焊接施工检查记录
焊缝焊接质量检查记录表

焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
管道管件现场焊接(熔接)检查记录
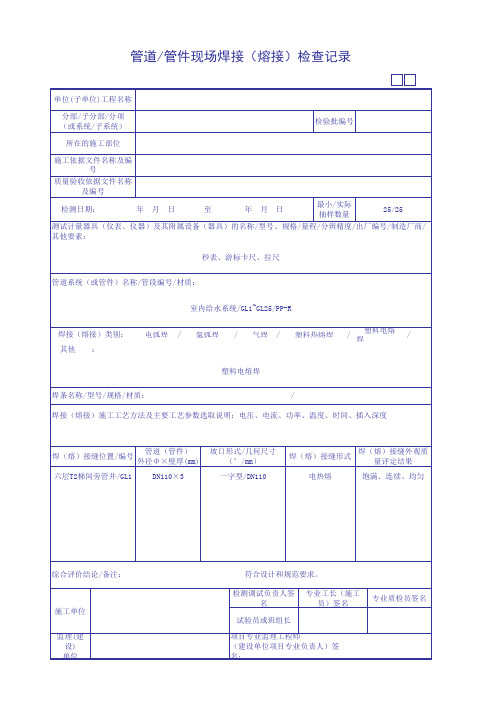
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
焊接施工检查记录

焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。
焊钉焊接质量检查记录

GB50205-20001(5.3.2,5.3.3条)
工程名 称:
部位或楼 层:
施焊构件
检查批次:共 同类构件数量:
检查内容
钢结构B-1410
批 ,
批。
检查 区域 列轴
焊钉 名数
焊钉根部焊脚、焊脚 立面未熔和检查 (5.3.3条)
焊后弯曲试验检查 (5.3.2条)
对检查中发现
数量
班组长源自质检员件;每件抽查焊钉数量1%,不应少于 每批 1个。 同类 (2)焊钉根部等内容检查,按总焊 构件 钉数抽查1%,不应少于10个; 抽查 (3)5.3.2条为主控项目 10%
或专业工长 年月日
施工单位:
或项目技术负责 人
年月日
,且
(焊钉根部焊脚均匀,焊脚 立面的局部未熔和不足360
(30°弯曲时焊缝和热影 响区不应有肉眼可见的裂
存有缺陷焊钉 的处理结果
称 量 (只) °焊脚应进行修补平整)
纹)
检查数量 质量情况 检查数量 质量情况
主控项目:检查
项,符合要求
项。
检查结果 一般项目:检查
点,其中合格
点 合格 ,率
%
注: (1)检查数量:焊后弯曲试验检查每 批同类构件抽查10%,且不应少于10
管道焊接组对检查记录
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道管件现场焊接检查记录
管道管件现场焊接检查记录日期:XX年XX月XX日项目名称:XXX工程施工单位:XXX公司检查人员:XXX一、检查目的:1.确保现场焊接作业的质量符合相关标准和规范要求;2.发现并纠正焊接过程中可能存在的质量问题,确保焊接接头的完整性和可靠性。
二、检查内容:1.焊接预制件的准确性和完整性;2.焊接工艺符合规范要求;3.焊接接头的焊缝质量;4.焊接材料的质量;5.焊接设备和操作人员的合格性;6.焊接接头的尺寸和装配质量。
三、检查过程:1.检查焊接预制件检查焊接预制件的准确性和完整性,确认是否符合设计要求和工艺要求。
检查焊缝是否清理干净,是否有氧化层或污染等情况。
如发现问题及时进行整改。
2.检查焊接工艺核对焊接工艺文件,确认焊接工艺是否正确执行,包括焊接电流、电压、速度、焊接层数等参数是否符合规范要求。
检查焊接工艺参数记录是否准确、完整。
3.检查焊接接头的焊缝质量对焊接接头进行目视检查和无损检测,检查焊缝的牢固性、质量是否合格。
对焊缝进行外观检查,确认焊缝表面是否平整,是否有裂纹、缺陷、疤痕、气孔等问题。
如果存在问题,及时拆除焊缝,并重新进行焊接。
4.检查焊接材料的质量核对焊接材料的合格证明,确认焊条、焊丝等材料是否符合规范要求。
检查焊材的焊缝成分是否符合要求,防止掺杂杂质和低质量材料的使用。
5.检查焊接设备和操作人员的合格性核实焊接设备的合格证明和检测报告,确认设备是否符合安全规范,并检查焊机调整情况。
对焊工进行操作证件的核查,确认焊工是否具备相关的操作技能和资质。
6.检查焊接接头的尺寸和装配质量测量焊接接头的尺寸,对比设计要求和焊接图纸,确认焊缝的尺寸是否符合要求,并对焊接接头的装配质量进行检查,确认各接头的位置和角度是否正确。
四、检查结果:经过现场检查,发现以下问题:1.焊接预制件的准确性和完整性存在一些问题,需进行整改;2.焊接工艺参数记录不完整,需补充;3.焊接接头存在一些外观缺陷,需重新进行焊接;4.焊接材料的焊缝成分不符合要求,需更换;5.一名焊工的操作证件过期,需更新。
3、管道管件现场焊接(熔接)检查记录
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
焊接施工检查记录
焊接施工检查记录一、施工概况本次焊接施工检查记录针对某工程项目的焊接施工进行,该项目是一个钢结构建筑工程。
焊接施工是该项目的重要工序之一,对于保证工程质量和安全性至关重要。
本次检查目的在于确保焊接施工符合相关标准和规范要求,及时发现和纠正施工中的问题,确保施工质量。
二、检查内容本次焊接施工检查内容包括但不限于以下方面:1. 焊接材料的合格证明和焊工的合格证书;2. 焊接设备和工具的合规性和合理性;3. 焊接工艺和参数的合理性和正确性;4. 焊接接头的准确位置和连接质量;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施是否到位;7. 焊接施工记录的完整性和准确性。
三、检查过程1. 检查焊接材料及焊工资质检查焊接材料的合格证明,确保焊接材料符合相关标准和规范要求。
其次,检查焊工的合格证书,确保焊工具备相应的技术和操作能力。
2. 检查焊接设备和工具检查焊接设备和工具是否符合安全要求,是否经过检测和维护,确保设备和工具的合规性和正常运行。
3. 检查焊接工艺和参数检查焊接工艺和参数是否符合设计要求,包括焊接方法、电流、电压、预热温度等参数是否正确设置。
4. 检查焊接接头和焊缝检查焊接接头的准确位置和连接质量,确保接头的位置符合设计要求,连接质量符合焊接标准。
同时,检查焊缝的外观质量和尺寸,确保焊缝的形状、宽度、高度等符合要求。
5. 检查焊接安全措施检查焊接过程中是否采取了必要的安全措施,如焊接区域的围挡、防护用品的佩戴、灭火器的配备等,确保焊接施工的安全性。
6. 检查焊接施工记录检查焊接施工记录的完整性和准确性,确保记录的内容包括焊接材料、焊工资质、焊接设备、工艺参数、焊接接头、焊缝质量等信息,并确保记录的真实性和可追溯性。
四、检查结果根据以上检查内容,本次焊接施工检查结果如下:1. 焊接材料和焊工的资质证明齐全,符合要求;2. 焊接设备和工具经过检测和维护,符合安全要求;3. 焊接工艺和参数正确设置,符合设计要求;4. 焊接接头的位置准确,连接质量良好;5. 焊缝的外观质量和尺寸符合要求;6. 焊接过程中的安全措施到位,保障焊接施工的安全性;7. 焊接施工记录完整准确,记录内容真实可追溯。