MasterCAM9_修改后处理方式
MasterCAM9后处理的修改
Master CAM9后处理的修改[日期:2009-08-18] 来源:数富作者:数富工程师 [字体:大中小] Mas terCA M9后处理的修改:M aster CAM系统缺省的后处理文件为M PFAN.PST,适用于FAN UC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的N C文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在C NC控制器的G54~G59指令参数中。
C NC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FA NUC.P ST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受N C文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下: 1、增加G54指令(方法一):采用其他后处理文件(如M P_EZ.PST)可正常输出G54指令。
Mastercam9

Mastercam9.1后处理优化1. 简介Mastercam9.1是一款广泛应用于数控机床加工的软件,它的后处理功能在将NC代码转化为机床控制指令时起着至关重要的作用。
本文档将介绍Mastercam9.1后处理的优化方法,帮助用户改善NC代码生成的效率和精度。
2. 后处理优化方法2.1 最佳实践- 确保正确设置机床参数:在进行后处理之前,务必检查并正确设置机床参数,包括坐标系、进给速度限制、刀具补偿等。
正确设置这些参数可以确保生成的NC代码与实际机床运行相符,并提高加工效率和质量。
- 合理利用宏指令:宏指令可以帮助用户将常用的操作组合成一个命令,并在后处理过程中自动引用。
合理利用宏指令可以简化编程流程,提高编程效率。
同时,通过编写自定义宏指令,用户还可以根据实际需求进行功能扩展。
2.2 优化后处理配置- 检查后处理配置文件:Mastercam9.1提供了一系列的后处理配置文件,用户可以选择适合自己的配置文件进行后处理。
在选择配置文件之前,建议用户仔细阅读每个配置文件的说明文档,并根据需要进行必要的修改。
- 自定义后处理配置文件:对于一些特殊需求,用户可以通过自定义后处理配置文件来满足。
通过使用Mastercam9.1提供的后处理配置编辑器,用户可以灵活地定义和修改后处理规则,以适应不同的机床和加工需求。
2.3 优化NC代码生成- 合理设置切削参数:在进行后处理之前,用户需要根据实际加工需求设置合理的切削参数,包括进给速度、切削深度、切削宽度等。
合理设置这些参数可以提高加工效率和质量,并减少对机床的磨损。
- 优化刀具路径生成:Mastercam9.1提供了多种生成刀具路径的方式,用户可以根据需要选择合适的刀具路径生成方法。
在选择刀具路径生成方法之前,用户需要考虑加工效率、加工精度和工艺要求等因素,并合理地权衡各种因素。
3. 总结本文档介绍了Mastercam9.1后处理的优化方法,包括最佳实践、后处理配置优化和NC代码生成优化。
Mastercam V9.0后处理问题及其设定方法
都是可以直接编辑 的文本文件 , 只不过该文件带有
一
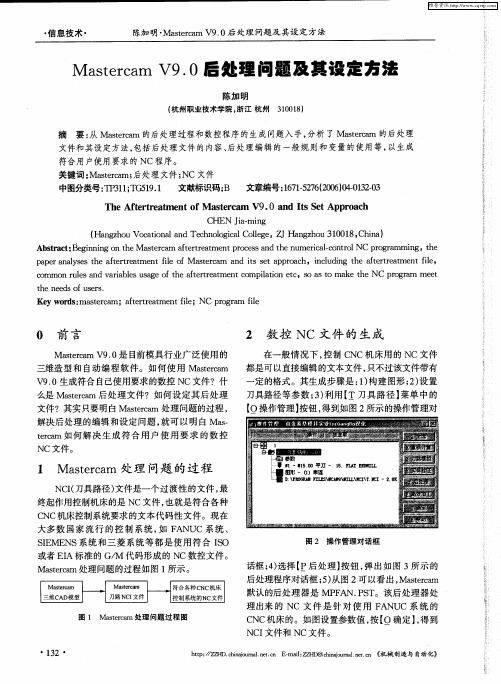
三维造型和 自动编程软 件。如何使 用 Ma e a srm tc V . 90生成符合 自己使用要求的数控 N C文件?什
么是 Ma e a 后处理 文件?如何 设定其后处理 s rm tc 文件?其实只要明白 Ma e a 处理问题 的过程 , sr tc m 解决后处理的编辑和设定问题 , 就可 以明白 Ma. s t c 如何 解决 生成 符合 用户使 用 要求 的数 控 ea rm NC文 件 。
Ab ta tBe n igo h atr a atrra me tpo esa dt en m eia—o to sr c . gin n nt eM sec m fetet n rc s n h u rc l n r l c NC rg a po rmmig,t e n h p p ra ay e h fete t n i fM atra n t e p r a h,icu ig t eatrrame tf e a e n lss t eatrrame tfl o secm a d issta p o c e n ldn h fete t n i , l c mmo ue d v r b e s g ft eatrr am e tc mp lt n ec O a o ma et eN C p o rm e o n r lsa a i lsu a eo h fete t n o i i t ,S st k h r g a me t n a ao t en e s fu e s h ed s r . o
终起作用控制机床的是 N C文件 , 也就是符合各种
C C机床控制系统要求的文本代码性 文件。现在 N 大多数 国家 流行 的控制 系统 , F N 如 A UC系统 、 SE N IME S系统 和三菱 系统等都 是使用符 合 IO S
MasterCAM9后处理程序的优化.
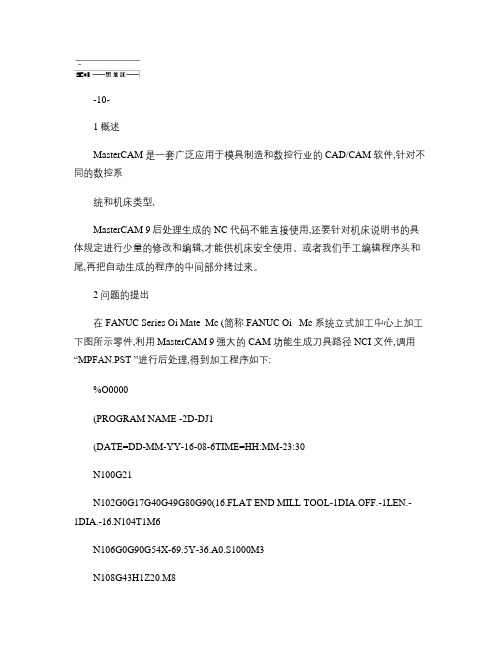
-10-1概述MasterCAM 是一套广泛应用于模具制造和数控行业的CAD/CAM 软件,针对不同的数控系统和机床类型,MasterCAM 9后处理生成的NC 代码不能直接使用,还要针对机床说明书的具体规定进行少量的修改和编辑,才能供机床安全使用。
或者我们手工编辑程序头和尾,再把自动生成的程序的中间部分拷过来。
2问题的提出在FANUC Series Oi Mate_Mc (简称FANUC Oi _Mc 系统立式加工中心上加工下图所示零件,利用MasterCAM 9强大的CAM 功能生成刀具路径NCI 文件,调用“MPFAN.PST ”进行后处理,得到加工程序如下:%O0000(PROGRAM NAME -2D-DJ1(DATE=DD-MM-YY-16-08-6TIME=HH:MM-23:30N100G21N102G0G17G40G49G80G90(16.FLAT END MILL TOOL-1DIA.OFF.-1LEN.-1DIA.-16.N104T1M6N106G0G90G54X-69.5Y-36.A0.S1000M3N108G43H1Z20.M8N110Z5.N112G1Z-7.F50.N114X-64.5N116G3X-48.5Y-20.R16.N118G1Y-7.5……N506G1X-40.N508G2X-44.Y7.5R4.N510G1Y13.77N512G3X-52.Y21.77R8.N514G1X-54.5N516G0Z20.N518M5N520G91G28Z0.M9N522G28X0.Y0.A0.N524M30%NC 代码存在的问题有:2.1带括号部分的程序名、日期时间、刀具说明,对有的数控系统不能承认,如:华中数控、广州数控。
2.2G21、G17为缺省值,无需写出。
2.3存在换刀指令T1M6及刀具长度正补偿指令G43H1,容易造成撞刀事故。
2.4立式加工中心因没有安装第4轴,存在工作台绕X 轴旋转的指令A0,所有数控系统的三轴加工中心或数控铣床都不能承认,否则系统报警。
MasterCAM9后处理的修改资料
MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC 控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
最新MasterCAM9后处理的修改

M a s t e r C A M9后处理的修改MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC 控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
Mastercam9

Mastercam9.1后处理设置Mastercam9.1是一款广泛应用于机械制造行业的计算机辅助设计和制造软件。
在使用Mastercam9.1进行数控编程时,后处理设置是非常重要的一步。
本文将介绍Mastercam9.1后处理设置的步骤和注意事项。
步骤以下是设置Mastercam9.1后处理的步骤:1.打开Mastercam9.1软件,并选择需要进行后处理设置的机床类型。
2.进入后处理设置界面,选择“工具”菜单下的“后处理工具”。
3.在后处理工具界面中,选择左侧的“设置管理器”。
4.在设置管理器中,将光标定位到当前使用的后处理器上,并点击右键选择“编辑”。
5.进入后处理器编辑界面后,可以对后处理器进行各种设置。
6.首先,需要设置后处理的输出文件路径。
点击“文件”菜单下的“设置文件名”选项,设置输出文件的路径和文件名。
7.接下来,根据具体的机床和加工需求,可以进行一些其他的设置,例如刀具补偿、刀具半径补偿、进给速度等。
8.对于一些特殊的加工工艺,还可以在后处理器编辑界面中添加自定义的代码段,以满足特定的加工需求。
9.设置完所有的参数后,点击保存并关闭后处理器编辑界面。
10.返回到设置管理器界面,可以将当前设置的后处理器设为默认后处理器,以便在以后的操作中直接使用。
11.完成所有的设置后,可以关闭后处理工具界面,开始进行数控编程。
注意事项在进行Mastercam9.1后处理设置时,需要注意以下几点:1.不同机床类型所需的后处理设置可能有所不同,在选择后处理器时要根据实际的机床类型进行选择。
2.在进行后处理设置之前,要先了解机床的技术参数和加工要求,确保后处理器的设置与之相符。
3.后处理的输出文件路径要设置在合适的位置,方便后续的操作和查找。
4.在进行一些高级的设置时,要小心操作,确保设置的正确性和安全性。
5.在使用自定义代码段时,要谨慎选择和添加代码,确保其适用性和正确性。
6.建议在进行后处理设置之前先做好程序的检查和验证,以减少出错的可能性。
MASTERCAM后处理修改分解
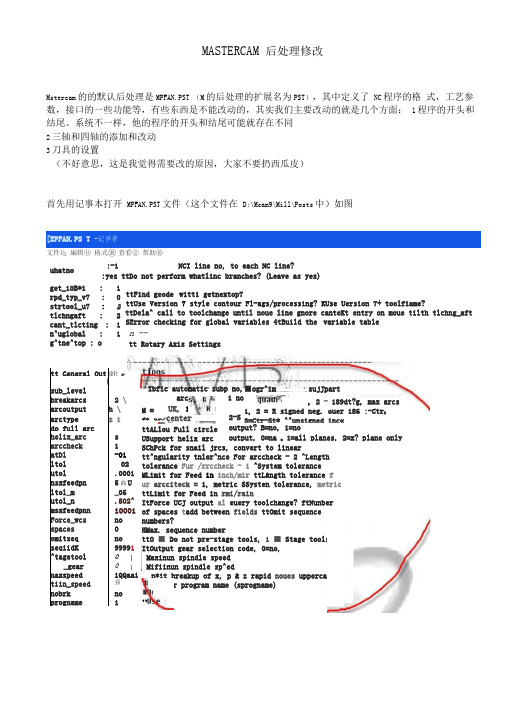
MASTERCAM 后处理修改Mstercam 的的默认后处理是MPFAN.PST (M 的后处理的扩展名为PST ),其中定义了 NC 程序的格 式,工艺参数,接口的一些功能等,有些东西是不能改动的,其实我们主要改动的就是几个方面: 1程序的开头和结尾。
系统不一样,他的程序的开头和结尾可能就存在不同 2三轴和四轴的添加和改动 3刀具的设置(不好意思,这是我觉得需要改的原因,大家不要扔西瓜皮)首先用记事本打开 MPFAN.PST 文件(这个文件在 D:\Mcam9\Mill\Posts 中)如图[EPFAH.PS T -记爭孝文件込 編辑⑥ 格式⑪ 查看② 帮助⑩:-1 NCI line no, to each NC line?:yes ttDo not perform whatlinc branches? (Leave as yes)ttFind geode witti getnextop7ttUse Version 7 style contour Fl-ags/processing? KUse Uersion 7+ toolfiame?ttDela^ call to toolchange until noue line gnore canteKt entry on moue tilth tlchng_aft SError checking for global variables 4tBuild the variable tablen --tt Rotary Axis Settingsuhatnoget_10B*i : 1rpd_typ_v7 : 0 strtool_u7 : 2 tlchngaft : 2 cant_tlcting : 1 n^uglobal : 1 g^tne^top : ott General Out 咄s 节■sub_levelbreakarcs 2 \ arcoutput h \ arctype z 1 do full archelix_arc s arccheck 1 atDl -01 ltol 02 utol .0001 nsxfeedpn 5曲U ltol_m _05 utol_n .802^ msxfeedpnn 10001 Force_wcs no spaces 0 omitseq no seqiidK 99991 ^tagetool 0 \ _gear 0 \naxspeed iQQaai tiin_speed 强 nobrk noprogname 1UK, 1 center , 2 - 189dt?g, max arcs1, 2 = R signed neg . ouer 186 :-Ctr #3=Ctr-St* ^^unsigned inc« 2-S output? B=no, 1=no output, 0=na p 1=all planes, 2=x? plane only ' I_TttALlou Full circle USupport helix arc SChPck for snail jrcs, convert to linear tt^ngularity tnler^nce For arccheck - 2 ^Length tolerance Fur /rrccheck - 1 ^System tolerance MLimit for Feed in inch/mir ttL&ngth tolerance f ur arcciteck = 1, metric SSysten tolerance, metric ttLimit for Feed in rmi/rain ItForce UCJ output al euery toolchange? ftNunber of spaces t add between fields ttOmit sequence numbers? HMax. sequence number ttO ■ Do not pre-stage tools, 1 ■ Stage tools ItOutput gear selection code, 0=no,Maxinun spindle speed Mifiinun spindle sp^edn*it breakup of x, p & z rapid noues uppercaseFor program name (sprogname)■ogr^im sujJpart Ibfic automatic subp no, 1 no arc M = ft »r< tt2下面主要讲讲程序的开头的改动:(1) G54的改动按CTRL+F 查出Start of File and Toolchange Setup 这一选项:你会在下面的程序中找到pbld, n, *sgcode, *sgpla ne, "G40", "G49", "G80", *sgabsi nc, e将其改为pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc,“ G54", e程序将由G0G17G40G49G80G90改为G0G17G40G49G80G90G54其中“表示强制输出 (2) G21的改动找到pbld, n, *smetric, e 程序行在其前面加一 #将他设置为注释部分,即可不输出 G21代码 大家应该都明白G21是代表公 制,G20是代表英制(3)时间和程序名的改动大家可以搜索DATE=DD-MM-YY ,这一行大家一看就明白了吧,自己想用什么代替就 用什么代替,然后出一个程序一看就明白了 4)刀具的设置MASTER 默认的POST 的刀具是不显示刀具的半径和角部圆角的,在文件中加入下面 的语句,就可以在程序的开头出现刀具的半径表示,方便检查刀具与程序中的刀具设置是否一致!ma 1 n_prg_n o wrr ogram nucnoer main, prq ..no tiProgran number sub_prg_no ffProgram number ^Program number ttRo tat ion point ttRotation point ttRotatIon point mt Q 2 peckl ttFirst peck increnent (position) mt Q 2 shftdrl #Fine bore tool shift ml: R 2 refht_a ttReFerence heightmt R 2 refht_i ♦tReferen 匚e heightmt "TOOL -" 4 t no teHt Note Formatmt ■■ PI A _ OFF . -“ ft toffnateNct ;e Format mt ■- LEH. - ** ** tlngno41 Note formatmt DI A .-・・tldia Note Format mt z RID _ - '* dNote FormatTool Comment / Manual Entry Sectiontoo) comment ttCnnRent for tooltno te = 1:toFFnote = tloFFno tlngnote = tlnqno, pstrtool,*tncte ,note , »tlngnote ,»tldia , *tcr ,'*>**, emr u / Ffit “ 7 mt □7 fmt " 7 mt X 2 mt V 2 mt Z 2 subprgno rnsx sut>_trnsy sub_trnszstrtool ttConnent For toolif strtool <> sblank, [strtool - ucase(strtool) *strtool, “ "comment 4Comnent From manual entry (must call pcon»nent2 if booleans)pcomment2 comment2 ttConinent from manual entrysconm = ucase (scomm) if geode = 1007, f sconm, else, "("» sconiik, f e00000(PROGRAM NAME _ FACIHG^HH)(DftTE-DD-MM-VV - 38-03-05 TII1E=HH :MM - 22r50) N1S0^OG17G4OG496S0G9O (25. FLAT ENftMILL TOOL - 1 DIA. OFF- - 41 LEH” - 1 DIA.M162GOG9 0?i-101 .107Y-^9.877HT 呻碇儿N106S1527M3N1 BSZfr.H11BC1Z0.F5-7M112K^7.036F61B.8 TN114«ii7 -98$N116G3V-32-37R8,754 N118C1K-89-551N120G2?-1^-863R8.75^ N122C1K117-114 N124X12B.A27M126G3V2■方却埠托8■了54 N128C1X-89-551H130G2V20.151R8,754 N132C1X120-927N134G3V37-65BRB.754 M136G1K-89-5S1H138G2V55-165HB-754 M14BG1K128*9Z7N11t2£3V72.672flfi.754 N1il4G1X-1 01.102N146CS25Q.H148M5 MS 01130模具加工一边情况下用不上四轴,所以在程序中可以取消A 代码:查找结果所在行为:if stagetool >= zero, pbld, n, *t, "M6", e 将其修改为: if stagetool >= zero, e # pbld, n, *t, "M6",另一个换刀的位置所在行为:pbld, n, *t, "M6", e 将其删除或改为注释行25. RII>. - a J 刀具的半径ttStart oF file for tool numberpcutt^p«tooichng = one if ntadl^ = on 叭rttskip single tool stagetool = nnne *npKt_tool*progno, P"(PROGRAM NAME - *\ sprognam^, ")*'F 色"(DATE-OD-MM-V? - ", date,・'TII4E=HH:MM - time, U & tt pbld, n , *snetric, e pbld, n. *sgcode, *sgplane, , ^'GSO'*, rgmb 亍irt£, e sau_ dbsinc = absincif mil <- one, ttUork coordinate system [电bsirw = onepFbld, n r sgabsinc, *sg28reF. *'20-'*, e pFbid^ n, »sg2fireF, "K 卅@ pFbld, n t '*G92", *xh» *yFi t e absinc - sau ab^inc11」Ipcominotietoc nmlt ttilultipie tool subprogram call ptoolcomi^rit comment pcanif stagetool >= zero,? pbld, n T *t t "Mfi'1, pind&M if mi! > one, abslnc ■ zeropcanl j pbld, n t *sgcode, *sgabsific, pucs, pFxout , pFi/out, pfcout t e pbld t n, *sgcode, pfcout, e pbld v n, *speed , spindle F pgaar T strcarttext T e K pbld» n , *tlngno ・ scoolnanl:, neift tool,, e absinc - sau_absinc pcom_ nuue^tooichng - zero cnsng SSingle tool subprogram call进行模具加工时,需从G54〜G59的工件坐标系指令中指定一个,最常用的是 G54。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MasterCAM9后处理的修改MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。
其它类型的控制器需选择对应的后处理文件。
由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。
原因是:以下内容需要回复才能看到⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。
部分控制器使用G92指令确定工件坐标系。
对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。
CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。
采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。
⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。
⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。
⑷部分控制器不接受NC文件中的注释行。
⑸删除行号使NC文件进一步缩小。
⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。
⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。
使用循环指令时可大幅提高计算速度,缩小NC文件长度。
如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。
修改方法如下:1、增加G54指令(方法一):采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。
由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。
其他后处理文件内容有所不同,修改时根据实际情况调整。
用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST)单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。
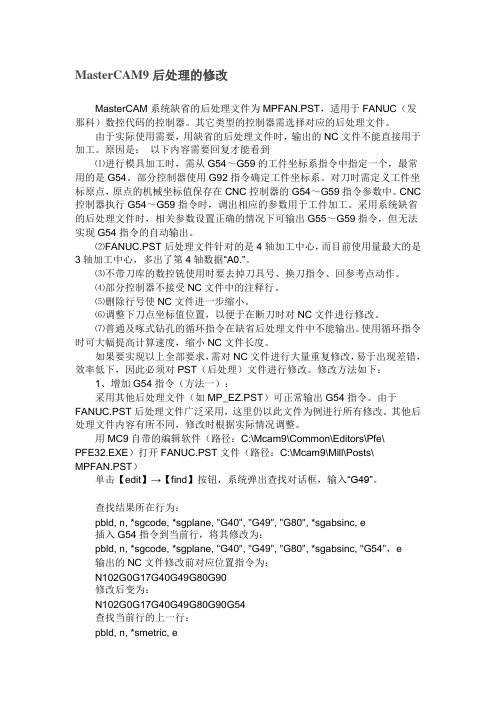
查找结果所在行为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e插入G54指令到当前行,将其修改为:pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e输出的NC文件修改前对应位置指令为:N102G0G17G40G49G80G90修改后变为:N102G0G17G40G49G80G90G54查找当前行的上一行:pbld, n, *smetric, e将其整行删除,或加上“#”成为注释行:# pbld, n, *smetric, e修改后G21指令不再出现,某些控制器可不用此指令。
注意修改时保持格式一致。
G21指令为选择公制单位输入,对应的英制单位输入指令为G20。
2、增加G54指令(方法二):单击按钮,系统弹出查找对话框,输入“force_wcs”,单击按钮,查找结果所在行为: force_wcs : no #Force WCS output at every toolchange?将no改为yes,修改结果为:force_wcs : yes #Force WCS output at every toolchange?输出的NC文件修改前对应位置指令为:N106G0G90X16.Y-14.5A0.S2200M3修改后变为:N106G0G90G54X16.Y-14.5A0.S2200M3前一方法为强制输出固定指令代码,如需使用G55~G59指令时,有所不便。
多刀路同时输出时,只在整个程序中出现一次G54指令。
后一方法同其他后处理文件产生G54指令的原理相同,多刀路同时输出时,每次换刀都会出现G54指令,也可根据参数自动转换成G55~G59指令。
输出三轴加工中心程序的FANUC后处理文件为MP_EZ.PST,输出4轴加工中心程序的三菱控制器后处理文件为MP520AM.PST。
3、删除第四轴数据“A0.”,以适应三轴加工中心:单击按钮,系统弹出查找对话框,输入“Rotary Axis”,单击按钮,查找结果所在行为: 164. Enable Rotary Axis button? y将其修改为:164. Enable Rotary Axis button? n修改后第四轴数据不再出现。
4、删除刀具号、换刀指令、回参考点指令,适应无刀库的数控铣机床:单击按钮,系统弹出查找对话框,输入“M6”,单击按钮,查找结果所在行为:if stagetool >= zero, pbld, n, *t, "M6", e将其修改为:if stagetool >= zero, e # pbld, n, *t, "M6",另一个换刀的位置所在行为:pbld, n, *t, "M6", e将其删除或改为注释行:#pbld, n, *t, "M6", e修改后换刀指令行不再出现,通常修改第一个出现“M6”指令的位置即可。
单击按钮,系统弹出查找对话框,输入“*sg28ref”,单击按钮,查找结果所在行为: pbld, n, sgabsinc, sgcode, *sg28ref, "Z0.", scoolant, epbld, n, *sg28ref, "X0.", "Y0.", protretinc, e将其修改为:pbld, n, scoolant, e# pbld, n, *sg28ref, "X0.", "Y0.", protretinc, e输出的NC文件修改前对应位置指令为:N116G91G28Z0.M9修改后变为:N116M9PST文件中另有两个类似位置,如使用G92指令确定工件坐标,可对其适当修改。
加工结束后,机床各轴不回参考点,便于手动换刀时节省时间。
5、删除NC文件的程序名、注释行:单击 按钮,系统弹出查找对话框,输入“%”,单击 按钮,查找结果所在行为:"%", e*progno, e"(PROGRAM NAME - ", progname, ")", e"(DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, ")", e将其删除或改为注释行:"%", e# *progno, e# "(PROGRAM NAME - ", progname, ")", e# "(DATE=DD-MM-YY - ", date, " TIME=HH:MM - ", time, ")",输出的NC文件修改前对应位置指令为:O0010(PROGRAM NAME - A2)(DATE=DD-MM-YY - 25-12-04 TIME=HH:MM - 10:45)修改后以上指令行不再出现。
单击按钮,系统弹出查找对话框,输入“pstrtool”,单击 按钮,查找结果所在行为: "(", pstrtool, *tnote, *toffnote, *tlngnote, *tldia, ")", e将其删除或改为注释行:#"(", pstrtool, *tnote, *toffnote, *tlngnote, *tldia, ")", e输出的NC文件修改前对应位置指令为:(D16R8.0 TOOL - 2 DIA. OFF. - 0 LEN. - 0 DIA. - 16.)修改后以上指令行不再出现。
此注释行指明当前刀路所使用的刀具参数,可用于加工前核对加工单,建议保留。
法兰克及三菱控制器可以接受注释内容。
6、取消行号:单击按钮,系统弹出查找对话框,输入“omitseq”,单击 按钮,查找结果所在行为: omitseq : no #Omit sequence no.将其修改为:omitseq : yes #Omit sequence no.修改后行号不再出现。
7、调整下刀点坐标值位置:单击按钮,系统弹出查找对话框,输入“g43”,单击 按钮,查找结果所在行为:pcan1, pbld, n, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,pfcout, *speed, *spindle, pgear, strcantext, epbld, n, "G43", *tlngno, pfzout, scoolant, next_tool, e将其修改为:pcan1, pbld, n, *sgcode, *sgabsinc, pwcs, pfxout, pfyout, pfcout, epbld, n, *sgcode, pfzout, epbld, n, *speed, *spindle, pgear, strcantext, epbld, n, "G43", *tlngno, scoolant, next_tool, e输出的NC文件修改前对应位置指令为:G0G90G54X16.Y-14.5S2200M3G43H0Z20.M8修改后变为:G0G90G54X16.Y-14.5G0Z20.S2200M3G43H0M8新的指令顺序使下刀点(安全高度)x、y、z坐标值同其他指令分开,易于在断刀时修改。
G43指令在PST文件中有两个位置,如仅使用G54指令时,修改第一个出现“G43”的位置即可。
8、输出普通及啄式钻孔循环指令:单击按钮,系统弹出查找对话框,输入“usecandrill”,单击 按钮,查找结果相关行为: usecandrill : no #Use canned cycle for drillusecanpeck : no #Use canned cycle for Peck将其修改为:usecandrill : yes #Use canned cycle for drillusecanpeck : yes #Use canned cycle for Peck此修改适用于支持G81、G83钻孔循环指令的控制器。