施焊检验记录
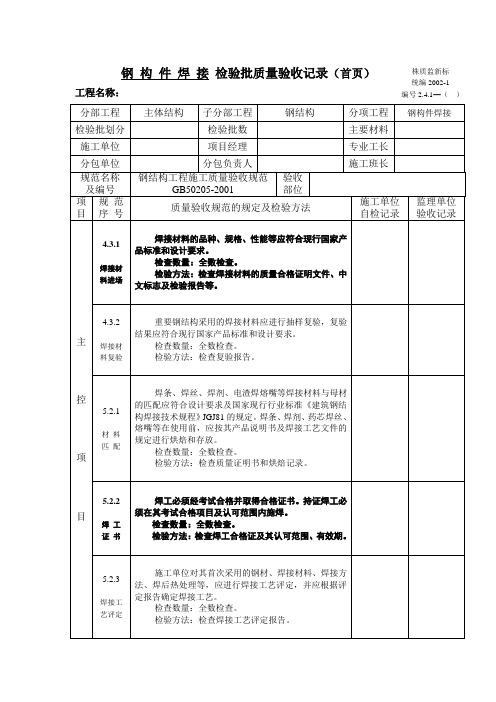
钢 构 件 焊 接 检验批质量验收记录
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查。
5.2.7
预热和后热处理
对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两端,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
钢构件焊接检验批质量验收记录(尾页)
表5.2.4一、二级焊缝质量等级及缺陷分级
焊缝质量等级
一级
二级
内部缺陷超声波探伤
评定等级
Ⅱ
Ⅲ
检验等级
B级
B级
探伤比例
100%
20%
内部缺陷射线探伤
检验方法:检查焊接工艺评定报告。
钢构件焊接检验批质量验收记录(中1页)
项目
规范
序号
质量验收规范的规定及检验方法
施工单位自检记录
监理单位验收记录
主
控
项
目
5.2.4
内部
缺陷
设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345或《钢熔化焊对接接头射线照相和质量分级》GB3323的规定。
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
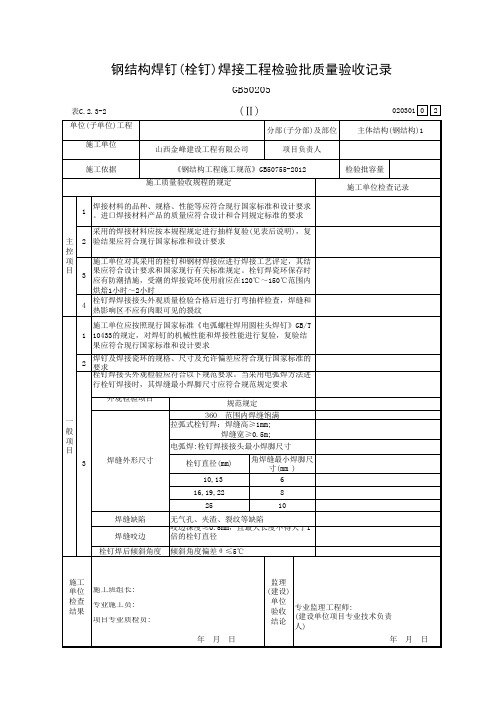
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
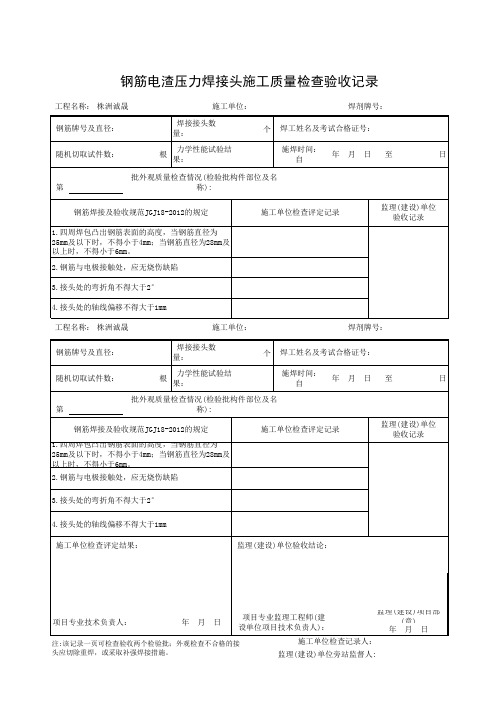
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
施焊及焊缝外观检验记录
施焊及焊缝外观检验记录
日期:XX年XX月XX日
施焊工程:XXX部位
检验人员:XXX
焊接人员:XXX
一、施焊情况:
1.施焊设备:使用牌号为XXX的焊接设备进行施焊。
2.预热情况:施焊前对焊接部位进行了预热处理,预热温度为XXX摄氏度,预热时间为XXX分钟。
3.焊接材料:使用牌号为XXX的焊接材料进行施焊。
4.焊接工艺:采用XXX种焊接方法,焊接参数为XXX。
5.施焊控制:根据焊接工艺规程要求,进行了施焊控制。
二、焊缝外观检验:
1.检验标准:焊缝外观应符合相关标准和规范的要求。
2.检验方法:采用人工目视检查法进行焊缝外观检验。
3.检验内容:
(1)焊缝是否均匀、连续,无间歇性焊道、夹渣、穿透不良等缺陷。
(2)焊缝表面是否平整,无严重凹凸、焊渣和气孔等缺陷。
(3)焊接接头表面是否干净,无油污、腐蚀物、氧化皮等影响焊缝质量的现象。
(4)焊缝表面是否有裂纹、毛刺等缺陷。
(5)焊接处是否有未熔合或部分熔合不良的现象。
(6)焊缝形状和尺寸是否符合设计要求。
三、检验结果:
1.检验结论:经焊缝外观检验,该施焊工程的焊缝外观符合相关标准和规范的要求。
2.检验记录:见下表。
序号焊缝部位检验内容检验结果
1XXX施焊情况合格
2XXX焊缝外观合格
3XXX焊缝外观合格
...
四、检验意见和建议:
对施焊情况及焊缝外观检验结果无异议。
检验人员:(签名)日期:(年/月/日)。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接施工记录表
焊接施工记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
焊接日期
分部工程
工程部位
分项工程
桩号范围
焊工证号
施工图号
焊工
焊接名称
检查员
气温(℃
焊件预热温度(℃
焊件型号
焊条型号
焊物清理
点焊点数
弯曲度
倾斜度
中心偏移线
抗拉极限值
施焊方法焊Βιβλιοθήκη 、坡口高度、宽度简图焊后处理
自检意见
监理意见
原始记录本
表号
册号
页码
序号
施工员:桥梁工程师:质检工程师:监理工程师:
特种设备焊接操作人员焊绩记录表
特种设备焊接操作人员焊绩记录表
用人单位:(公章)
焊接操作人员姓名:
《特种设备作业人员证》编号:
在持证期间某某无违规、违章记录
焊接检验员:本人手签字
焊接责任工程师:本人手签字日期:
备注:时间从取证日期开始焊接操作不能间断超过6个月至复审日期,方可复审。
年龄超过55周岁继续从事焊接作业,报名材料需提供本单位申请向发证机关(包头市质量技术监督局行政审批科)证明本人能够独立完成焊接作业,身体健康。
完全胜任本单位的工作并且上传至网络版报名表其他项目。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合格
HQ2-006
对接
20#
B-2.5
108*4.0
v
64
0.4
2.4
合格
合格
HQ2-007
对接
20#
B-2.5
108*4.0
v
65
0.5
2.3
合格
合格
HQ2-008
对接
20#
B-2.5
108*4.0
v
63
0.4
2.3
合格
合格
HQ2-009
对接
20#
B-2.5
108*4.0
v
65
0.5
2.4
合格
外观检查结果
无损检查结果
HQ1-052
对接
20#
B-2.5
76*3.5
v
64
0.5
2.1
合格
合格
HQ1-053
对接
20#
B-2.5
76*3.5
v
65
0.4
2.0
合格
合格
HQ1-063
对接
20#
B-2.5
76*3.5
v
64
0.5
2.3
合格
合格
记录人:栗帆
2019年9月18日
表16 管道施焊及检
分项工程名称/编号:管道焊接
管线号
G0207-65
无损检测方法
射线
无损检测比例
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
坡口形式
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
外观检查结果
无损检查结果
HQ2-064
对接
20#
B-2.5
76*3.5
v
65
0.5
2.1
合格
合格
HQ2-053
工程名称:****项目
分项工程名称/编号:管道焊接
管线号
G0108-80
无损检测方法
射线
无损检测比例
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
焊接方法
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
外观检查结果
无损检查结果
HQ1-040
对接
20#
B-2.5
89*4.0
v
63
0.5
2.1
合格
合格
HQ1-041
工程编号:ZL1917
工程名称:****项目
分项工程名称/编号:管道焊接
管线号
L0201-50
无损检测方法
射线
无损检测比例
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
焊接方法
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
外观检查结果
无损检查结果
HQ2-001
对接
20#
B-2.5
108*4.0
v
65
0.5
对接
20#
B-2.5
89*4.0
v
65
0.4
2.0
合格
合格
HQ1-051
对接
20#
B-2.5
89*4.0
v
65
0.5
2.3
合格
合格
记录人:栗帆
2019年9月17日
表16 管道施焊及检验记录
工程编号:ZL1917
工程名称:****项目
分项工程名称/编号:管道焊接
管线号
G0208-80
无损检测方法
射线
无损检测比例
表16焊口组对及检验记录
工程编号:ZL1917
工程名称:****项目
分项工程名称/编号:管道焊接
管线号
G0209-100
无损检测方法
射线
无损检测比例
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
坡口形式
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
外观检查结果
无损检查结果
HQ2-001
对接
20#
B-2.5
0.5
2.4
合格
合格
HQ2-019
对接
20#
B-2.5
108*4.0
v
65
0.5
2.0
合格
合格
HQ2-029
对接
20#
B-2.5
108*4.0
v
64
0.4
2.3
合格
合格
HQ2-039
对接
20#
B-2.5
108*4.0
v
65
0.5
2.1
合格
合格
记录人:栗帆
2019年9月15日
表16 管道施焊及检验记录
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
焊接方法
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
外观检查结果
无损检查结果
HQ1-052
对接
20#
B-2.5
89*4.0
v
65
0.5
2.1
合格
合格
HQ1-053
对接
20#
B-2.5
89*4.0
v
65
0.4
2.0
合格
合格
HQ1-063
对接
20#
B-2.5
89*4.0
合格
HQ2-019
对接
20#
B-2.5
108*4.0
v
64
0.4
2.0
合格
合格
HQ2-029
对接
20#
B-2.5
108*4.0
v
65
0.5
2.3
合格
合格
HQ2-039
对接
20#
B-2.5
108*4.0
v
65
0.5
2.1
合格
合格
记录人:栗帆
2019年9月15日
0.4
表16 管道施焊及检验记录
工程编号:ZL1917
2.1
合格
合格
HQ2-002
对接
20#
B-2.5
108*4.0
v
64
0.4
2.0
合格
合格
HQ2-003
对接
20#
B-2.5
108*4.0
v
63
0.5
2.3
合格
合格
HQ2-004
对接
20#
B-2.5
108*4.0
v
65
0.4
2.1
合格
合格
HQ2-005
对接
20#
B-2.5
108*4.0
v
65
0.5
2.3
对接
20#
B-2.5
76*3.5
v
65
0.4
2.0
合格
合格
HQ2-063
对接
20#
B-2.5
76*3.5
v
64
0.5
2.3
合格
合格
记录人:栗帆
2019年9月18日
v
63
0.5
2.3
合格
合格
记录人:栗帆
2019年9月17日
表16 管道施焊及检验记录
工程编号:ZL1917
工程名称:****项目
分项工程名称/编号:管道焊接
管线号
G0107-65
无损检测方法
射线
无损检测比例
10%
焊缝编号
接口类型
管道材质
管道等级
管道规格
坡口形式
坡口角度(°)
钝边尺寸(mm)
间隙(mm)
108*4.0
v
65
0.4
2.0
合格
合格
HQ2-002
对接
20#
B-2.5
108*4.0
v
63
0.5
2.3
合格
合格
HQ2-003
对接
20#
B-2.5
108*4.0
v
64
0.4
2.1
合格
合格
HQ2-004
对接
20#
B-2.5
108*4.0
v
64
0.5
2.3
合格
合格
HQ2-005
对接
20#
B-2.5
108*4.0
v
65
0.4
2.4
合格
合格
HQ2-006
对接
20#
B-2.5
108*4.0
v
63
0.5
2.3
合格
合格
HQ2-007
对接
20#
B-2.5
108*4.0
v
65
0.5
2.4
合格
合格
HQ2-008
对接
20#
B-2.5
108*4.0
v
64
0.4
2.3
合格
合格
HQ2-009
对接
20#
B-2.5
108*4.0
v
65