压力管道焊接检查记录
压力管道焊接施工检查记录表

工程名称: 分项工程名称: 区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
法
报告号
检验员:年 月 日检验责任师:年 月 日
压力管道组对工序交接卡
工程名称: 分项工程名称: 区段:
管口编号
组对 时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
记录人:年 月日审核人: 年 月日
记录人:年 月 日审核人: 年 月日
压力管道角焊缝焊接自检记录
工程名称: 分项工程名称: 区段:
管段编号
焊口
编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气
焊瘤
飞溅
夹渣
焊工意见
记录人: 年 月 日 审核人: 年 月日
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区热
ºC
焊接规
压力管道焊接检查记录
压力管道焊接检查记录压力管道焊接检查记录简介压力管道是一种关键的工业设备,广泛应用于化工、石油化工、制药、食品、航空航天、电力、核电等领域。
压力管道的安全性直接关系到生产效益和工人的安全,因此,焊接是压力管道制造的关键环节。
在焊接过程中,必须严格控制焊接工艺参数和质量控制。
为了确保焊接接头的质量和安全可靠性,需要对焊接接头进行严格的检查和记录。
本文主要介绍压力管道焊接检查记录,包括对焊接接头进行的完整性检查、质量控制和报告生成等内容。
完整性检查焊接接头完整性是保证压力管道安全可靠运行的重要因素之一,因此,在焊接接头完成后,对其进行完整性检查是必要的。
完整性检查主要有以下几方面:1.外观检查:焊缝的外观应该是具有均匀光滑的表面,裂缝、破裂、崩缝、起泡或其他明显的缺陷都是不允许存在的。
2.尺寸检查:焊接接头应按照设计要求进行加工,因此,在完成焊接后,必须对其进行尺寸检查。
尺寸检查的主要目的是检查接头的尺寸是否符合设计标准。
3.无损检查:无损检查是除了视觉检查外,还需要使用其他非破坏性检测方法,如超声、X射线、涡流等方法,对接头进行检测,并记录检测的结果。
质量控制在焊接过程中,质量控制是非常重要的。
质量控制的主要目的是确保焊接接头的质量。
质量控制主要包括以下几个方面:1.焊接材料:焊接材料必须符合设计要求,包括焊丝、焊条等。
焊接材料的选择应根据设计要求和焊接接头的材料和环境条件进行选择。
2.焊接工艺参数:焊接工艺参数包括焊接温度、电流、电压、速度等参数。
焊接工艺参数必须被认真控制,以确保焊接接头的质量。
3.人员素质:焊接工人的操作素质,包括操作经验、技术水平、意识、责任心等因素都非常重要。
焊接工人必须将质量控制置于至高无上的地位,做到安全第一、质量第一。
报告生成完整性检查和质量控制完成后,需要对检查结果作出报告。
报告的生成应当包括以下几个方面:1.检测结果:报告需要清楚地记录焊接接头的检测结果。
2.异常情况:如果有任何异常情况,如缺陷、质量问题等,报告必须清楚地记录并作出相应的处理方法。
压力管道安装单位监督检查记录表
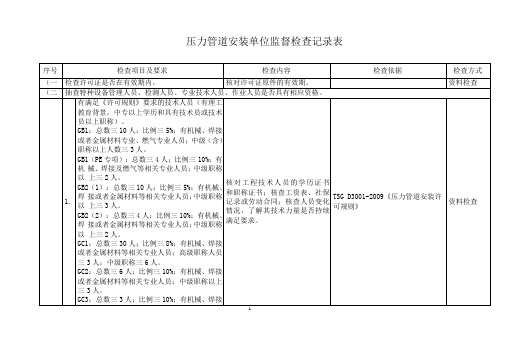
序号
检查项目及要求
检查内容
检查依据
检查方式
(一)
检查许可证是否在有效期内。
核对许可证原件的有效期。
资料检查
(二)
抽查特种设备管理人员、检测人员、专业技术人员、作业人员是否具有相应资格。
1.
有满足《许可规则》要求的技术人员(有理工 教育背景,中专以上学历和具有技术员或技术 员以上职称)。
核对许可证书、营业执照等资料 的变化情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(九)
发现的上次评审工作质量存在问题情况
现场检查、 资料检查
注:检查项目根据被检查单位的许可级别可删除不适用的内容,表中没有的级别要求也可根据《许可规则》修改相应要求。
GB2(2):总数三4人;比例三10%;有机械、焊 接或者金属材料等相关专业人员;中级职称以 上三2人。
GC1:总数三30人;比例三8%;有机械、焊接 或者金属材料等相关专业人员;高级职称人员 三3人;中级职称三6人。
GC2:总数三6人;比例三10%;有机械、焊接 或者金属材料等相关专业人员;中级职称以上 三3人。
TSG Z0004-2007《特种设备制造安 装改造维修质量保证体系基本要 求》
资料检查
(六)
最近一次评审提出的整改项目是否整改。
查阅最近一次评审的评审报告 并落实验证整改情况。
TSG Z0005-2007《特种设备制造安 装改造维修许可鉴定评审细则》
资料检查
(七)
抽查是否存在超出许可范围和许可有效期进行工 程项目施工的情况。
GC3:总数三3人;比例三10%;有机械、焊接
压力管道焊接施工检查记录表

压力管道角焊缝焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
压力管道的现场检查范本

压力管道的现场检查范本一、引言压力管道是工业生产中常见的重要设备之一,它承载着高压流体,若发生泄漏或爆炸等问题,将对工作人员和设备造成严重的危害。
因此,对压力管道进行定期的现场检查和维护工作是十分必要的。
本文将提供一份压力管道现场检查的范本,以帮助检查人员全面、有序地进行检查工作。
二、检查前的准备1. 熟悉设备:在进行现场检查之前,检查人员应该先对待检的压力管道设备进行充分的熟悉,了解其基本结构、工作原理和操作要点等方面的知识。
2. 检查工具准备:准备好所需的检查工具,如测压计、检查笔记本、摄像机等。
确保工具的可靠性和准确性。
三、现场检查内容1. 管道外观检查(1)检查管道的表面是否有明显的锈蚀、裂纹、变形、起皮等情况。
(2)检查管道的焊缝是否有漏焊、裂纹等缺陷。
(3)检查管道支架、支撑架是否稳固,有无松动、断裂等现象。
(4)检查管道附件(如阀门、法兰、接头等)的固定情况,有无松动、损坏、渗漏等情况。
2. 管道内部检查(1)检查管道的壁厚是否满足要求,有无明显的腐蚀、磨损等情况。
(2)检查内部管道的内径是否与设计要求相符,有无堵塞、积垢等情况。
(3)检查管道的余余裕度,是否满足扩张和收缩的要求。
(4)检查管道的筒体、换热、过滤等设备,有无损坏、堵塞等情况。
3. 压力检测(1)使用测压计对被检压力管道进行压力检测,确保压力是否在设计范围内。
(2)检查压力管道的安全阀是否正常工作,有无渗漏、松动等情况。
4. 监测设备(1)检查是否有用于监测压力、温度和流量等参数的设备,确保其正常工作。
(2)检查监测设备的连接是否牢固,有无松动、腐蚀等情况。
5. 相关记录(1)记录检查人员的工作人员姓名、检查日期和时间等基本信息。
(2)记录检查过程中的发现情况,包括管道外观、内部状况、压力检测结果等。
(3)如发现问题,应记录问题的性质、位置、影响范围和建议解决方案等信息。
四、检查后的处理1. 根据检查结果,及时整理和分析问题,制定相应的维修计划和措施。
3、管道管件现场焊接(熔接)检查记录
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
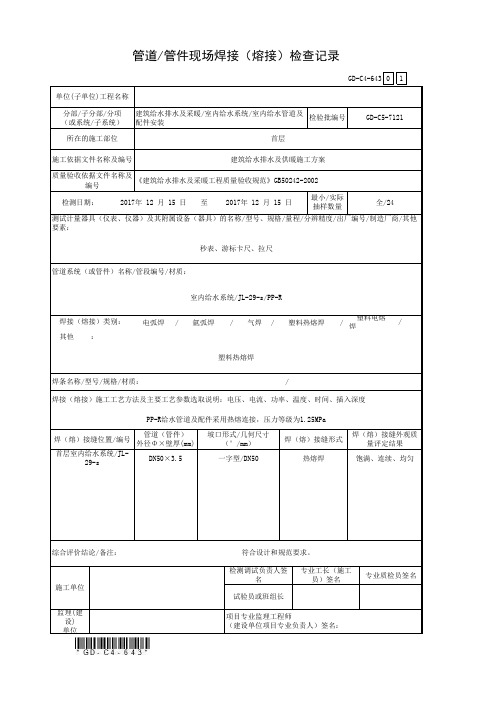
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
压力管道定期自行检查记录表

管道防腐或绝热层完好、无锈蚀、无脱落
压力表无过期、无破损,完好运行
设备 管道接头处焊缝无裂纹有效 本体
2 及配 弯头、接头连接可靠
件情 况 管道支架固定稳当,无倾斜
管道无泄漏、进出口阀件完好
管道出口无堵塞
压力、温度是否在允许范围内
3
运行 参数 仪器仪表数据显示是否与压力表、温度计
一致
巡检人
压力管道日常检查记录表
正常 √
不正常 ×
年
日
序 号
项目
内容
1 2 18 19 20 21 22 23 24 25 26 27 28 29 30 31
管道路线安全距离中无其他高温、高压设 备
1 环境 管道路线安全距离中无火源
管道上无其他悬挂物
压力管道焊接施工检查作业记录表(范本)
工程名称: 分项工程名称:区段:
管段编号
焊口 编号
质量标准
检查日期
咬边
焊道宽
错边量
余高
表面质量
气孔
焊瘤
飞溅
夹渣
焊工意见
记录人: 年月 日 审核人: 年 月 日
压力管道角焊缝组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录
焊工意见
压力管道角焊缝焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道焊接施工检查记录表
工程名称: 分项工程名称: 区段:
焊接作业指导书编号:
焊工代号
预热
ºC
焊接规范
外观检查
无损检测
备注
焊口编号
材质及规格
焊材牌号规格
电流A
电压V
线速度cm/min
方法
报告号
检验员:年月 日检验责任师:年月 日
压力管道组对工序交接卡
工程名称: 分项工程名称:区段:
管口编号
组对时间
质量标准
备注
钝边
间隙
错边量
坡口
自检记录焊工意见记 Nhomakorabea人:年月日 审核人: 年 月日
记录人:年月 日审核人: 年 月日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
客户苏州派克气体有限公司制造时间2015-3-10~2015-3-25 焊口形式固定焊口工程名称派克供气管道单位工程编号PK0225-3混合气制造标准NB/T 47014~47015-2011拍片比例/
焊材炉批号入库编号焊缝
编号
焊工
代号
焊接
日期
材质规格焊接方法焊接材料管线号
无损检测
报告编号G1 20# 32×3 GTAW ER50-6 <PG-01A021-25-L1B>
G2 20# 32×3 GTAW ER50-6 <PG-01A022-25-L1B>
G3 20#32×3GTAW ER50-6 <PG-01A023-25-L1B>
G4 20#32×3GTAW ER50-6 <PG-01A024-25-L1B>
G5 20#32×3GTAW ER50-6 <PG-01A025-25-L1B>
注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”;
2、焊工编号晏海华HG01 ,王元HG02,周伟 HG03,余小军HG04,
配管:带班:
年月日记录确认:
年月日
压力管道焊接记录
客户苏州派克气体有限公司制造时间2015-3-10~2015-
3-25
焊口形式固定焊口
工程名称派克供气管道PK02
25-1
乙炔
制造标
准
NB/T
47014~47015-2011
拍片比例100%RT
焊材炉批号入库编号焊缝
编号
焊工
代号
材质规格焊接方法
焊接材
料
管线号
无损检测
报告编号S1 20# 57×3.5 GTAW ER50-G<PG-01A001-50-L1B>
G1 20# 57×3.5 GTAW ER50-G<PG-01A001-50-L1B>
G2 20#57×3.5GTAW ER50-G<PG-01A002-50-L1B>
G3 20#57×3.5GTAW ER50-G<PG-01A002-50-L1B>
G4 20#57×3.5GTAW ER50-G<PG-01A003-25-L1B>
G5 20#57×3.5GTAW ER50-G<PG-01A004-50-L1B>
G6 20#57×3.5GTAW ER50-G<PG-01A004-50-L1B>
G7 20# 57×3.5GTAW ER50-G<PG-01A005-50-L1B>
G8 20# 57×3.5GTAW ER50-G<PG-01A005-50-L1B>
G9 20# 57×3.5GTAW ER50-G<PG-01A006-50-L1B>
G10 20# 57×3.5GTAW ER50-G<PG-01A006-50-L1B>
G11 20# 57×3.5GTAW ER50-G<PG-01A007-50-L1B>
G12 20# 57×3.5GTAW ER50-G<PG-01A008-50-L1B>
G13 20# 57×3.5GTAW ER50-G<PG-01A009-50-L1B>
G14 20# 18×3.5GTAW ER50-G<PG-01A009-50-L1B>
注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”;
2、焊工编号晏海华HG01 ,王元HG02,周伟 HG03,余小军HG04,
配管:带班:
年月日记录确认:
年月日
压力管道焊接记录
客户苏州派克气体有限公司制造时间2015-3-10~2015-3-25 焊口形式固定焊口
工程名称派克供气管道PK0225-1乙炔制造标准
NB/T
47014~47015-2011
拍片比例100%RT
焊材炉批号入库编号焊缝
编号
焊工
代号
材质规格焊接方法焊接材料管线号
无损检测
报告编号G15 20# 57×3.5 GTAW ER50-6 <PG-01A010-50-L1B>
G16 20# 57×3.5 GTAW ER50-6 <PG-01A010-50-L1B>
G17 20#18×3.5GTAW ER50-6 <PG-01A010-50-L1B>
G18 20#57×3.5GTAW ER50-6 <PG-01A011-50-L1B>
G19 20#57×3.5GTAW ER50-6 <PG-01A011-50-L1B>
G20 20#57×3.5GTAW ER50-6 <PG-01A012-50-L1B>
G21 20#18×3.5GTAW ER50-6 <PG-01A012-50-L1B>
G22 20# 57×3.5GTAW ER50-6 <PG-01A013-50-L1B>
G23 20# 57×3.5GTAW ER50-6 <PG-01A013-50-L1B>
G24 20# 18×3.5GTAW ER50-6 <PG-01A013-50-L1B>
G25 20# 57×3.5GTAW ER50-6 <PG-01A014-50-L1B>
G26 20# 57×3.5GTAW ER50-6 <PG-01A014-50-L1B>
注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”;
2、焊工编号晏海华HG01 ,王元HG02,周伟 HG03,余小军HG04,
配管:带班:
年月日记录确认:
年月日
压力管道焊接记录
客户苏州派克气体有限公司制造时间2015-3-10~2015-3-25 焊口形式固定焊口工程名称派克供气管道单位工程编号PK0225-2氩气制造标准NB/T 47014~47015-2011拍片比例/
焊材炉批号入库编号焊缝
编号
焊工
代号
焊接
日期
材质规格焊接方法焊接材料管线号
无损检测
报告编号G1 20# 32×3 GTAW ER50-6 <PG-01A011-25-L1B>
G2 20# 32×3 GTAW ER50-6 <PG-01A012-25-L1B>
G3 20#32×3GTAW ER50-6 <PG-01A013-25-L1B>
G4 20#32×3GTAW ER50-6 <PG-01A014-25-L1B>
G5 20#32×3GTAW ER50-6 <PG-01A015-25-L1B>
注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”;
2、焊工编号晏海华HG01 ,王元HG02,周伟 HG03,余小军HG04,
配管:带班:
年月日记录确认:
年月日
压力管道焊接记录
客户苏州派克气体有限公司制造时间2015-3-10~2015-3-25 焊口形式固定焊口工程名称派克供气管道单位工程编号PK0225-4压缩空气制造标准NB/T 47014~47015-2011拍片比例/
焊材炉批号入库编号焊缝
编号
焊工
代号
焊接
日期
材质规格焊接方法焊接材料管线号
无损检测
报告编号G1 20# 32×3 GTAW ER50-6 <PG-01A031-25-L1B>
G2 20# 32×3 GTAW ER50-6 <PG-01A032-25-L1B>
G3 20#32×3GTAW ER50-6 <PG-01A033-25-L1B>
G4 20#32×3GTAW ER50-6 <PG-01A034-25-L1B>
G5 20#32×3GTAW ER50-6 <PG-01A035-25-L1B>
注:1、固定焊缝在焊缝编号后加“G”、凸台焊缝加“D”、开孔支管焊缝加“T”、承插焊缝加“S”;
2、焊工编号晏海华HG01 ,王元HG02,周伟 HG03,余小军HG04,
配管:带班:
年月日记录确认:
年月日。