零部件特殊特性清单
合集下载
产品特殊特性清单

编制/日期:
审核/日期:
项目编号: 表单编号: 产品名称 编制日期
序号
1
2 3 4
XX汽车零部件有限公司
产品特殊特性
密封性性
静态流量 动态流量
总长
产品和过程特殊特性清单
表单编号:
顾客名称
版本
规范/公差
参数设置:油压:300kpa; 电压:12V;频率: 100HZ;脉冲累计:3000 次, 要求: 密封测试:密 封无渗漏。 怠速测试:( 6 )CC/35 秒,均匀
中速测试:( 30 ) CC/35秒,均匀
特殊特 性符号
◇
◇ ◇
60.1±0.2
◇
备注
成品
成品 成品 成品
5
外
5
◇
成品
7
电流80A,脉宽2
◇
过程
8
电流80A,脉宽1.5
◇
过程
9
电流80A,脉宽1.5
◇
过程
10
11
12
14
备注
▽表示关键特性,与安全或法规有关。 ◇ 表示重要特性,与安全或法规无关,但很重要,如:配合、功能、性能、外观件的外观等特性 要求。
SCA过程特殊特性清单(参考模板1)
设备一次性设定
1
压耐久性、振动耐久性 、插入损失、功率损失
符合《Q/CC
JT003-2008》标准规定。
A
耐压强度、内压耐久性、
全检
关键
比、排气背压
振动耐久性、插入损失、 产品质量,工装保 功率损失比、排气背压: 证
制定工装保养计划 定期维护保养
一次性检验合格
整体产品设计和结构保证
专机焊接
2
焊接质量
标识
日期。 标识应位于整车装配状态下进气管下
A 激光打标机刻永久性标识
全检
关键
部,应有表示排气进出方向的永久性
箭头标记。
工装模具保证
制定工装、模具保养 计划定期维护保养
编制:
审核:
批准 :
日期 :
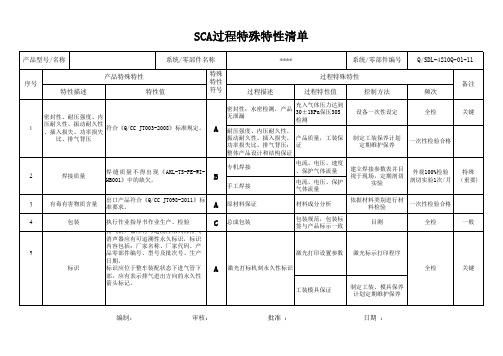
SCA过程特殊特性清单
编号:
产品型号/名称
系统/零部件名称
****
系统/零部件编号 Q/SDL-4210Q-01-11
序号
特性描述
产品特殊特性 特性值
特殊 特性 符号
过程描述
过程特殊特性
过程特性值
控制方法
频次
备注
密封性、耐压强度、内
密封性:水密检测,产品 无泄漏
充入气体压力达到 30±1KPa保压30S 检测
焊 缝 质 量 不 得 出 现 《 AKL-TS-PE-WIHB001》中的缺欠。
B
手工焊接
电流、电压、速度 、保护ቤተ መጻሕፍቲ ባይዱ体流量
电流、电压、保护 气体流量
建立焊接参数表并目 视于现场,定期剖切
实验
外观100%检验 剖切实验1次/月
特殊 (重要)
3
有毒有害物质含量
06-特殊特性清单(PB-JL4002)
☆
3
遥控距离
≥10m
≥10m
☆
4
模块外壳
安装尺寸
(单位:mm)
金属支架安装孔径:4 xΦ7
金属支架上安装孔距:181±0.5
外壳安装孔径1:Φ7
外壳安装孔径2:8.57
外壳安装孔距:150±0.5
金属支架安装孔径:4 xΦ7
金属支架上安装孔距:181±0.5
外壳安装孔径1:Φ7
外壳安装孔径2:8.57
外壳安装孔距:150±0.5
☆
进料检验,支架装配
☆
5
模块外壳材料
阻燃材料
阻燃ABS
★
6
回流焊参数
功能、性能
☆
炉温:180-220℃
传送速度:70cm/ min
☆
7
波峰焊参数
功能、性能
☆
锡槽温度:255±2℃
速度:1.2-1.3m/min
☆
说明:☆表示重要特性★表示关键特性
编制/日期:审批/日期:
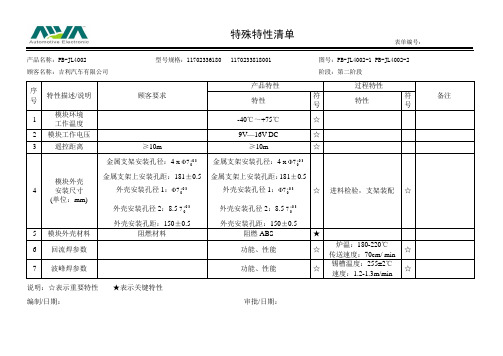
产品名称:PB-JL4002型号规格:117023361801170233818001图号:PB-JL4002-1 PB-JL4002-2
顾客名称:吉利汽车有限公司阶段:第二阶段
序号
特性描述/说明
顾客要求
产品特性
过程特性
备注
特性
符号
特性
符号
1
模块环境
工作温度
-40℃~+75℃
☆
2பைடு நூலகம்
模块工作电压
9V—16V DC
3
遥控距离
≥10m
≥10m
☆
4
模块外壳
安装尺寸
(单位:mm)
金属支架安装孔径:4 xΦ7
金属支架上安装孔距:181±0.5
外壳安装孔径1:Φ7
外壳安装孔径2:8.57
外壳安装孔距:150±0.5
金属支架安装孔径:4 xΦ7
金属支架上安装孔距:181±0.5
外壳安装孔径1:Φ7
外壳安装孔径2:8.57
外壳安装孔距:150±0.5
☆
进料检验,支架装配
☆
5
模块外壳材料
阻燃材料
阻燃ABS
★
6
回流焊参数
功能、性能
☆
炉温:180-220℃
传送速度:70cm/ min
☆
7
波峰焊参数
功能、性能
☆
锡槽温度:255±2℃
速度:1.2-1.3m/min
☆
说明:☆表示重要特性★表示关键特性
编制/日期:审批/日期:
产品名称:PB-JL4002型号规格:117023361801170233818001图号:PB-JL4002-1 PB-JL4002-2
顾客名称:吉利汽车有限公司阶段:第二阶段
序号
特性描述/说明
顾客要求
产品特性
过程特性
备注
特性
符号
特性
符号
1
模块环境
工作温度
-40℃~+75℃
☆
2பைடு நூலகம்
模块工作电压
9V—16V DC
产品及过程特殊特性清单

产品和过程特别特点清单
产品型号:日期:
序
号
特别特点
规格
标示符号
特别பைடு நூலகம்点详尽描述
内容
标示符号
备注
1
漏襟怀
不通电情况下,气压为-375mmHg时,漏气
流量小于0.01L∕min)
垫片硬度
60±5度
垫片表面光洁度
表面光洁无毛刺
弹簧弹力大小
3mm时弹力14士
2
排气速度
在∙375mmHg的气压力下,流量大于
21UMin(条件:测试治具不接产品时流量大于31L∕min)
(通0.35秒,断0.85秒)产品寿命达到300万次后,最低动作电压、绝缘电阻、耐电压、排气速度、
漏襟怀、噪音项目检测均合格.
滑杆表面办理硬度
维氏硬度
HV500〜550
垫片硬度
肖氏硬度
60±5度
5
噪音
无金属撞击声音(包括300万次寿命试验后)
0行程时,铁芯与滑杆端面的距离
铁芯尺寸
1.1+
滑杆组件尺寸
骨架中心孔大小
Φ1.8+
骨架侧相貌大小
Φ1.4+0.1λ-0
行程大小
骨架尺寸
18.85+
铁芯尺寸
7.1+0.1^-0
滑杆组件尺寸1
9.85±
滑杆组件尺寸2
0.8±
3
最低动作电压
-600mmHg气压温度65℃
行程大小
细分见上行
安匝数
电阻
5+10%λ-0%
匝数
500±10%匝
4
寿命
-375mmHg气压温度5(ΓC(测试点在铁芯外露端的中间部位)、电压时,连续工作300万次以上
产品型号:日期:
序
号
特别特点
规格
标示符号
特别பைடு நூலகம்点详尽描述
内容
标示符号
备注
1
漏襟怀
不通电情况下,气压为-375mmHg时,漏气
流量小于0.01L∕min)
垫片硬度
60±5度
垫片表面光洁度
表面光洁无毛刺
弹簧弹力大小
3mm时弹力14士
2
排气速度
在∙375mmHg的气压力下,流量大于
21UMin(条件:测试治具不接产品时流量大于31L∕min)
(通0.35秒,断0.85秒)产品寿命达到300万次后,最低动作电压、绝缘电阻、耐电压、排气速度、
漏襟怀、噪音项目检测均合格.
滑杆表面办理硬度
维氏硬度
HV500〜550
垫片硬度
肖氏硬度
60±5度
5
噪音
无金属撞击声音(包括300万次寿命试验后)
0行程时,铁芯与滑杆端面的距离
铁芯尺寸
1.1+
滑杆组件尺寸
骨架中心孔大小
Φ1.8+
骨架侧相貌大小
Φ1.4+0.1λ-0
行程大小
骨架尺寸
18.85+
铁芯尺寸
7.1+0.1^-0
滑杆组件尺寸1
9.85±
滑杆组件尺寸2
0.8±
3
最低动作电压
-600mmHg气压温度65℃
行程大小
细分见上行
安匝数
电阻
5+10%λ-0%
匝数
500±10%匝
4
寿命
-375mmHg气压温度5(ΓC(测试点在铁芯外露端的中间部位)、电压时,连续工作300万次以上
3、零部件特殊特性清单
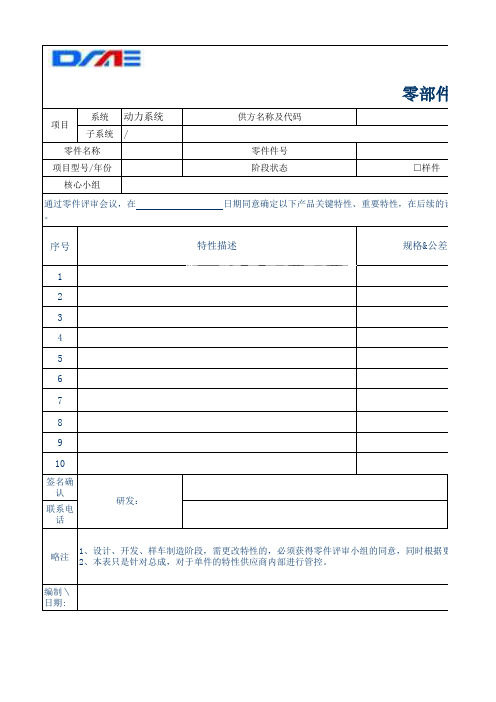
系统 动力系统 项目
子系统 / 零件名称 项目型号/年份 核心小组
通过零件评审会议,在 。
供方名称及代码
零部件特殊特
零件件号 阶段状态
□样件
□试
日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、
序号
特性描述
规格&公差
1 2 3 4 5 6
7
8 9 10 签名确 认 联系电 话
更改特性的,必须获得零件评审小组的同意,同时根据更改修改相应 2、本表只是针对总成,对于单件的特性供应商内部进行管控。
DABG-CG-044
零部件特殊特性清单
编号/版本号
共页
第页
编制
最初
□样件
□试生产
□生产
修订
顾客名称
东安汽车动力股份有限公司
,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档
规格&公差
DFMEA识别 PFMEA 识别 (YC/YS) (CC/SC)
过程控制措施
STA: ,同时根据更改修改相应的文档。
审查\日期:
批准\日期:
DABG-CG-044
共页
第页
东安汽车动力股份有限公司 应商需要及时修改相应的文档
措施
编制\ 日期:
注意: 如果不 够可以 加页。
说明: 1、关 重特性 符号东 安推荐 使用的 G/Z, 供应商 可以使 用自己 的符号 表示, 但必须 1)供 应商需 提供供 应商使 用的符 号与东 安推荐 的符号 间对应 关系说 明; 2)同 一个零 部件的 所有资 料中使 用的符
2、产 品特性 描述和 过程特 性描述 要求: 1)描 述的特 性必须 具体 化; 2)有 产品特 性必须 要有相 应的过 程控制 特性。 3、是 否 MSA: 指该特 性使用 的测量 系统是 否需要 进行 MSA分 析。 4、是 否SPC: 指该特 性是否 需要进 行SPC 统计控 制。 5、是 否全尺 寸:指 该特性 是否需 要纳入 全尺寸 报告中 。
子系统 / 零件名称 项目型号/年份 核心小组
通过零件评审会议,在 。
供方名称及代码
零部件特殊特
零件件号 阶段状态
□样件
□试
日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、
序号
特性描述
规格&公差
1 2 3 4 5 6
7
8 9 10 签名确 认 联系电 话
更改特性的,必须获得零件评审小组的同意,同时根据更改修改相应 2、本表只是针对总成,对于单件的特性供应商内部进行管控。
DABG-CG-044
零部件特殊特性清单
编号/版本号
共页
第页
编制
最初
□样件
□试生产
□生产
修订
顾客名称
东安汽车动力股份有限公司
,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相应的文档
规格&公差
DFMEA识别 PFMEA 识别 (YC/YS) (CC/SC)
过程控制措施
STA: ,同时根据更改修改相应的文档。
审查\日期:
批准\日期:
DABG-CG-044
共页
第页
东安汽车动力股份有限公司 应商需要及时修改相应的文档
措施
编制\ 日期:
注意: 如果不 够可以 加页。
说明: 1、关 重特性 符号东 安推荐 使用的 G/Z, 供应商 可以使 用自己 的符号 表示, 但必须 1)供 应商需 提供供 应商使 用的符 号与东 安推荐 的符号 间对应 关系说 明; 2)同 一个零 部件的 所有资 料中使 用的符
2、产 品特性 描述和 过程特 性描述 要求: 1)描 述的特 性必须 具体 化; 2)有 产品特 性必须 要有相 应的过 程控制 特性。 3、是 否 MSA: 指该特 性使用 的测量 系统是 否需要 进行 MSA分 析。 4、是 否SPC: 指该特 性是否 需要进 行SPC 统计控 制。 5、是 否全尺 寸:指 该特性 是否需 要纳入 全尺寸 报告中 。
特殊特性清单
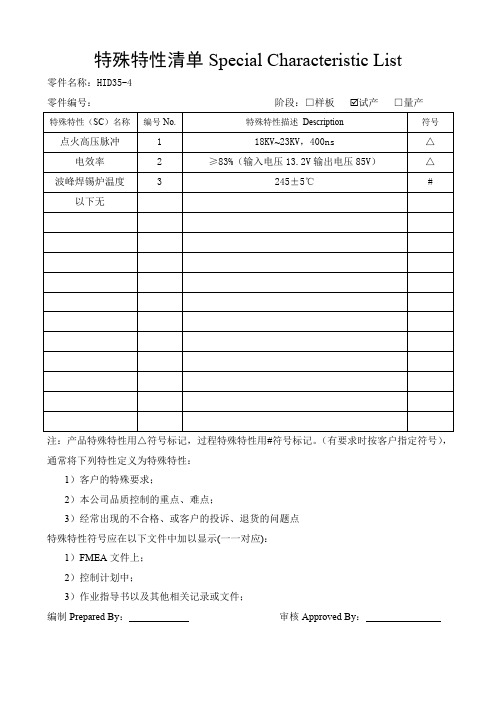
特殊特性清单Special Characteristic List
零件名称:HID35-4
零件编号:阶段:□样板试产□量产
特殊特性(SC)名称
编号No.
特殊特性描述Description
符号
点火高压脉冲
1
18KV~23KV,400ns
△
电效率
2
≥83%(输入电压13.2V输出电压85V)
△
波峰焊锡炉温度
2)控制计划中;
3)作业指导书以及其他相关记录或文件;
编制Prepared By:审核Approved By:
3
245±5℃
#Байду номын сангаас
以下无
注:产品特殊特性用△符号标记,过程特殊特性用#符号标记。(有要求时按客户指定符号),通常将下列特性定义为特殊特性:
1)客户的特殊要求;
2)本公司品质控制的重点、难点;
3)经常出现的不合格、或客户的投诉、退货的问题点
特殊特性符号应在以下文件中加以显示(一一对应):
1)FMEA文件上;
零件名称:HID35-4
零件编号:阶段:□样板试产□量产
特殊特性(SC)名称
编号No.
特殊特性描述Description
符号
点火高压脉冲
1
18KV~23KV,400ns
△
电效率
2
≥83%(输入电压13.2V输出电压85V)
△
波峰焊锡炉温度
2)控制计划中;
3)作业指导书以及其他相关记录或文件;
编制Prepared By:审核Approved By:
3
245±5℃
#Байду номын сангаас
以下无
注:产品特殊特性用△符号标记,过程特殊特性用#符号标记。(有要求时按客户指定符号),通常将下列特性定义为特殊特性:
1)客户的特殊要求;
2)本公司品质控制的重点、难点;
3)经常出现的不合格、或客户的投诉、退货的问题点
特殊特性符号应在以下文件中加以显示(一一对应):
1)FMEA文件上;
特殊特性重要特性清单-模板
端子拉力:26#线 大于2.0KG,22#-20#线大于6.5KG
M
成型SR
注塑温度:150℃-190℃
烘料:80℃,2H
注塑压力:800-1400bar
注塑时间:5-8S
M
7PIN线电测
电测规格:300V.2MΩ,无错位,短路,开路
C
打结(A、B)
A尺寸:330mm
B尺寸:90MM
M
预扎线
扎线尺寸:100±20mm
材质:非移性PVC
外观:无色差、破皮、
无线芯氧化
产品UL、认证,RoHS环保
C
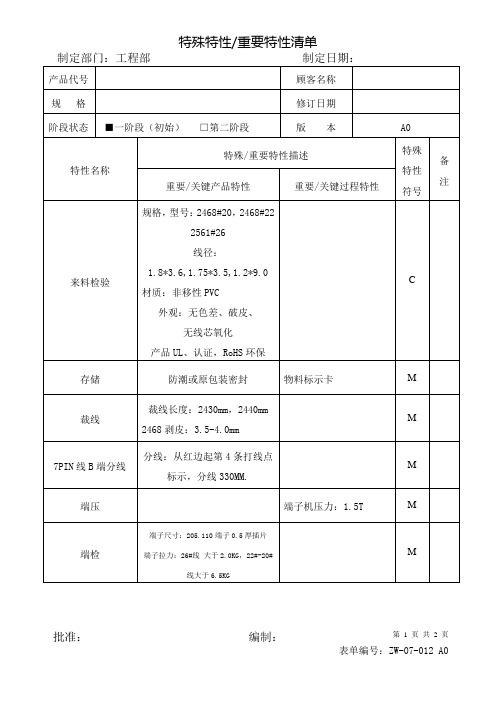
存储
防潮或原包长度:2430mm,2440mm
2468剥皮:3.5-4.0mm
M
7PIN线B端分线
分线:从红边起第4条打线点标示,分线330MM.
M
端压
端子机压力:1.5T
M
端检
端子尺寸:205.110端子0.5厚插片
制定部门:工程部 制定日期:
产品代号
顾客名称
规 格
修订日期
阶段状态
■一阶段(初始) □第二阶段
版 本
A0
特性名称
特殊/重要特性描述
特殊特性符号
备 注
重要/关键产品特性
重要/关键过程特性
来料检验
规格,型号:2468#20,2468#22
2561#26
线径:1.8*3.6,1.75*3.5,1.2*9.0
M
组立B端
分线排序:按工程图
C
电测
电测规格:300V.2MΩ,无错位,短路,开路
C
尺寸检查
重点尺寸:按工程图重点尺寸
M
全检
尺寸:按工程图标注尺寸
M
成型SR
注塑温度:150℃-190℃
烘料:80℃,2H
注塑压力:800-1400bar
注塑时间:5-8S
M
7PIN线电测
电测规格:300V.2MΩ,无错位,短路,开路
C
打结(A、B)
A尺寸:330mm
B尺寸:90MM
M
预扎线
扎线尺寸:100±20mm
材质:非移性PVC
外观:无色差、破皮、
无线芯氧化
产品UL、认证,RoHS环保
C
存储
防潮或原包长度:2430mm,2440mm
2468剥皮:3.5-4.0mm
M
7PIN线B端分线
分线:从红边起第4条打线点标示,分线330MM.
M
端压
端子机压力:1.5T
M
端检
端子尺寸:205.110端子0.5厚插片
制定部门:工程部 制定日期:
产品代号
顾客名称
规 格
修订日期
阶段状态
■一阶段(初始) □第二阶段
版 本
A0
特性名称
特殊/重要特性描述
特殊特性符号
备 注
重要/关键产品特性
重要/关键过程特性
来料检验
规格,型号:2468#20,2468#22
2561#26
线径:1.8*3.6,1.75*3.5,1.2*9.0
M
组立B端
分线排序:按工程图
C
电测
电测规格:300V.2MΩ,无错位,短路,开路
C
尺寸检查
重点尺寸:按工程图重点尺寸
M
全检
尺寸:按工程图标注尺寸
4、零部件特殊特性清单
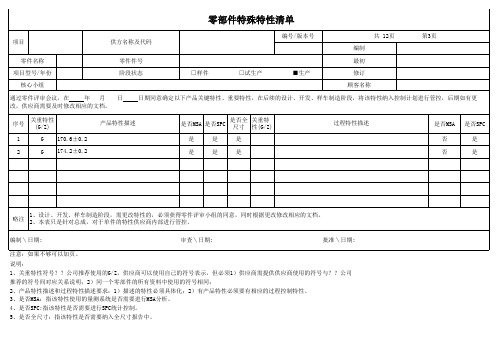
说明:
1、关重特性符号??公司推荐使用的G/Z,供应商可以使用自己的符号表示,但必须1)供应商需提供供应商使用的符号与??公司推荐的符号间对应关系说明;2)同一个零部件的所有资料中使用的符号相同;
2、产品特性描述和过程特性描述要求:1)描述的特性必须具体化;2)有产品特性必须要有相应的过程控制特性。
3、是否MSA:指该特性使用的量测系统是否需要进行MSA分析。
4、是否SPC:指该特性是否需要进行SPC统计控制。
5、是否全尺寸:指该特性是否需要纳入全尺寸报告中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
STA:
STA签字确认 STA电话
略注
1、设计、开发、样车制造阶段,需更改特性的,必须获得零件评审小组的同意,同时根据更改修改相应的文档。 2、本表只是针对总成,对于单件的特性供应商内部进行管控。
编制\日期 注意:如果不够可以加页。
审查\日期:
批准\日期: 供应商质量部长及
件特殊特性清单
共页
第页
编制人
阶段状态
□样件
□试生产
□生产
修订
本次修订时
顾客名称
XX汽车动力股份有
日期同意确定以下产品关键特性、重要特性,在后续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时
产品特性描述
是否MSA
是否SPC
是否全尺 关重特性 寸 (G/Z)
过程特性描述
PD签字确认 PD电话
首次提交时间
本次修订时间
XX汽车动力股份有限公司 续的设计、开发、样车制造阶段,将该特性纳入控制计划进行管控,后期如有更改,供应商需要及时修改相
是否MSA 是否SPC
同时根据更改修改相应的文档。
STA签字确认 STA电话
供应商质量部长及以上签字
项目
系统 动力系统 子系统 /
零件名称 项目型号/年份
核心小组
项目名称或机型 /LS节点年份
通过零件评审会议,在 应的文档。
序号
关重特性 (G/Z)
1
2
3
4
5
6
7
8
9
话
零部件特殊特性清单
供方名称及代码 零件件号
编号/版本号
PD签字认可的图纸号为准 编制 最初
共页 编制人
首次提交时