管道焊接检查记录
管道焊接检查记录
20#
φ89*4.5
51
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
52
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
53
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
54
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
55
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
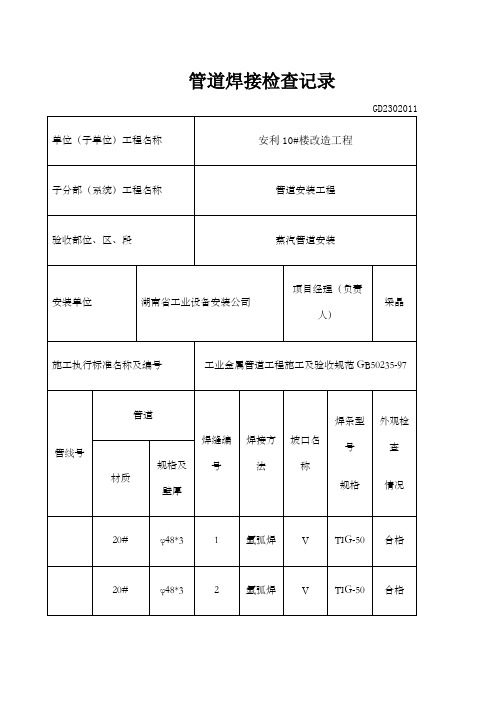
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
20#
φ89*4.5
34
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
35
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
36
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
37
氩弧焊
V
TIG-50
合格
20#
φ89*4.5
38
G403(管道焊接工作记录)资料
G403(管道焊接工作记录)资料工程概述该工程是一次针对某个化工厂的管道系统改造工程,主要包括调整现有的管道布局、更换部分管道材料以及对接电动阀门等工作。
在管道的更换和对接阀门等部分需要进行焊接作业。
本文档是针对本次工作中管道焊接工作的记录。
工作内容焊接设备本次管道焊接采用手工电弧焊接,焊接设备由焊机、氧燃气瓶、乙炔瓶、电缆以及焊接手套等配件组成。
焊机规格为800A,电缆长度为20m,乙炔瓶和氧燃气瓶各使用1个。
配件放置在焊接区域的隔离码头内,离焊接区域5m左右。
焊接前准备1.清理焊接区域,确保焊接区域干净整洁。
在距离焊接区域5m左右的地方设置焊接区域隔离码头。
2.加热所需的焊接材料及配件,包括焊丝、烟灰缸、钢丝钢刷、手电钻及其它工具。
3.准备焊接所需的防护设备,包括手套、手套外套、面罩、焊接服、护目镜及耳塞等。
焊接工作流程1.确定焊接区域,并对其进行喷灰处理。
2.用手电钻或钢丝刷等工具将管道表面清理干净,以获得良好的焊接表面。
3.使用搬运设备将焊机、氧燃气瓶、乙炔瓶、电缆及焊接手套等配件搬运至焊接区域并连接。
4.在进行焊接前,进行模拟塞口封堵及对焊口进行防护。
5.根据工艺参数设置焊接电流,调整焊接设备,开始进行手工电弧焊接工作。
6.完成焊接后,进行切割及去毛刺,对焊缝进行检查,并进行防腐处理。
7.清理焊接现场,及时存放和清理焊接设备及配件。
焊工日志日期工作人员工作时间(h)焊口编号焊接电流(A)焊接电压(V)距离(cm)规格(mm) 材料焊口位置备注8月1日张三8 WB342 140 24 10 Φ78*3.220# 安装前无8月2日李四6 AB343 130 23 11 Φ108*3.516MnR 加工后进行了焊缝探伤注:本次管道焊接共使用了3名焊工,相应地,每天工作时间也有所不同。
效果展示由于焊接过程中需要保持焊点良好和安全,部分焊接的过程需要通过焊接的文档进行记录。
在进行管道布局的更改的过程中,“G403(管道焊接工作记录)资料”文件的建立,不仅对效率的提升起到极大的帮助,同时对精度的保证提供根本性的保障。
10.4PE管热熔焊接检查记录
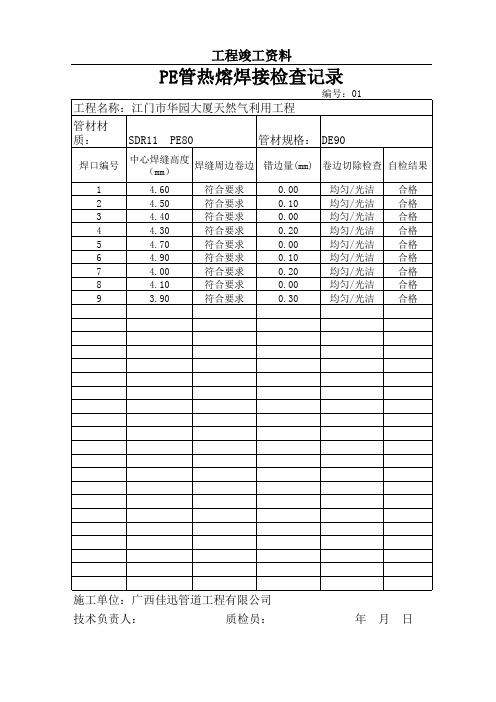
施工单位:广西佳迅管道工程有限公司 技术负责人: 质检员: 年 月 日
工程竣工资料
PE管热熔焊接检查记录
编号:01
工程名称:江门市华园大厦天然气利用工程 管材材质: SDR11 PE80 管材规格: DE90
焊口编号 1 2 3 4 5 6 7 8 9 中心焊缝高度 焊缝周边卷边 错边量(mm) 卷边切除检查 自检结果 (mm) 4.60 4.50 4.40 4.30 4.70 4.90 4.00 4.10 3.90 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 符合要求 0.00 0.10 0.00 0.20 0.00 0.10 0.20 0.00 0.30 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 均匀/光洁 合格 合格 合格 合格 合格 合格 合格 合格 合格
管道-管件现场焊接(熔接)检查记录
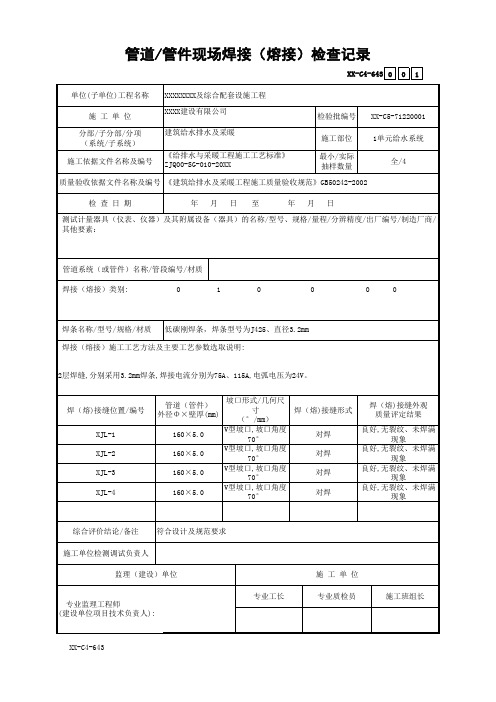
焊接(熔接)类别:
0
1
0
0
0
0
焊条名称/型号/规格/材质 低碳刚焊条,焊条型号为J425、直径3.2mm 焊接(熔接)施工工艺方法及主要工艺参数选取说明:
2层焊缝,分别采用3.2mm焊条,焊接电流分别为75A、115A,电弧电压为24V。
焊(熔)接缝位置/编号
XJL-1 XJL-2 XJL-3 XJL-4
管道(管件) 外径Φ×壁厚(mm)
坡口形式×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
160×5.0
V型坡口,坡口角度 70°
焊(熔)接缝形式
对焊 对焊 对焊 对焊
焊(熔)接缝外观 质量评定结果
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
良好,无裂纹、未焊满 现象
综合评价结论/备注 符合设计及规范要求 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
XX-C4-643
管道/管件现场焊接(熔接)检查记录
XX-C4-643 0 0 1
单位(子单位)工程名称 XXXXXXXX及综合配套设施工程
施工单位
XXXX建设有限公司
检验批编号 XX-C5-71220001
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
建筑给水排水及采暖
《给排水与采暖工程施工工艺标准》 ZJQ00-SG-010-20XX
施工部位
最小/实际 抽样数量
管道焊接检查记录
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
管道管件现场焊接(熔接)检查记录
六层T2梯间旁管井/GL1
DN110×3
坡口形式/几何尺寸 (°/mm)
一字型/DN110
焊(熔)接缝形式
焊(熔)接缝外观质 量评定结果
电热熔
饱满、连续、均匀
综合评价结论/备注:
施工单位
监理(建 设) 单位
符合设计和工 员)签名
专业质检员签名
试验员或班组长
项目专业监理工程师 (建设单位项目专业负责人)签 名:
管道/管件现场焊接(熔接)检查记录
单位(子单位)工程名称
分部/子分部/分项 (或系统/子系统)
检验批编号
所在的施工部位
施工依据文件名称及编 号
质量验收依据文件名称 及编号
检测日期:
年月日
至
年月日
最小/实际 抽样数量
25/25
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/ 其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别: :
/
/
/
塑料电熔焊
/焊
/
焊条名称/型号/规格/材质:
/
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚(mm)
管道焊接组对检查记录
工程名称:
序号 检查焊口编号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 检验人:管道组对焊接检查记录Fra bibliotek组对间隙
对接焊 承插焊 1~2.0 1.5~2.5
焊缝外观
撬装编号:
焊缝宽度 0.5~2.0
焊缝余高 0~2
咬边深度
焊缝 平滑度 凹凸小于
1.5
日期:
1.管道焊接组对按照《石油天然气建设工程施工质量验收规范站内工艺管道工程》SY4203-2016标准要求执 行,根据区域抽查不低于10%。 2.焊缝外观应该无飞溅、表面均匀整齐、不应存在有害焊瘤、凹坑、裂纹等。 3.咬边深度<0.3~0.5,且单个长度<30,在焊缝任何300mm连续长度内,咬边累计长度不应>50mm,累计长 度不应大于焊缝周长的15%。
管道管件现场焊接检查记录
管道管件现场焊接检查记录日期:XX年XX月XX日项目名称:XXX工程施工单位:XXX公司检查人员:XXX一、检查目的:1.确保现场焊接作业的质量符合相关标准和规范要求;2.发现并纠正焊接过程中可能存在的质量问题,确保焊接接头的完整性和可靠性。
二、检查内容:1.焊接预制件的准确性和完整性;2.焊接工艺符合规范要求;3.焊接接头的焊缝质量;4.焊接材料的质量;5.焊接设备和操作人员的合格性;6.焊接接头的尺寸和装配质量。
三、检查过程:1.检查焊接预制件检查焊接预制件的准确性和完整性,确认是否符合设计要求和工艺要求。
检查焊缝是否清理干净,是否有氧化层或污染等情况。
如发现问题及时进行整改。
2.检查焊接工艺核对焊接工艺文件,确认焊接工艺是否正确执行,包括焊接电流、电压、速度、焊接层数等参数是否符合规范要求。
检查焊接工艺参数记录是否准确、完整。
3.检查焊接接头的焊缝质量对焊接接头进行目视检查和无损检测,检查焊缝的牢固性、质量是否合格。
对焊缝进行外观检查,确认焊缝表面是否平整,是否有裂纹、缺陷、疤痕、气孔等问题。
如果存在问题,及时拆除焊缝,并重新进行焊接。
4.检查焊接材料的质量核对焊接材料的合格证明,确认焊条、焊丝等材料是否符合规范要求。
检查焊材的焊缝成分是否符合要求,防止掺杂杂质和低质量材料的使用。
5.检查焊接设备和操作人员的合格性核实焊接设备的合格证明和检测报告,确认设备是否符合安全规范,并检查焊机调整情况。
对焊工进行操作证件的核查,确认焊工是否具备相关的操作技能和资质。
6.检查焊接接头的尺寸和装配质量测量焊接接头的尺寸,对比设计要求和焊接图纸,确认焊缝的尺寸是否符合要求,并对焊接接头的装配质量进行检查,确认各接头的位置和角度是否正确。
四、检查结果:经过现场检查,发现以下问题:1.焊接预制件的准确性和完整性存在一些问题,需进行整改;2.焊接工艺参数记录不完整,需补充;3.焊接接头存在一些外观缺陷,需重新进行焊接;4.焊接材料的焊缝成分不符合要求,需更换;5.一名焊工的操作证件过期,需更新。
管道管件现场焊接(熔接)检查记录
焊(熔)接缝外观 质量评定结果
综合评价结论/备注 施工单位检测调试负责人
监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
专业工长
施工单位 专业质检员
施工班组长
商/
其他要素:
管道系统(或管件)名称/管段编号/材质 焊接(熔接)类别: 电弧焊 /氩弧焊 /气焊
/塑料热熔 焊
/塑料电熔接
/其 他
焊条名称/型号/规格/材质
焊接(熔接)施工工艺方法及主要工艺参数选取说 明:
焊(熔)接缝位置/编号
管道(管件) 外径Φ×壁厚
(mm)
坡口形式/几何尺 寸
(°/mm)
焊(熔)接缝形式
管道/管件现场焊接(熔接)检查记录
GD-C4-643
单位(子单位)工程名称 01
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据文件名称及编 号
施工部位
最小/实际 抽样数量
检查日期
年月日 至
年月日
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
45
氩弧焊
V
TIG-50
合格
20#
φ89*
46
氩弧焊
V
TIG-50
φ89*
54
氩弧焊
V
TIG-50
合格
20#
φ89*
55
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
34
氩弧焊
V
TIG-50
合格
20#
φ89*
35
氩弧焊
V
TIG-50
合格
20#
φ89*
36
氩弧焊
V
TIG-50
合格
20#
φ89*
37
氩弧焊
V
TIG-50
合格
20#
φ89*
38
氩弧焊
V
TIG-50
合格
20#
φ89*
39
氩弧焊
V
TIG-50
合格
20#
φ89*
40
氩弧焊
V
TIG-50
合格
20#
φ89*
41
氩弧焊
V
TIG-50
合格
20#
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ76*4
23
氩弧焊
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ48*3
1
氩弧焊
V
TIG-50
合格
20#
φ48*3
2
氩弧焊
V
TIG-50
合格
20#
φ57*
3
氩弧焊
V
TIG-50
合格
20#
φ57*
4
氩弧焊
V
TIG-50
合格
20#
φ57*
5
氩弧焊
V
TIG-50
合格
20#
φ57*
6
氩弧焊
V
TIG-50
合格
20#
φ57*
合格
20#
φ76*4
19
氩弧焊
V
TIG-50
合格
20#
φ76*4
20
氩弧焊
V
TIG-50
合格
20#
φ76*4
21
氩弧焊
V
TIG-50
合格
20#
φ76*4
22
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
管道焊接检查记录
GD2302011
单位(子单位)工程名称
V
TIG-50
合格
20#
φ48*3
24
氩弧焊
V
TIG-50
合格
20#
φ48*3
25
氩弧焊
V
TIG-50
合格
20#
φ57*
26
氩弧焊
V
TIG-50
合格
20#
φ57*
27
氩弧焊
V
TIG-50
合格
20#
φ48*3
28
氩弧焊
V
TIG-50
合格
20#
φ89*
29
氩弧焊
V
TIG-50
合格
20#
φ89*
30
氩弧焊
7
氩弧焊
V
TIG-50
合格
20#
φ57*
8
氩弧焊
V
TIG-50
合格
20#
φ57*
9
氩弧焊
V
TIG-50
合格
20#
φ76*4
10
氩弧焊
V
TIG-50
合格
20#
φ76*4
11
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
管道焊接检查记录
GD2302011
20#
φ76*4
12
氩弧焊
V
TIG-50
合格
20#
φ76*4
13
氩弧焊
V
TIG-50
合格
20#
φ76*4
14
氩弧焊
V
TIG-50
合格
20#
φ76*4
15
氩弧焊
V
TIG-50
合格
20#
φ76*4
16
氩弧焊
V
TIG-50
合格
20#
φ76*4
17
氩弧焊
V
TIG-50
合格
20#
φ76*4
18
氩弧焊
V
TIG-50
管道焊接检查记录
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
子分部(系统)工程名称
管道安装工程
验收部位、区、段
蒸汽管道安装
安装单位
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
合格
20#
φ89*
47
氩弧焊
V
TIG-50
合格
20#
φ89*
48
氩弧焊
V
TIG-50
合格
20#
φ89*
49
氩弧焊
V
TIG-50
合格
20#
φ89*
50
氩弧焊
V
TIG-50
合格
20#
φ89*
51
氩弧焊
V
TIG-50
合格
20#
φ89*
52
氩弧焊
V
TIG-50
合格
20#
φ89*
53
氩弧焊
V
TIG-50
合格
20#
湖南省工业设备安装公司
项目经理(负责人)
梁晶
施工执行标准名称及编号
工业金属管道工程施工及验收规范GB50235-97
管线号
管道
焊缝编号
焊接方法
坡口名称
焊条型号
规格
外观检查
情况
材质
规格及壁厚
20#
φ89*
56
氩弧焊
V
TIG-50
合格
20#
φ89*
57
氩弧焊
V
TIG-50
合格
20#
φ89*
58
氩弧焊
V
TIG-50
V
TIG-50
合格
20#
φ76*4
31
氩弧焊
V
TIG-50
合格
20#
φ76*4
32
氩弧焊
V
TIG-50
合格
20#
φ89*
33
氩弧焊
V
TIG-50
合格
安装单位检查评定结果
专业工长(施工员)
检测人员
项目专业质量检查员: 年 月 日
管道焊接检查记录
GD2302011
单位(子单位)工程名称
安利10#楼改造工程
φ89*
42
氩弧焊
V
TIG-50
合格
20#
φ89*
43
氩弧焊
V
TIG-50
合格
20#
φ89*
44
氩弧焊
V
TIG-50
合格
安装单位检查评定结果