管路制作工艺
管路改造工程的施工工艺

管路改造工程的施工工艺管路改造工程是指对原有管道系统进行更改、扩建或升级的一项工程项目,主要用于满足新的工业生产需求、提高管网的运行效率,或是进行老旧管道的维修和更新。
下面将介绍一种常见的管路改造工程施工工艺,以供参考。
1. 前期准备:在施工前,需要编制详细的工程设计和施工方案。
施工方案包括管道的布置图、施工过程中可能遇到的困难及应对措施、施工计划等内容。
此外,还需要取得必要的施工许可证和安全许可证。
2. 施工现场准备:施工人员需要携带所需的工具和设备到达施工现场,并按照工作任务分配岗位,并配备必要的个人防护设备。
3. 管道清理:对原有的管道进行清理,包括清除管道内的杂物、沉淀物以及锈蚀物。
可以采用高压水枪、水射流以及刮板等方式进行清理。
清理后需进行检查,确保管道内部干净。
4. 管线切割:根据施工方案,确定需要更改或修复的管道段,进行管线切割。
可以采用气割、电割或水割等方式进行切割。
切割完毕后,需要进行封堵,以防止杂物进入管道。
5. 管件连接:根据设计要求,选用适当的连接方式(如焊接、螺纹连接、法兰连接等),进行管道的连接。
在连接过程中,需要确保连接处的焊缝质量和密封性。
6. 管道安装:根据设计布置图,将新的管道安装到指定位置。
在安装过程中,需要注意管道的水平和垂直度,以及管道的支吊架安装。
7. 泄漏测试:在管道安装完毕后,进行泄漏测试,通过加压或低压测试,检测管道系统是否存在泄漏问题。
如果发现有泄漏现象,需要进行修复处理。
8. 系统调试:在管道安装和泄漏测试完毕后,进行系统调试。
包括对泵站、阀门、仪表设备等进行调试、校准,确保管道系统正常运行。
9. 资料整理:施工完毕后,需要整理相关的施工记录、图纸、检测报告等资料,交由项目相关人员进行审核和归档。
以上是一种常见的管路改造工程施工工艺,具体施工步骤和方法还需根据实际情况进行调整和完善。
在施工过程中,需遵守相关的安全操作规程和工艺要求,确保施工过程安全可靠。
船舶管路先焊后弯工艺及应用
或 半 自动焊 , 提高 管子 的装 焊质 量 ;
实 现管子 制造 先 焊 后 弯 工 艺 的基 础 , 也是 实现 单 机
自动化 和全 线 自动 化 的先 决 条 件 。 目前 , 我 厂 船舶
产 品 中的管 子加 工工 艺凡是 能 满足无 余 量 加工 工 艺
作者简介 : 房 涛( 1 9 7 5 ~) , 男, 工程 师。
的工 艺有 如下优 点 。 ( 1 ) 法兰在直管状态 下装焊 , 可 在 水 平 状 态 操
作, 操作 安全 , 劳 动 强 度小 , 并 且有 利 于 采 用 自动 焊
数据作 为依 据 , 进行 必要 的补 偿 。
无余 量加 工是 管 子 制 造 工 艺 中关 键 技 术 , 它 是
应 用 的 研 究 方 法 验 证 了其 可 行 性 和 实 用性 。
关 键 词 回弹
中图 分 类 号
பைடு நூலகம்伸长量
U6 7 1
无 余 量 弯 管
文献标识码 A
The Te c hn o l o g y a n d Ap pl i c a t i o n o f Fi r s t We l d i ng To g e t h e r Th e n Be n d i n g f o r Sh i p Pi p e s
要 求 的管子全 部采 用无 余量 加 工 。
房 涛 : 船 舶 管路 先 焊 后 弯工 艺及 应 用
管 子先 焊后 弯 需 确 定 管 子 的长 度 , 再 根 据 每 张
管子 加工 小 票确 定管 子 弯 曲前 直 管 两端 法 兰装 焊 时 法 兰螺 孔 的相对 转角 和 弯制 时首 段法 兰 螺孑 L 的顶 转 角度 , 把 法 兰等 连接 件焊 接在 管上 后 , 管 子直 接 上 弯 管机 一 次弯 制 成 型 。要 实 现 上 面 的工 作 , 经 过论 证 需开 展 以下研 究 工作 。 ( 1 ) 管子 弯 制 回弹和 回弹角 的确定 ; ( 2 ) 管子 弯 曲所 引起 的形位 尺 寸变化 的分析 ; ( 3 ) 管子 弯 曲过程 中伸 长量 的 测量统 计 分析 ;
钢制电线导管敷设工艺标准

钢制电线导管敷设工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2013《建筑电气工程施工质量验收规范》GB50303-20151、范围本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程。
2、施工准备2.1材料要求:2.1.1焊接钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象。
除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证。
2.1.2使用管箍连接时。
丝扣清晰不乱扣,两端管口光滑无毛刺,并有产品合格证。
2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证。
2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证。
2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应小于1.2mm,镀锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊接脚齐全,并有产品合格证。
2.1.6面板、盖板的规格、高与宽、安装孔距应与所用盒配套,外形完整无损,板面颜色均匀一致,并有产品合格证。
2.1.7圆钢、扁钢、角钢等材质应符合国家有关规范要求,镀锌层完整无损,并有产品合格证。
2.1.8螺栓、螺丝、胀管螺栓、螺母、垫圈等应采用镀锌件。
2.1.9其它材料(如铅丝、电焊条、防锈漆、水泥、机油等)无过期变质现象。
2.2主要机具:2.2.1煨管器、液压煨管器、液压开孔器、压力案子、套丝板、套管机。
2.2.2手锤、錾子、钢锯、扁锉、半圆锉、圆锉、活扳子、鱼尾钳。
2.2.3铅笔、皮尺、水平尺、线坠,灰铲、灰桶、水壶、油桶、油刷、粉线袋等。
2.2.4手电钻、台钻、钻头、射钉枪、拉铆枪、绝缘手套、工具袋、工具箱、高凳等。
2.3作业条件:2.3.1暗管敷设:2.3.1.1各层水平线和墙厚度线弹好,配合土建施工。
2.3.1.2预制混凝土板上配管,在做好地面以前弹好水平线。
不锈钢管路施工工艺
不锈钢管路施工工艺为确保确保公司不锈钢管路的制作质量,确保参与制作人员都能熟知相关工艺要求,公司组织专业人员根据造船规范和有关国家标准要求,再结合公司生产实际编制了本工艺。
一.范围本工艺规定了不锈钢管系的加工、焊接要求及检验规定。
本工艺适用于目前建造的不锈钢管系的加工、焊接、安装。
二.材料1.管子材料应符合造船规范要求和有关国家标准的规定。
2.各种管材必需具有钢种代号或材料号、炉批号及合格证书。
如缺少证明时,应根据有关规定和订货要求补做试验,所有证书须经船东检查合格后方可使用。
3.管子加工前必须核对管子材料规格、级别、材质、及炉批号是否符合图纸要求。
4.管子加工前应对管材内外表面质量进行检查,钢管外表面不得有裂缝、折叠、分层、结疤、扎折、发纹等缺陷存在,如有上述缺陷应清除。
清除部位壁厚的减薄量不得超过材料标准允许的负偏差。
三.管子的加工1.弯管设备、模具规定⑴弯管机应经过质检部验收合格后,才能投入使用。
⑵弯管机的模具,滑块、滑轮槽应光洁和顺、切口必须倒圆。
⑶弯管机的夹具、模具和附属设备应当定期检查和维修,以确保状态良好。
2.管子的弯曲⑴管子弯曲采用机械冷弯或成型弯头与管子拼接组合的形式。
非常条件下,不锈钢管必须热弯时,加热应避免渗碳。
⑵管子弯曲半径应严格按照生产设计图纸要求选用弯模,一般不低于3倍管子外径。
⑶弯管操作者,应熟悉弯管设备的结构,性能及操作程序和规则。
⑷不锈钢管弯制前,必须校对不锈钢管材料是否符合图纸要求,然后按不锈钢管子零件图弯制、校正。
⑸管外壁不应有擦伤沟槽或碰撞形成的明显凹陷,管子弯曲背部有裂纹、结疤、折叠、分层等缺陷。
3.管子的切割⑴所有管子的切割应采用机械方法切割。
⑵焊件坡口应用机械或磨光机加工。
焊口组对前应将坡口及其内外表面10mm范围内的油、垢、毛刺等清理干净。
4.不锈钢管子的预制⑴不锈钢加工时,周围工作场地避免有碳钢物质存放在工作区域内,必要时,可用橡胶包扎好碳钢件防止铁污染不锈钢。
输油管道工艺技术
也是一种近似。这是因为:
流速不太高时,摩擦升
温尤很其小对,于且南对北油走流向的的加管 线 ,
1、来油温度≠地温。 热但是我均们匀可的以。将其分段,按
照分段等温来考虑。
2、摩擦热加热油流。
3、沿线地温不等于常数。
在工程实际中,一般总把那些不建设专门的加热设施的
管道统称为等温输油管道。它不考虑热损失,只考虑泵所提供 的能量(压头)与消耗在摩阻和高差上的能量(压头)相匹配 (相平衡)。
2、若泵型号不同,如何求泵站的工作特性?
3.串、并联泵机组数的确定
选择泵机组数的原则主要有四条: ①满足输量要求; ②充分利用管路的承压能力; ③泵在高效区工作; ④泵的台数符合规范要求(不超过四台)。
⑴ 并联泵机组数的确定
n Q q
其中 : Q为设计输送能力, q为单泵的额定排量 。
显然 n不一定是整数 ,只能取与之相近的整数,这就是泵机
第二节 输油管道的压能损失
一、管路的压降计算
根据流体力学理论,输油管道的总压降可表示为:
H hL h z j zQ
其中:hL为沿程摩阻 hξ为局部摩阻 (zj-zQ) 为计算高程差
二、水力摩阻系数的计算
计算长输管道的摩阻损失主要是计算沿程摩阻损失 hL 。
达西公式 :
hL
L D
V2 2g
流态 层流
水力光滑区 紊 流 混合摩擦区
粗糙区
划分范围 Re<2000
59.7
3000<Re<Re1= 8/7
59.7
8/7 <Re<Re2
665 765lg Re>Re2=
λ =f(Re,ε)
λ =64/Re
卡套式管路制作工艺控制
卡套式管路制作工艺控制作者:杜诺来源:《科学导报·学术》2020年第43期摘; 要:特种车底盘制动系统管路普遍采用卡套式连接,卡套式管接头具有结构简单、密封性能可靠、使用方便和不用焊接等优点。
但在管路制作过程中若操作不当,往往会出现气体泄漏现象,影响制动效果,甚至会造成安全事故。
所以卡套式管路制作中的工艺控制就尤为重要。
关键词:制动系统;卡套式管路;工艺控制1、概述目前公司特种车底盘制动系统管路普遍采用卡套式连接,卡套式管接头是一种新型的管道连接元件,适用于油、气及一般腐蚀介质的管路系统。
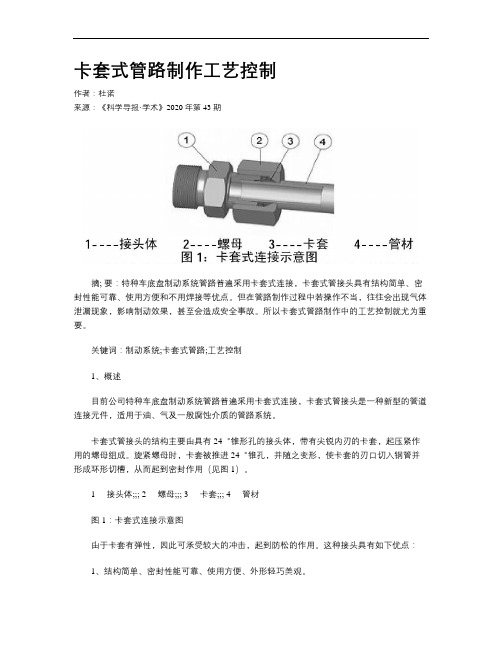
卡套式管接头的结构主要由具有24゜锥形孔的接头体,带有尖锐内刃的卡套,起压紧作用的螺母组成。
旋紧螺母时,卡套被推进24゜锥孔,并随之变形,使卡套的刃口切入钢管并形成环形切槽,从而起到密封作用(见图1)。
1----接头体;;; 2----螺母;;; 3----卡套;;; 4----管材图1:卡套式连接示意图由于卡套有弹性,因此可承受较大的冲击,起到防松的作用。
这种接头具有如下优点:1、结构简单、密封性能可靠、使用方便、外形轻巧美观。
2、不用加垫圈、不用焊接、节省材料、反复装拆性能好。
3、由于卡套管接头不能焊接,减少了管道杂质对系统性能的影响。
但在管路制作过程中若操作不当,往往会出现气体泄漏现象,影响制动效果,甚至会造成安全事故。
所以卡套式管路制作中的工艺控制就尤其重要。
2、卡套式管路制作流程卡套式管路制作的环节分别为:备件检查、截取管路、弯制管路、清理管路、卡套预装及存放。
2.1备件检查卡套式连接方式所用到的零部件分别为:管材、卡套、接头体、螺母。
首先注意检查管子的管径和壁厚是否符合图纸要求,所选用的管子内壁必须光洁、无锈蚀、无氧化皮、无夹皮等缺陷,尤其要检查管子的圆度和负公差,卡套接触处不能有表面缺陷,特别不能有轴向划痕。
若发现管子内外壁已严重腐蚀;管体划痕深度为壁厚的10%以上;管体表面凹入达管径的20%以上;管断面壁厚不均、椭圆度比较明显等缺陷,此管路不能使用。
压力管道的工艺流程
压力管道的工艺流程压力管道是工业生产中常见的一种管道,用于输送各种液体、气体和固体颗粒。
压力管道的工艺流程是指从设计、制造到安装、检测和维护的全过程,下面将详细介绍压力管道的工艺流程。
1. 设计阶段压力管道的设计是整个工艺流程的第一步,设计阶段需要考虑管道的输送介质、工作压力、温度、流量等参数,根据这些参数选择合适的管道材料、管径和壁厚。
设计人员还需要根据现场的实际情况进行布局设计,确保管道的安全性和有效性。
2. 材料采购和加工设计完成后,需要采购合适的管道材料,通常包括钢管、合金管、塑料管等。
在材料采购完成后,需要进行管道的加工,包括切割、弯曲、焊接等工艺,确保管道的尺寸和形状符合设计要求。
3. 制造阶段在管道材料和加工完成后,需要进行管道的制造,包括焊接、热处理、除锈、防腐等工艺。
制造过程中需要严格按照设计要求和相关标准进行操作,确保管道的质量和安全性。
4. 安装阶段制造完成的管道需要进行现场安装,安装过程中需要考虑管道的支撑、固定、连接等问题,确保管道的稳定性和密封性。
安装过程中还需要进行管道的清洗、吹扫和试压等工艺,确保管道的清洁和安全。
5. 检测阶段安装完成后,需要进行管道的检测,包括外观检查、厚度测量、泄漏检测、压力测试等。
检测过程中需要使用各种检测设备和工具,确保管道的质量和安全性。
6. 维护阶段管道安装完成后,需要进行定期的维护和检修,包括清洗、涂漆、防腐、更换密封件等工作,确保管道的长期稳定运行。
总结压力管道的工艺流程包括设计、材料采购和加工、制造、安装、检测和维护等多个阶段,每个阶段都需要严格按照相关标准和规范进行操作,确保管道的质量和安全性。
只有在整个工艺流程都严格执行的情况下,才能保证压力管道的安全运行。
钢管敷设施工工艺标准

1.总则1。
1适用范围适用于照明与动力配线的钢管明、暗敷设及吊顶内和轻质隔墙内钢管敷设工程。
1。
2编制参考依据《建筑电气工程施工质量验收规范》GB 50302—20022。
施工准备2。
1技术准备2.1。
1熟悉图纸,了解设计意图,注意图纸提出的施工要点。
2。
1。
2确定施工方法,编制施工技术措施。
2。
1.3施工前认真听取工程技术人员的技术交底。
清楚技术要求、技术标准和施工方法.2。
2材料要求2.2.1镀锌钢管壁厚均匀无劈裂、砂眼、棱刺和凹扁现象,除镀锌管以外其它的管材内外壁应做除锈防腐处理。
埋入砼中的管外壁可不做防腐,但应做除锈,内壁做防腐处理。
2.2.2铁制灯头、开关接线盒等盒壁厚度不小于1.2㎜,无变形开焊。
2.2。
3面板、盖板的规格、孔距应与盒配套,外形完整无损。
2。
2.4各种型钢应符合要求,镀锌层完整无损。
2。
2.5螺栓、螺丝、胀管螺栓、螺母、垫圈等应使用镀锌件。
2.2.6其它材料、铁丝、电焊条、防锈漆等无过期变质现象,钢管配管工程中严禁用塑料及木制盒。
2.3主要机具2.3。
1弯管器、弯管机、开孔器。
2.3。
2管子压钳、套丝机或套丝器。
2.3。
3钢锯弓、锯条、切管器、卷尺、管钳。
2。
3.4圆钉、绞刀、钢丝刷、毛刷、钢丝。
2。
3.5手锤、凳子、工具袋、人字梯。
2。
4作业条件2。
4.1暗管敷设(1)敷设管路时需与土建主体工程密切配合施工,由土建主体施工人员给出建筑标高线。
(2)现浇砼内配管在底层钢筋绑扎好后,根据施工尺寸和位置配合土建施工。
(3)随墙(砌体)配合立管施工。
(4)随大模板现浇砼墙配管,钢筋网片绑扎完毕后,按墙体线配管。
2。
4。
2明管敷设(1)配合土建结构安装好预埋件.(2)采用胀管安装时,必须在抹灰后进行。
(3)配合土建,内装修完后进行明配管。
2。
4。
3吊顶内或隔墙板内管路敷设(1)结构施工时,安装好预埋件.(2)内部装修时,配合土建作好灯位及电气器具位置的预留.3.施工工艺3.1工艺流程3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PIPING CONSRUCTION PRACTICE STANDARD OF PIPING PRACTICE HULL Semi-submersible PART HULL PART HLV YCRO408-401-002 PIPE FABRACATION WORKMANSHIP SHEET 5 OF 22 与管子连接的法兰、螺纹接头、套管、定型弯头、异径接头、分支管、焊接座、复板等都要满足 管子零件图上的规定的规格、数量等详细要求。应按照图纸提供的规格和数量提前加工或购买。
50000DWT
CONTENT 目录
1 2 3 4 5 6 7 8 9 The flow chart of pipe process – 管路施工流程图 ......................................................... 3 General Requirements - 通则 ............................................................................................. 4 Piping Material - 管子材料 ................................................................................................... 4 Material Preparation - 材料的准备 ..................................................................................... 4 Bending of pipe - 弯管 ......................................................................................................... 5 Lineation & cutting - 划线下料 ......................................................................................... 12 Prefabricating piping - 校管.............................................................................................. 13 Hydraulic test - 水压试验 ................................................................................................... 17 The pipes treating and store - 管子的处理与存放 ........................................................ 22
50000DWT
1 THE FLOW CHART OF PIPE PROCESS – 管路施工流程图
Task-下达任务
Check drawings and classing-读图
Prepare material and fitting-准备材料及附件
Bending-弯管
line and cut-划线切割
2 1
DRAWN
24
计
档 案 号
CHECKED MANAGER APPROVED
入 库 日 期
YCRO408-401-002
ISSUED FOR CONSTURUCTION DESCRIPTION 2013.1.3 DATE QGX BY
管路制作工艺
版权:本图纸的版权为烟台中集来福士所有,未经事先书面许可,不得以任何形式复制、修改、转载或用于其他目的
3 PIPING MATERIAL - 管子材料
All pipe and associated pipe system requirements (i.e. material grade, size, dimensions, etc.) shall be conformed to the applicable Engineering Drawings and/or Piping Specification, rules and codes. Substitute / equivalent materials may be utilized only with the written approval of the engineer and QC department. 所有管子及其联结件应遵照工程图纸/管系规格书、规则、规范的要求。只有得到技术人员或船 检部门书面同意,才能选用代用材料或其他同等材料。 All the pipe shall be thoroughly examined for evidence of damage to pipe wall or end bevel. Damaged portions of pipe shall be removed and damaged or improper bevels shall be re-ground to applicable specifications. 所有的管子都要彻底检查管壁和管端坡口。要除掉损伤部分,损伤坡口按规则重新打坡口。 Each imperfection or damage that impairs the serviceability of the piping or pipe fittings must be repaired or removed. 每个由于损伤或不完整而引起强度减弱的管子或管子附件一定要修补或拆除。
straight piping-直管
Slope machining-削斜
Inspected on plate-平Байду номын сангаас检验 Welding-焊接
Grinding-打磨 Hydraulic test-压力试验 leakage-泄漏
Acid & oil washing-酸洗串油
galvanizing-镀锌
Assemble center-装配中心
4 MATERIAL PREPARATION - 材料的准备
All the pipe system in the ship should draw the material strictly as the standard number, material trademark, specification sign on the general pipe accessory lofting drawings. The pipe must be cut as the total length on the pipe accessory drawings with pipe cutter or saw bed.The sundries as crumb, burr should be taken off from the pipe end after cutting. The end surface of the pipes should keep as clean as a whistle. 全船各个系统的管系,应严格按照综合放样管子零件图上规定的标准号、材料牌号、规格等领料。 管子按管子零件图上的总长度下料,必须用管子切割机或锯床切割。管子切割后必须清除其端部 的锯屑、毛刺等杂物,保证表面光滑。 The flange, screw thread tie-in, bushing, style elbow, different diameters tie-in, branch pipe, welding fundation, double plates ect. connectted to the pipes should fulfil the specification on the pipe accessory drawings, and should be machined beforehead or buyed beforehead according to number list in the drawings.
PIPING CONSRUCTION PRACTICE STANDARD OF PIPING PRACTICE HULL Semi-submersible PART HULL PART HLV YCRO408-401-002 PIPE FABRACATION WORKMANSHIP SHEET 4 OF 22
。
2013-1-3 2013-1-3 2013-1-3 2013-1-3
SCALE NONE
DRAWING NO. YCRO408-401-002 SHEET 1 OF 22
REV 0 A4
PIPING CONSRUCTION PRACTICE STANDARD OF PIPING PRACTICE HULL Semi-submersible PART HULL PART HLV YCRO408-401-002 PIPE FABRACATION WORKMANSHIP SHEET 2 OF 22
PIPING CONSRUCTION PRACTICE STANDARD OF PIPING PRACTICE HULL Semi-submersible PART HULL PART HLV YCRO408-401-002 PIPE FABRACATION WORKMANSHIP SHEET 3 OF 22
50000DWT
2 GENERAL REQUIREMENTS - 通则
Fabrication under this Specification shall include all components of the piping system, or part thereof connecting fabricated assemblies including testing and fit-up of complete fabricated assemblies to ensure correct fit and alignment, including all in-line valves, gaskets, bolts and flanges or welded fittings to ensure the integrity and proper functioning of all components. But don't exclude the other feasible scheme. 管系的加工包括管系的各个部分,或相连接部分结构的装配,包括实验、为保证正确安装及对齐 而临时完成简易结构,以及所有的阀门,垫片,螺栓,法兰或焊接件来保证所有部分有完全正确 的功能,但不排除采用其它可行的方案。