焊接过程检验记录
PE管材焊接质量检查记录

工 程 名 称
工 程 编 号
编号
天气
热熔温度
(℃)
焊接压力
(M/Pa)
加热时间
(min)
冷却时间
(min)
焊接日期
翻边切除记录
焊接质量
焊接人
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日
月 日月 日ຫໍສະໝຸດ 月 日月 日月 日
月 日
月 日
月 日
月 日
陕RQ-047
管道下沟前防腐检漏及补伤记录
陕RQ-048
管道防腐现场补口施工记录
陕RQ-049
防腐补口剥离强度抽查记录
陕RQ-050
牺牲阳极埋设记录
陕RQ-051
牺牲阳极电参数测试记录
陕RQ-052
阴极保护检查(通电)头(片)置安装记录
陕RQ-053
设备/管道防腐、保温、保冷、涂漆施工记录
建设单位
监理单位
施工单位
项目技术负责人
施工员
操作人
记录人
记录人:记录日期:年月日
陕RQ-041
环氧煤沥青防腐管施工记录
陕RQ-042
环氧煤沥青防腐成品管检验记录
陕RQ-043
环氧煤沥青防腐成品管抽检记录
陕RQ-044
环氧煤沥青防腐管返修记录
陕RQ-045
环氧煤沥青防腐成品管出厂合格证
陕RQ-046
环氧煤沥青防腐成品管交接记录
管道管件现场焊接(熔接)检查记录
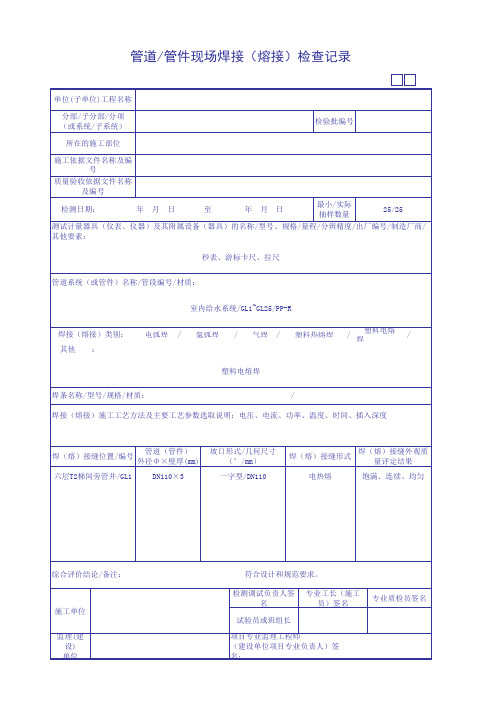
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
焊接检验记录
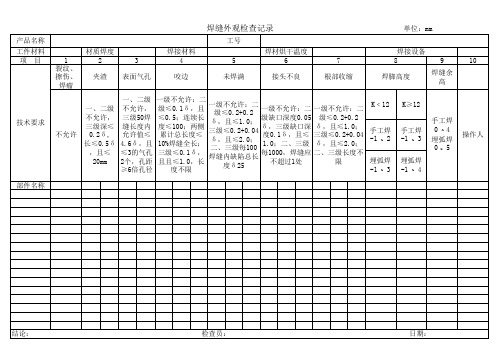
单位:mm 焊接设备 8 焊脚高度
9 焊缝余 高
10
技术要求
一、二级 一、二级 不允许, 不允许, 三级50焊 三级深≤ 缝长度内 不允许 0.2δ , 允许值≤ 长≤0.5δ 4.6δ ,且 ,且≤ ≤3的气孔 20mm 2个,孔距 ≥6倍孔径
一级不允许: 一级不允许: 二级≤0.2+0.2 一级不允许: 二级缺口深度 δ ,且≤1.0; 二级≤0.2+0.2 0.05δ ,三级 三级≤ δ ,且≤1.0; 缺口深度0.1 0.2+0.04δ , 三级≤ δ ,且≤1.0; 且≤2.0;二、 0.2+0.04δ , 二、三级每 三级每100焊缝 且≤2.0;二、 1000,焊缝应 内缺陷总长度 三级长度不限 不超过1处 δ 25
K﹤12
K≥12 手工焊 0 ~4 埋弧焊 0~ 5
手工焊 -1 ~ 2 埋弧焊 -1 ~ 3
手工焊 -1 ~ 3 埋弧焊 -1 ~ 4
操作人
部件名称
结论:
检查员:
日期:
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接过程与检验记录表

接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
钢结构制作(安装)焊接工程检验批质量验收记录

㎜
铣平面对角线的垂直度
≤L2/1500
㎜
2
外形尺寸的允许偏差
多节柱铣平面至第一个安装孔距离
±1.0
㎜
构件连接处的截面几何尺寸
±3.0
㎜
柱连接处的腹板中心线偏移
≤2.0
㎜
受压构件(杆件)弯曲矢高
不大于L2/1000,且不大于10.0㎜
一般项目
1
焊接H型钢接缝
应符合规X的规定
2
顶紧接触面
应有75%以上的面积紧帖
应符合现行国家产品标准和设计要求,进口钢材产品的质量应符合设计和合同规定标准的要求
2
原材料的抽样复验☆
应符合现行国家产品标准和设计要求
3
钢材切割面或剪切面
应无裂纹、夹渣、分层和大于1mm的缺棱
4
矫正或成型
应符合有关现行标准的规定
5
边缘加工的刨削量
≥2.0
mm
6
制孔
A、B级
孔壁表面粗糙度
≤12.5
μm
3
外露铣平面
应防锈保护
4
焊接H型钢精度
截面高度
h≤500
±2.0
㎜
500<h≤1000
±3.0
㎜
h>1000
±4.0
㎜
5
截面宽度偏差
±3.0
㎜
6
腹板中心偏移
≤2.0
㎜
7
翼缘板垂直度
不大于b2/100,,且不大于3.0mm
8
弯曲矢高(受压构件除外)
不大于b2/1000,,且不大于10.0mm
9
扭 曲
不大于b2/250,,且不大于5.0mm
3、管道管件现场焊接(熔接)检查记录
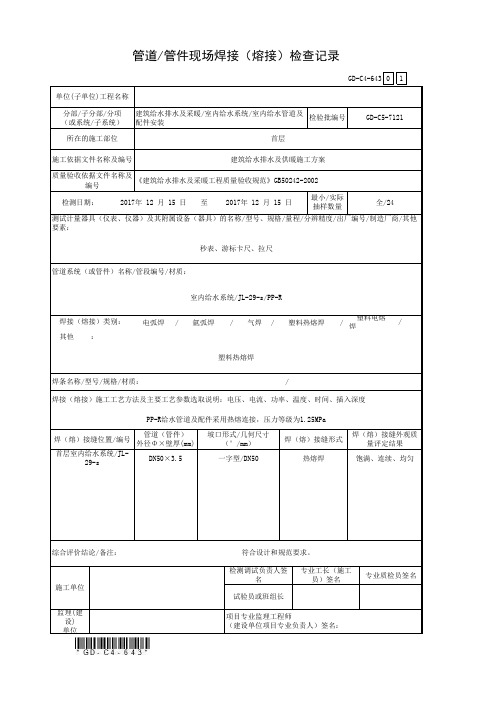
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。