第四章 工厂物流分析
第四章 企业物流分析
四、物流分析的图表方法
若按每批次搬运成本为2元/米,则每件产品搬运成本每米物流 成本为2/50(元/米*件),以此为系数乘上表5各数字得表6.
表6:物流成本从至表
从表5得该布置方案的总物流强度为279750,表6得搬运物流总 成本为11190元,进行搬运量-距离分析,发现D-E车间物流量大, 费用高,且距离远,不合理,应改进。
四、物流分析的图表方法
1.优化目标
进行物流分析的目的是为了减少物流费用,使 物流成本所占生产成本最小,这样,就要求尽可 能地减少移动次数,缩短移动距离。从物流路径 上,要尽可能地避免出现回退及交叉现象。
四、物流分析的图表方法
2.物流分析的图表方法
• • • • • 线图 多种产品工艺图 从至表 工艺流程表图 物2)物流搬运量按产品来算,将各产品的工艺路线的每一段 搬运量分别列入从至表对应的方格中,最后要将不同产品在 同一格子中的数据相加,得搬运量从至表 表4:搬运量从至表
四、物流分析的图表方法
(3)以搬运工作量表示得物流强度从至表为上述表3、表4 同一格子中对应元素相乘,得表5。
一、 设施布置的基本形式 4.固定布置:指加工或服务对象位置固定, 而加工或服务设备围绕着该固定位置移动 的一种布置方式。
二、设施布置的目标
大部分设施布置问题都是以设施间物料搬运费用最 小为目标 车间平面布置问题的目标函数可以抽象为如下形式:
min( cij dij f ij (i))
• 步骤3:绘制作业单位相互关系表
作业单位相互关系分析:单位之间密切程度的分析。
根据单位之间关系密切程度来布置设施或设备,是除去用 物流外决定设施布置的另一重要原则
第四章工厂物流分析
⑥纵向合计每类物料的物流量(必要时包括运输工作量) 用元音字母或颜色对每类物料的相对重要性标定
23
等级
⑦纵向及横向合计 核对无误,填写物流量和运输工作量的总数
24
25 每类物料合计
代号
物流量 运输工作量 标定等级
线路的具体情况
6 代号
物流条件、状况或其他说明事项
7 校核总数
距离与物流指示图 1、在布置图上绘制物流图
法兰盘
6.0
20 1.锯床下料 2.车床车外 圆 3.钻床钻孔 4.立铣铣边 5.检验
轴
3.0
60
1.钻床钻顶尖 孔 2.车床车外圆 3.卧铣铣键槽 4.热处理 5.外圆磨磨外 圆 6.检验
弹簧套
1.0
6 1.车床车外圆、 内孔 2.钻床钻孔 3.卧铣铣槽 4.热处理 5.外圆磨磨外圆 6.内圆磨磨内孔 7.检验
4种零件,工艺过程共经过9个工位,包括车床、卧铣、钻 床、热处理、内圆磨床、外圆磨床、锯床及检验。
多种产品工艺过程表(3)
工序
轴
凸轮
法兰盘
弹簧套
序号 名称 1 锯床 2 钻床 3 车床 4 卧铣 5 立铣 6 热处理 7 外圆磨 8 内圆磨 9 检验
n j 1
D jkW jk
k 1
W
流程 Djk
移动
物料类别 线路
从-至 双向运输
距离 单位
具体 情况
物料 工作量
公司 物流量单位
3
1 厂名 制表人 日期
项目
参加人
第
页共 页
线路合计
物流量 单位
运输工作量 等 单位
级
1
2
4a
4b
工厂物流
调试(6)- 空机架暂存区
(21)-
25 高温 1 商用(7)-终检(9) 商用主机
26 高温 2 消费(8)-终检(9) 消费主机
27 高温 1 商用(7)-
商用主机
CELL(16) 28 终检(9)-包装(15)
主机
29 终检(9)-维修(19)
主机
终检(9)- 空机架暂存区
(21)-
30 维修(19)-备料(4)
主机包装 包装组(二楼)
20
12 14
1
4
5
19
6
7 9
15 17
2
10
3
8
16 21
11
13
18
物流路线在工艺过程图的基础,粗糙但直观的反映了各作业单位的位置、相互关系、 物料的搬运路线等状况,为作业单位间的移动物料疏理作好准备。 上图为工厂的物流路线草图,图中用箭线标出了各作业单位间的存在的物流。(图中 的符号代表的各作业单位见下表)
4 一楼材料库(1)-在线库(11) 楦体、
主板、电源、数据线、显卡板卡、机箱、 5 一楼材料库(1)-维修(19)
CPU、内存、CPU 风扇、BIOS 开关、硬盘
6 三楼材料库(2)-装配(5)
光驱、软驱、内置音响
7 三楼材料库(2)- CELL 光驱、软驱
索赔
配餐(3)
8 三楼材料库(2)-多媒体 打印机、扫描仪、键盘、鼠标、手写板、耳
主板、电源、数据线、显卡板卡、机箱、 CPU、内存、CPU 风扇、BIOS 开关、硬 盘、光驱、软驱、卡板等的包装物 主机
21 调试(6)-高温 1 商用(7) 商用主机
22 调试(6)-高温 2 消费(8) 消费主机
第四章工厂企业物流分析资料

盈亏平衡点越低,表明项目适应市场变化的能力越大、 抗风险能力越强。
15
线性盈亏分析
费用
非线性盈亏分析
费用
产量
C(x)—成本函数 R(x)—销售收入函数 v—单位可变成本 F—固定成本总额
16
确定合理生产规模的一般程序:
1.提出可供选择的各种方案。 2.确定系统的目标,是求最大利润,还是求最低生产成本。 3.建立数学模型,收集有关数据。 4.规定评价标准。 5.通过计算分析比较,确定优劣先后顺序。 6.选定方案确定生产规模。
在确定最适宜生产规模的同时,还应研究这种生产规模 的可行性。
式中Qx 被代表产品的数量 Q 折合代表产品的当量数 a 折合系数
8
折合系数a一般由三个系数组成,即 a=a1a2a3
a1 ——重量折合系数, a1= 式中W代表产品的单台重量; Wx被代表产品的单台重量。
a2 ——成批性折合系数,可由教材表4-4查得。 n/nx一般不小于0.5,不大于10。其它a2值可用插值法求得。
a3——为复杂性折合系数。 复杂性是指制造精度和产品结构的复杂程度。 a3一般根据产 品的图样、技术要求凭经验确定。
折合生产纲领=代表产品产量+被代表产品折合产量
9
生产纲领表格
10
例 某厂生产轮式装载机共有5种型号规格,其产量及重 量见下表。选出代表产品并计算出折合纲领。
11
解:选定年产量最大的ZL50型轮式装载机为代表产品。 其他4种为被代表产品,其折合产量的计算见下表。
工厂物流分析

工厂物流分析工厂物流分析一、引言随着全球贸易的不断发展和改革开放的深入推进,工厂物流在现代经济活动中扮演着重要的角色。
物流管理的高效与否,对工厂的生产效率和成本控制起着至关重要的作用。
本文将通过对工厂物流的分析,探讨其对企业的意义和影响,并提出相应的优化措施。
二、工厂物流的定义和重要性工厂物流是指在工厂生产过程中,为了实现原材料、半成品和成品的流动,通过信息流、物流和资金流的组织和管理,以达到降低成本、提高效率和提升服务质量的目标。
工厂物流的重要性主要表现在以下几个方面:1. 降低成本:通过优化物流流程,减少库存、减少产品损耗和浪费,从而达到降低成本的目的。
2. 提高效率:通过优化物流流程,减少物流环节和时间,提高产品的流动速度和整个生产过程的效率。
3. 提升服务质量:通过加强对物流环节的监督和管理,提高产品的交付准确性和时效性,从而提升客户的满意度和企业的品牌形象。
三、工厂物流分析1. 物流成本分析:物流成本是工厂物流管理中的核心问题之一。
通过对物流成本进行分析,可以帮助企业找出物流成本的组成和分布情况,明确成本的来源和最大的消耗点,以便制定相应的优化措施。
常见的物流成本包括运输成本、仓储成本、包装成本、物料管理成本等。
2. 物流流程分析:物流流程是指物流活动按照一定的顺序和方式进行的过程。
通过对物流流程进行分析,可以了解物流活动的整体情况,发现流程中存在的问题和瓶颈,并提出相应的改进方案。
常见的物流流程包括采购物流、生产物流、配送物流等。
3. 物流信息化分析:随着信息技术的迅猛发展,物流信息化在工厂物流管理中起着越来越重要的作用。
通过对物流信息化进行分析,可以了解企业在物流信息化方面的现状和问题,并提出相应的改进方案。
常见的物流信息化包括物流信息系统、电子商务平台、供应链管理系统等。
四、工厂物流优化措施1. 建立物流合作伙伴关系:在物流管理中,与供应商、物流服务商等建立合作伙伴关系非常重要。
工厂物流方案
应对措施:保持方案灵活性,根据市场变化及时调整。
3.风险:合规性风险。
应对措施:严格遵守法律法规,加强与政府部门的沟通与协作。
八、总结
本方案针对某工厂物流现状,提出了一套合法合规、高效可行的物流优化方案。通过全面优化物流流程、仓储管理、运输环节等方面,提升物流效率,降低成本,助力企业可持续发展。在实施过程中,需关注风险防控,确保方案顺利推进。
-定期对物流环节进行检查,发现问题及时整改;
-加强与政府部门的沟通与协作,确保政策支持。
五、实施方案
1.项目启动:成立项目组,明确项目目标、任务及分工。
2.方案设计:根据现状分析,制定详细优化方案。
3.试点运行:在局部区域或环节进行试点,验证方案可行性。
4.全面推广:根据试点效果,对方案进行调整,并在全厂范围内推广。
-实用性:方案需充分考虑工厂实际需求,确保实施可行;
-灵活性:方案具备一定的调整空间,以适应市场变化。
三、现状分析
1.物流流程:工厂目前物流流程较为繁琐,存在一定程度的重复作业和资源浪费。
2.仓储管理:仓库利用率低,库存管理不规范,易导致货物损坏和积压。
3.运输环节:运输资源配置不合理,运输成本较高,且在途时间较长。
四、方案设计
1.优化物流流程:
-整合工厂内部物流资源,简化物流流程,提高作业效率;
-引入先进的物流管理信息系统,实现物流信息实时共享,降低沟通成本。
2.仓储管理优化:
-对仓库进行合理布局,提高仓库利用率;
-引入库存管理系统,规范库存管理,降低库存积压;
-定期对仓库货物进行检查,确保货物安全。
3.运输环节优化:
-合理规划仓库布局,提高仓库空间利用率;
第四章第二节工厂物流分析

4.2.1 物流分析的基本概念
• ①经过的距离和物流成本最小;(两个最小) • ②避免逆回现象(backtracking)和交叉途径
(cross traffic)。(两个避免) • 目的:
– 尽量使同类零部件经由相同的途程来移动,不须重复搬 运。
– 交通量、生产成本达到最小。 – 使得部门、设备得到最有效的安排,提升公司的营运效
– 玛格数的计算方法。首先,按照物料几何尺寸 的大小计算出基本值:
• ① 计算物料的体积。度量体积时,采用外部轮廓 尺寸,不要减去内部空穴或不规则的轮廓。
• ② 查阅玛格曲线图,得到玛格数基本值A。
• ③ 根据表4-1,确定修正参数。
• ④ 计算玛格数。根据式(4-2)计算,得到玛格数M:
M=A+A(B+C+D+E+F)/4
运走(不用升起)
否否否要1
3
3
运动着的输送机 不要(保持运动)
否否否否O
4
4
运动着的物品
不要(保持运动)
否否否否0
4
4
4.2.4 物料搬运的单元化与标准化
• 实现单元化和标准化对物料搬运的意义非 常重大:
– 提高搬运活性; – 改善堆放条件,可充分利用存储空间; – 可以合理利用搬运设备
1.单元化
目的:移动距离最短/移动效率最高
适用范围:假设每一种零件都具有相同的重要性。不论正逆向均视为相同重要 性的移动(对逆向没有惩罚)。
A
B
C
零件编号
生产流程(操作顺序)
1
ZBCEDGX
2
ZCEDBX
3
ZFGCBDEX
4
ZGBDEX
工厂物流分析
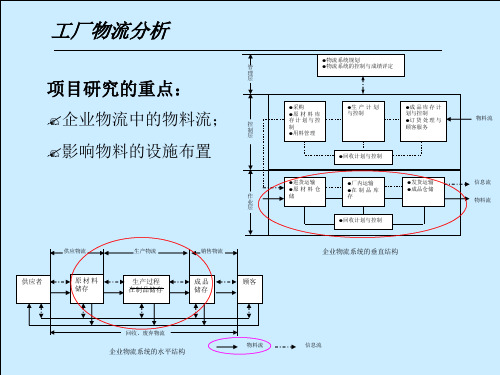
项目研究的重点:
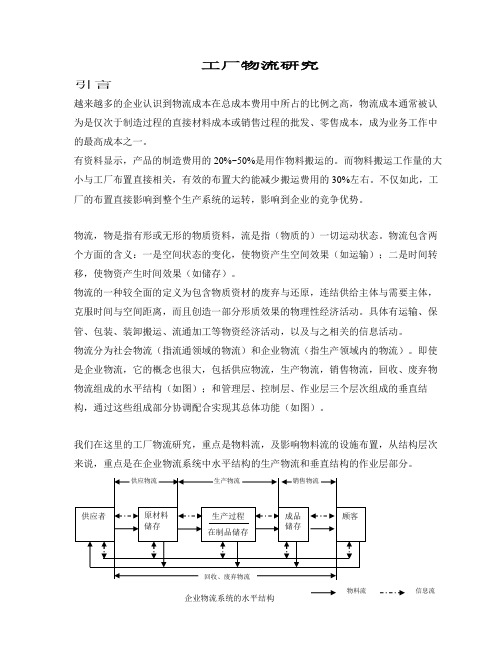
企业物流中的物料流;
影响物料的设施布置
作 业 层 进货运输 原 材 料 仓 储 管 理 层 物流系统规划 物流系统的控制与成绩评定
控 制 层
采购 原 材 料 库 存计划与控 制 用料管理
生 产 计 划 与控制
成 品 库 存 计 划与控制 订 货 处 理 与 顾客服务
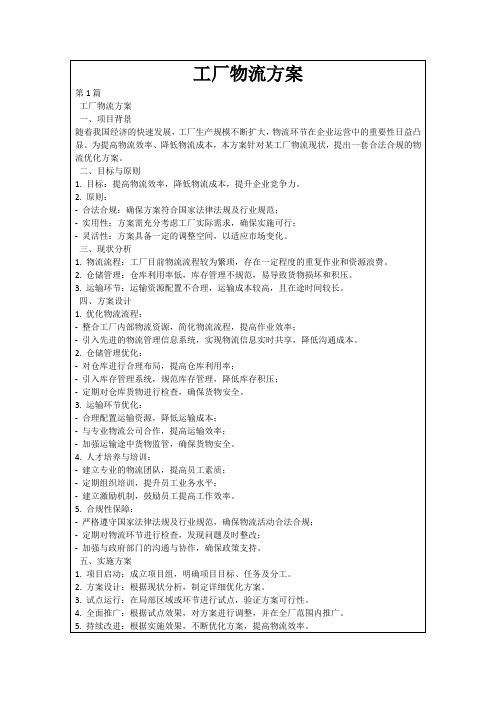
7323 3799 3622 6828 132 1886 2998 133 1444 156 430 6728 160 324
12502
物 流 强 度 的 计 算 《 从 至 表 》
480 34 2689
1708 85 0 83 542 0 7263 0
450 5300 7052
215 79913
工厂物流分析
工厂物流分析
《物料进出表》调查
日期: 填表: 序 产品或物料名称 运进物料 号 (大类) 物料数量 托盘数量 作业 来自 运往 运出物料 物料数量
第一部分
托盘数量
产品或物料名称 (大类)
序号
备注:
工厂物流分析
物流强度的概念
第一部分
物流强度,指一定时期内(每天、每月等)物料 移动量,可以用重量、体积、托盘或货箱来表示。当
第一部分
马格 数 62.6
当量 数 1.00
48.3
0.77
34.1
0.55
45.9
0.73
36.1
0.58
工厂物流分析
¥ µ » Î º £ ± µ ¿ Á Ð Í Ì Å ò Ð Å º ò Ð Å º 0 Á Ö ÷ ³ µ Ò ¥ µ » Î Õ Ê õ » » Ò ¥ Â Ä ² Ï Á à ¿ 1 ý È ¥ Â Ä ² Ï Á à ¿ 2 ä Å Í ² 3 · ± Ï Á 4 ° ³ ä Å 5 ÷ µ Ô Ê 6 ß · Â Î Ì É Ã Ó 7 ß · Â Î û Ï Ñ ² 8 Õ Ö ì ¼ 9 10 11 12 13 14 15 ´ ¶ Ú Ô © Ê Ê ³ ï Î ü ° ½ Ã ß Ï Ö À Ï Á ³ Í ° ³ å Ì à ¿ 16 17 18 19 20 C É ³ É ³ ¬ Î Ï ² E ² Æ ² Æ Þ Ð ² Æ L à ¿ à ¿ à ¿ L 1 2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陈雷雷
物料 移动 物料类别 线路 从-至 双向运输 距离 单位 具体 情况 工作量
公司 物流量单位
厂名 制表人 日期
1 项目 参加人 页 共 第 线路合计 物流量 单位 运输工作量 单位
页
3
等 级
1
2
4a
4b
5
2 搬运活动一览表用法说明 3 ①填写本表表头各项 标明物流量的计量单位 ①每条路线填一行(注明是单向还是双向) 记下路线的距离和具体状况(在左下角说明代号的意义) ③填写各类物料.每类占一栏或两栏视需要而定 ④按项目重要性填写物料搬运工作量 典型的填写内容包括,物流量(必填).物流要求(在本表右下方加以 说明)和运输工作量.留个地方供以后填写每个物流量的等级.在本表的空白地方对有关此项目所填的内 容加以说明 ⑤合计每条路线的物流量 必要时填写运输工作量.用元音字母或颜色对每条路线的相对重要性标定等级 ⑥纵向合计每类物料的物流量(必要时包括运输工作量) 用元音字母或颜色对每类物料的相对重要性标定 等级 ⑦纵向及横向合计 核对无误,填写物流量和运输工作量的总数
第四章 工厂物流分析
物流系统规划
陈雷雷
本章知识结构
基本概念 分析工具 物流路径图 物流流程图 分析方法 SHA分析过程 物料和移动分析 距离与物流指示图 搬运方法的选择 搬运方案的表示法 修正和计算 设计详细搬运方案
当量物流量 玛格数 搬运活性系数 单元化
标准化
操作表 从-至表 工艺过程表 相关图
物流系统规划
陈雷雷
作业单位工作性质符号
工艺过程图标 符号及作用 说明作业单位及区域 的扩充符号 ○ 成形或处理加工区 ○ 装配、部件装配拆卸 与运输有关的作业单位/区域 颜色 区别 黑白图纹
○ 操作
运输
储存
D 停滞
储存作业单位/区域
D 停放或暂存区域
□ 检验
□ 检验、测试、检查区域
服务及辅助作业单位/区域
基础模数 物流模数
600
600 1200
600
物流系统规划
陈雷雷
物流分析的技术工具
物流路径图(1)
物流路径图也叫线图,用节点代表各个部门,再将各个部 门间发生的物流流动用直线或弧线连接起来。
1 A B
物流路径效率
3
2
4
起始部门至终了部门最 短单位间隔和 100% 起始部门至终了部门间 实际单位间隔和
办公室或规划面积,建筑特征
物流系统规划
陈雷雷
多种产品工艺过程表(1)
当产品数量较多时,需用多种产品工艺图来表示各种 产品生产过程之间的关系。
功能: 1、分析路径效率(计算方法同线图) 2、可指出系统的回流问题,计算顺流程度,计 算公式如下:
W D jkW jk
k 1
nj 1
Wjk为产品Pj的工序Rjk与Rjk+1之间的物流强度
① 计算物流量
② 绘制P-Q图
物流系统规划
陈雷雷
4、物流流程分析 包括对物料搬运系统进行物流路径图、物流流程图、相关 分析图的分析。 1 3 2 4 A、详尽了解和描 述物流系统的各项 移动 B、分析物流路径 或流程的合理性 C、用详细的图表 为物流系统的设计 或者改善提供依据
物流系统规划
陈雷雷
5、物料搬运一览表 搬运活动一览表包含下列资料
物流系统规划
陈雷雷
多种产品工艺过程表(2) 顺流权值Di的取值 工序相邻,且物料移动为直接正向时,取权值为2 工序不相邻,物料移动为正向时,取权值为1 工序相邻,且物料移动倒流时,取权值为-1 工序不相邻,且物料倒流时,取权值为-2
物流系统规划
陈雷雷
例题:
零件名称 重量(kg) 计划班产量 工艺流程 凸轮 15.0 10 1.锯床下料 2.车床车外圆、内 孔 3.立铣铣外圆 4.热处理 5.内圆磨磨内孔 6.外圆磨磨圆弧 7.检验 法兰盘 6.0 20 1.锯床下料 2.车床车外 圆 3.钻床钻孔 4.立铣铣边 5.检验 轴 3.0 60 1.钻床钻顶尖 孔 2.车床车外圆 3.卧铣铣键槽 4.热处理 5.外圆磨磨外 圆 6.检验 弹簧套 1.0 6 1.车床车外圆、 内孔 2.钻床钻孔 3.卧铣铣槽 4.热处理 5.外圆磨磨外圆 6.内圆磨磨内孔 7.检验
陈雷雷
物流系统规划
物流路径图(2)
物流路径图可以指出由于某些原因引起的问题,如交叉交 通、回运、途经距离。
1
3
含回运
2
4
1
2
3
不含回运
4
物流路径图的主要作用是作为一种辅助手段,进行简单 的分析
物流系统规划
陈雷雷
物流流程图 STEP1: 将平面布局图上的设施和设备用(IE)标准符号 标明。 STEP2: 对同种类型的设施和设备进行编号,用有向连线 表示物流方向,两点间的物流量取决于通过两点 的所有物流量之和。 STEP3: 物流流程图也可以不受平面图的限制进行展开。
物流系统规划
陈雷雷
玛格数(1)
当物料性质和特征十分不同 时,或者没有通用的容器或搬运 工具时,可以用玛格数表示,玛 格数以“可运性”作为衡量的基 础 3 ●可握于手中 ●相当密实 ●结构紧凑,具有可堆垛性 ●不易受损坏 ●相当清洁、坚固和稳定
≈150 CM ,约两包烟大小
一块经过粗加工的10立方英寸大小的 木块,叫做一个玛格
5
2
7
7×6=42
W jk
8×180=1440
5×150=750
W
2 至表(1)
从至表是为了表示不同部门之间物料流动的大小而提出的, 是一种定量化的分析工具。
产品及搬运总量从至表
从 至
原料
原料 锯床 车床 钻床 铣床 检验 包装 成品
锯床 AC13
车床 C5
钻床 C3 C5
物流系统规划
陈雷雷
3、物流 — 距离表
作业单位至 j 作业单位 从i 1 2 1 2 … n
f11/d11 f21/d21
f12/d12 f22/d22
… …
f1n/d1n f2n/d2n
n
fn1/dn1
fn2/dn2 …
fnn/dnn
4、F – D 图
C f ij dij
i 1 i 1 n n
.5m
d
d
Pk
f
S 站台
道路
e 75
6m 6. e kg
e
Pm 包装材料仓库
北 比例:1:300
物流系统规划
陈雷雷
2、坐标指示图 坐标指示图是距离与物流量的指示图 Y
B
A
60m 25t
F
48m 18t
t 8 1
m
68
30m 18t
D C
75
m
66m 18t
18
t
E
X
物流系统规划
陈雷雷
坐标指示图的画法 STEP1: 根据工厂或物流设施的实际情况确定坐标系 STEP2: 用点或者圆圈表示相关作业单位 STEP3: 将有物流关系的作业单位用有向线段连接,箭头 代表物流方向。 STEP4: 在连线一方(一般是上端)标出物流距离 STEP5: 在连线另一方(一般是下方) 标出物流量
物流系统规划
陈雷雷
物流系统规划
陈雷雷
物料和移动分析
1、外部衔接分析
物料输入输出系统的方式
+
输入输出频率
+ 输入输出条件
2、搬运系统要素分析
P(Products)
物流系统规划
S(Service) R(Routing)
Q(Quantity)
T(Time)
陈雷雷
3、当量物流量计算及物料分类 价值和数量 重要性 ABC分类
电线夹装配线
a 13.2 90kg a m FA b b 57 0kg b b B 成批装配 m 7.5 kg c 20 c 6 F c和d 成品库 20.2m
3.2m
0m 8. g 0k 57
a
P 7. 6 a 90 m kg
包装区
发运 7.2m f 850kg
a
SA
单件或 小批装配
kg 11 105 d 装箱 c和 14.4m e g 0k 65kg 2 5 e d c和
局限性:对各种不同的物理、化学状态的物料和搬运方 法不能十分准确地描述和度量,因而是一种近似描述物 流量的标准值
物流系统规划
陈雷雷
玛格数(2)
M A A( B C D E F ) / 4
A - 基本值 D - 损伤危险程度 B -密度 E -状态 C - 形状 F - 价值因素
(1)列出所有路线,并排出每条路线的方向、距离等
(2)列出所有物料类别 (3)列出各项移动(物流量、运输工作量、作业重要程度等) (4)列出每条路线(物流量、运输工作量、作业重要程度等) (5)列出每类物料(物流量、运输工作量、作业重要程度等) (6)总物流量和总运输量 (7)其他,如每项搬运中的具体件数
22
23
24
25 物流量 每类物料合计 运输工作量 标定等级 代号 线路的具体情况 代号 物流条件、状况或其他说明事项 6 7 校核总数
物流系统规划
陈雷雷
距离与物流指示图 1、在布臵图上绘制物流图
接线器零件生产 接地杆生产和包装 锚定装置 生产和包装
P
8.0m 工具装配线
a 660kg a
装配前零件库
物流系统规划
陈雷雷
物料搬运系统分析(SHA)
物料搬运的基本要素是物料、移动和方法。
SHA(System Handling Analysis)是一个系统化的物料搬 运系统分析与设计的方法。 物流搬运系统的分析过程