临界机组的主蒸汽管道或高温再热蒸汽管道[1]。
目前国内关于P92 钢的研究重点多集中在该材料母材的蠕变机理、高温时效后的组织性能变化及其焊接工艺方面[2-5],关于P92 钢焊接接头尤其是焊缝区在高温时效过程中的组织性能变化目前国内还鲜有报道。
1、试验材料及试验方法本试验用母材为进口P92 钢管道,规格为Φ355×26,化学成分如表 1 所示。
焊接方法采用手工钨极氩弧焊打底+手工电弧焊填充盖面,打底焊丝为MTS 616,规格Φ2.4,填充、盖面焊条选用MTS 616,规格Φ3.2;焊后采用履带加热器进行局部热处理,热处理温度控制在750~770℃之间。
试件焊接、热处理、无损检验完毕,按照DL/T 868-2004《焊接工艺评定规程》的试验项目要求进行组织性能检验。
P92焊接工艺评定介绍讲解
P92焊接工艺评定介绍讲解1. 引言P92钢是一种高温强度和抗氧化能力非常强的材料,广泛应用于制造锅炉、太阳能集热器、化工、石油等领域的设备。
在P92钢的制造和维修过程中,焊接是必不可少的工艺之一。
为了保证焊缝的质量和可靠性,需要进行焊接工艺评定。
本文将对P92焊接工艺评定进行介绍和讲解。
2. 焊接工艺评定的含义焊接工艺评定是指在特定的焊接条件下进行试验,评价焊接工艺的可行性和焊缝的质量,确定焊接参数和程序的过程。
焊接工艺评定的目的是为了确保焊缝质量符合规定的标准和技术要求,保证焊接工作的可靠性和安全性。
3. P92焊接工艺评定的方法P92钢的焊接工艺评定包括焊接试样制备、焊接试验、理化性能测试三个过程。
具体方法如下:3.1 焊接试样制备焊接试样的制备应按照《钢结构焊接工艺评定规程》(GB/T 35107-2017)的要求进行,包括试样形状、尺寸、材料、焊接位置、接头准备等。
焊接试样的形状通常采用平板试片或环形试片。
试样材料应与实际构件相同,并应在所有焊接过程中使用相同的材料和工艺。
3.2 焊接试验焊接试验应按照相应的标准和规范进行,包括焊接方法、焊接参数、焊剂选择、试验条件等。
在P92钢的焊接试验中,焊接方法通常采用TIG焊或者自动埋弧焊。
焊接参数应根据试样、材料和焊接要求确定。
焊剂选择应根据实际要求选择具有相应性能的焊剂。
试验条件包括环境温度、焊接速度、预热温度、焊后热处理等。
3.3 理化性能测试焊接试验后的焊接试样需要进行理化性能测试。
测试项目包括力学性能、金相组织分析、硬度测试、断口分析等。
力学性能测试包括拉伸强度、屈服强度、延伸率等。
金相组织分析可以通过光学显微镜对试样断面进行观察分析。
硬度测试可以通过显微硬度计或者洛氏硬度计进行。
断口分析可以通过扫描电镜、金相显微镜、X射线衍射等方法进行。
4. P92焊接工艺评定需要注意的问题在进行P92焊接工艺评定的过程中,需要注意以下问题:1.焊接试样应与实际焊接构件相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
用镍基焊材修复P92钢管焊口的试验
作者:肖德铭, 史文渊, 张永生, 刘文虎, 张兆弟, XIAO De-ming, SHI Wen-yuan,ZHANG Yong-sheng, LIU Wen-hu, ZHANG Zhao-di
作者单位:天津电力建设公司焊接培训中心,天津市,300380
刊名:
电力建设
英文刊名:ELECTRIC POWER CONSTRUCTION
年,卷(期):2010,31(6)
1.范长信;周荣灿;李太江9%~12%Cr新型马氏体耐热钢的焊后热处理 2007
2.华能国际电力股份有限公司华能电厂P91、P92钢管道现场热处理工艺实施导则 2005
3.林志华;吴明生SA335.P92钢大口径厚壁管焊接的主要问题及对策研究 2007
4.杨富;章应霖;任永宁新型耐热钢焊接 2007
5.瓦卢瑞克·曼内斯曼钢管公司T92/P92钢手册 2005
本文链接:/Periodical_dljs201006027.aspx。