20万吨年渣浆乙炔气回收公用工程条件
2024年乙炔气生产企业安全环保管理细则(三篇)

2024年乙炔气生产企业安全环保管理细则为了贯彻国家环境保护法,加强我司环境保护工作的管理,全司全盘执行公司制定的安全组织架构模式,环保责任细化到每个班组及每个员工,再从细节入手,便于规范具体行为,特制定下列有关细则,凡违反每项细则,除责令整改外,还要给予____元/项的罚款,对造成污染事故的,追究法律责任。
1.对各单位辖区内的物料跑、冒、滴、漏,未采取治理措施的。
2.各单位内的环保设施(如:电石渣压滤机、渣浆回水冷却塔、应急池、脱硫除尘器、中和池等)没有鲜明标牌的3.运行的环保设施(如:双碱脱硫器、危废暂存间)无运行记录和台账的。
4.乙炔发生间渣浆排放明渠西侧的硅铁电石渣,不能超过____立方的堆放量,更不能任其流淌。
4酸塔排放的废酸,现场存放不能超过2桶。
5.电石渣浆池上清水不能外排。
6.事故应急池内,应为空池,不可做他用。
7.精馏残渣暂存间应做到信息明确,台账清楚,堆放整齐,定期转移。
8.各车间、各工段管理范围内的循环冷却水,不能泄露,必须全回收到循环池。
9.各单位的排水沟应保持沟内不能有影响通畅流水的异物,沟外的盖沟板全程整齐铺设,不能影响行车、行人。
10.烟囱排放,不能有除了白色烟气外的其他颜色的烟雾;加有脱硫装置的设备,保持正常运转,不能有刺激性气体排放。
11.在电石渣压滤房内,除了防风棚内有电石渣外,其他地方不能有散落现象。
12.垃圾池内,应经常保持少储存或零遗留,堆放的内容物不能超过总容积的2/313.由于管理不善,玩忽职守,造成危险品泄漏等污染事故的14.发生污染事故,应立即报告安环部或主管领导。
超过____小时不报的,按隐瞒事故论处。
2024年乙炔气生产企业安全环保管理细则(二)第一章总则第一条为确保乙炔气生产企业的运行安全和环境保护,促进行业可持续发展,根据相关法律法规和标准,制定本管理细则。
第二条本管理细则适用于生产乙炔气的企业。
第三条乙炔气生产企业应根据相关法律法规和本管理细则,建立完善的安全环保管理制度和相关措施。
《公共建筑节能(绿色建筑)工程施工质量验收规范》DBJ50-234-2016
( 7 ) 本 规 范 第 16.2.10 条 依 据 国 家 标 准 《 太 阳 能 供 热 采 暖 工 程 技 术 规 范 》 GB50495-2009 第 5.3.5 条的规定。
(8)本规范第 3.4.4 条为绿色建筑工程涉及的建筑环境与资源综合利用子分部工程 验收方式的规定。
本规范由重庆市城乡建设委员会负责管理,由重庆市建设技术发展中心(重庆市建 筑节能中心)、重庆市绿色建筑技术促进中心负责具体技术内容解释。在本规范的实施 过程中,希望各单位注意收集资料,总结经验,并将需要修改、补充的意见和有关资料 交重庆市建设技术发展中心(重庆市渝中区牛角沱上清寺路 69 号 7 楼,邮编:400015, 电话:023-63601374,传真:023-63861277),以便今后修订时参考。
建设部备案号: J13144-2015
DB
重庆市工程建设标准 DBJ50-234-2016Leabharlann 公共建筑节能(绿色建筑)工程
施工质量验收规范
Code for acceptance of energy efficient public building(green building) construction
(3)本规范第 1.0.4、3.1.2、11.2.4、22.0.6、22.0.7 条内容分别依据国家标准《建 筑节能工程施工质量验收规范》GB50411-2007 第 1.0.5、3.1.2 条、11.2.3、15.0.5、15.0.5 条等强制性条文要求。
电石渣浆回收乙炔气工艺流程示意图
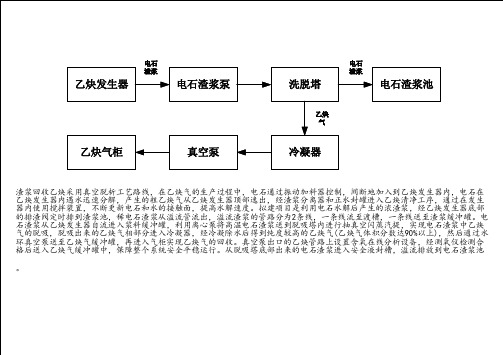
渣浆回收乙炔采用真空脱析工艺路线,在乙炔气的生产过程中,电石通过振动加料器控制,间断地加入到乙炔发生器内,电石在乙炔发生器内遇水迅速分解,产生的粗乙炔气从乙炔发生器顶部逸出,经渣浆分离器和正水封罐进入乙炔清净工序,通过在发生器内使用搅拌装置,不断更新电石和水的接触面,提高水解速度。
拟建项目是利用电石水解后产生的浓渣浆,经乙炔发生器底部的排渣阀定时排到渣浆池,稀电石渣浆从溢流管流出,溢流渣浆的管路分为2条线,一条线流至渡槽,一条线送至渣浆缓冲罐。
电石渣浆从乙炔发生器自流进入浆料缓冲罐,利用离心泵将高温电石渣浆送到脱吸塔内进行抽真空闪蒸汽提,实现电石渣浆中乙炔气的脱吸,脱吸出来的乙炔气相部分进入冷凝器,经冷凝除水后得到纯度较高的乙炔气(乙炔气体积分数达90%以上),然后通过水环真空泵送至乙炔气缓冲罐,再进入气柜实现乙炔气的回收。
真空泵出口的乙炔管路上设置含氧在线分析设备,经测氧仪检测合格后送入乙炔气缓冲罐中,保障整个系统安全平稳运行。
从脱吸塔底部出来的电石渣浆进入安全液封槽,溢流排放到电石渣浆池。
湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用研讨
湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用研讨摘要:本文针对湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用进行分析,介绍了此项技术的工艺原理,探讨了其工艺流程设计,并提出了具体的注意事项,希望能够为相关工作人员起到一些参考和借鉴。
关键词:湿法电石制乙炔;溢流渣浆;溶解乙炔;回收利用采用湿法电石工艺制乙炔,其收率可以达到86%左右,在具体的生产过程当中,乙炔损耗主要来自于自溢流渣浆中排除系统,如果采用负压解析和闪蒸方法没劲儿以将氢氧化钙上吸附的细微颗粒乙炔,在具体的解析和溶解过程当中,将乙炔从渣浆液水中闪蒸出来,从而对回收乙炔中的氧含量进行控制。
在完成此过程后,可以将其在系统当中进行回收和利用,使乙炔收率得到提高,有效的减少能源消耗,并降低企业自身的生产成本,避免对环境产生污染。
一、概述湿法电石制乙炔工艺技术目前已经发展的十分成熟,其撤出反应热量十分良好,而且可以确保反应平稳、过程安全,较容易控制。
在生产过程当中,所产生的杂质在溶解到电石渣浆水中带出系统,而在乙炔精制过程当中,不需要对酸洗和设备体积、占地面积以及总投入小等相关优点,因此在电石制乙炔工艺当中得到了广泛的应用。
而且,在具体的生产过程当中,其耗水量相对较大,反应收率也相对较低,湿法电石制乙炔的收率可以达到86%左右。
而对乙炔收率产生影响的因素具体包括电石发生气量、原料电石粒度以及发生器结构等。
在乙炔的生产过程当中,其损耗主要来自于自溢流渣浆中排出系统,而通过负压解析和闪蒸方法,可以将吸附在氢氧化钙细微颗粒的乙炔被解析和溶解在渣浆液水当中,从而将乙炔闪蒸出来。
将乙炔中氧含量进行回收和控制,并将其送回系统当中进行再利用,从而使乙炔收率提高,并降低能源的消耗和成本支出,同时还能够缓解环境的污染问题。
本文针对湿法电石制乙炔溢流渣浆中溶解乙炔的回收利用原理、工艺流程等进行分析,并探讨了具体的安全注意事项[1]。
二、工艺原理通过相关实验可以证明,在温度条件为80摄氏度时,压力条件为常压状态,湿法电石制乙炔溢流渣浆当中,乙炔的含量可以达到300-400mg/kg。
电石渣浆废水的回用方案

某公司有机分厂乙炔工段采用电石湿法生产乙炔,供聚乙烯醇(PVA)生产。
排放的电石渣浆废水经渣浆池沉淀后,上部清液排入公司污水管网,未经任何处理和其它污水混和后排放。
由于这部分污水碱性高、S2-、CODcr含量高,且流量大,是公司重点污染源。
近几年,聚乙烯醇产量大幅度提高,乙炔发生器排出的渣浆废水量增加了80%,高达37 m3/h,因此这部分渣浆废水对公司总排水水质的影响更加突出。
由于我公司污水排放点处于石家庄市饮用水河流的上游,按环保部门的要求,公司排水必须达到一级排放标准。
经考察、论证,确定采用渣浆废水闭路循环利用的方案,保证了公司总排水达到国家一级排放标准。
1 废水水量及水质电石渣浆废水不仅含有难以处理的乙炔气体。
S2-,而且pH值高,水质、水量具有随机性和多变性,被认为是处理难度较大、治理成本高的一类废水。
如果采用处理排放的处置措施则投入较大。
而乙炔发生器电石反应用水对水质要求不高,电石渣浆废水进行二级沉淀处理,去除其中的悬浮物后,完全可供电石反应用水使用。
水质见表1。
2 废水处理及回用工艺流程废水处理回用工艺流程如图1所示。
深井水与清净废水(含NaCIO,主要去除乙炔气体中的S2-)在冷却塔内冷却乙炔气体后,进人乙炔发生器。
乙炔发生器产生的渣浆废水进入渣浆收集池,再用泥浆泵输送到渣浆沉淀池,在池中进行沉淀处理。
上部清液经溢流进人竖流式二级沉淀池中,进行充分沉淀,使废水中Ca(OH)2微粒再次沉降,清液溢流入集水池,用清水泵送入乙炔发生器,与冷却塔废水混合后在乙炔发生器内与电石进行反应,使高PH、高S2-、CODcr废水得以闭路循环使用。
经二次沉淀深度处理的废水,水质得到显著提高,经生产运行证明,完全满足乙炔发生器内电石反应的工艺要求。
其水质见表2。
该项目完成后,用电石渣浆废水作为乙炔发生器电石反应用水,替代了大量的深井水,节约了水资源。
为保障生产安全、稳定运行,还需用少量深井水调节乙炔发生器反应过程中的温度达到工艺要求及乙炔发生器系统的水平衡。
乙炔生产过程中“三废”的回收利用情况分析

42
圆园19 年 1 月
中国氯碱 悦澡蚤灶葬 悦澡造燥则原粤造噪葬造蚤
晕燥援1 Jan.熏圆园19
乙炔生产过程中“三废”的回收利用情况分析
崔光辉 渊云南能投化工有限责任公司袁云南 昆明 650228冤
摘 要院介绍了乙炔生产过程中废次氯酸钠渊以下称废液冤尧电石渣浆尧上清液尧电石粉尘等综合回收
利用情况袁通过回收利用取得了较好的经济效益遥
(3)电石渣浆回用工艺流程方框图见图 2。
发生 工序 浓缩池
渣浆泵
板框式压滤机 皮带运输机
渣坝
滤液
滤饼
发生工序 上清液泵
框图
2.2 电石渣浆上清液的回收利用 (1)上清液的回收 经过压滤后的上清液即使达到“眼不见混”,其
pH 值仍高达 14,且水中硫化物等杂质含量均超过 国家的“三废”排放标准。对此,该公司设计出上清 液闭路循环工艺,将上清液进行循环使用,即将电 石渣浆压滤车间压滤出的上清液和渣坝上清液共 同排入上清液池,通过上清液泵打至地势较高的采 卤分厂上清液槽,通过压差或泵输送的方式利用于 发生工序。上清液长期循环使用的关键是上清液中 的 S、P 含量的积累。数据表明,循环使用过程中硫 离子实际质量浓度稳定在 1 800 mg/L 左右,因为电 石水解反应中,由于氢氧化钙的存在以及排放出的 乙炔气以鼓泡形式通过渣浆层,致使绝大部分硫 化物生成硫化钙沉淀进入电石渣中,所以不会出
第1期
崔光辉院乙炔生产过程中野三废冶的回收利用情况分析
43
废次氯酸 钠来自清 净一塔
冷却塔
循环泵
冷却塔喷淋 C2H2
废液冷却器
吹脱塔
浓次氯酸 钠来自烧 碱一分厂 浓次氯酸钠储槽
空气 吹脱鼓风机 浓次氯酸钠泵 浓次氯酸钠高位槽
固废资源化利用项目建议书(富氧侧吹炉)
XXXX股份有限公司固废资源化利用项目项目建议书编制二〇XX年X月XX日目录一、项目总述 (3)1.1 公司情况简介 (3)1.2 项目名称 (3)1.3 建设单位 (3)1.4 拟建地点 (3)1.5 建设内容 (4)1.6 建设期限 (4)1.7 项目投资及预期 (4)1.8 项目工作基本原则 (4)二、建设规模与产品方案 (5)2.1 项目建设规模 (5)2.2 产品方案 (5)三、建设条件分析 (5)3.1 政策环境分析 (5)3.2 惠州循环经济区优势分析 (5)3.3 金圆公司优势分析 (5)四、工艺技术方案 (6)4.1 熔炼 (7)4.2 富氧侧吹炉烟气处理 (8)4.3主要设备设施及建、构筑物 (10)五、环保措施及环境影响评价 (10)5.1 项目建设环保理念 (10)5.2 生产工艺中的环保措施 (10)5.3 项目主要环境影响因素 (11)5.4 环保管理 (12)5.5 项目环境影响总体评价 (12)六、原料、燃料及公用辅助设施建设 (12)6.1 原料来源 (12)6.2 燃料 (13)6.3 运输 (13)6.4 其他公辅设施 (13)6.5 项目配套设施 (13)6.6 安全防范措施、卫生、消防 (14)6.7 劳动定员 (14)七、项目建设进度安排 (15)八、投资概算与资金筹措 (15)8.1 投资概算 (15)8.2 资金筹措 (15)九、效益分析 (16)十、综合评价与结论 (16)一、项目总述1.1公司情况简介公司情况简介1.2项目名称固废资源化利用项目。
1.3 建设单位XXX有限公司本项目固废资源化利用部分在《国民经济行业分类》(GB/T4754-2017)中属于水利、环境和公共设施管理业(N 类)—生态保护和环境治理业(77)—环境治理业中类(772)—危险废物治理(7724)。
在《产业结构调整指导目录(2013 年修订本)》中属于鼓励类—三十八、环境保护与资源综合利用—20、“三废”综合利用及治理工程和28、再生资源回收利用产业化。
电石渣浆回收乙炔气运行总结
吴华 宇航化 工有 限 责任 公 司 ( 以下 简称 吴 华 宇 航 ) 以生 产氯 碱 和 P C 为 主 的化 工企 业 , 是 V 目 乙炔发 生 器 内 遇水 迅 速 分 解 , 生 的粗 乙炔气 从 乙炔 发生器 顶部 逸 出 , 产 经渣浆
产 能力烧 碱 5 5万 taP 0万 ta 其 中焦 作分 公 / 、 VC 5 /,
isr nn ng st ton.Pr b e so c r e rng t ra p r ton oft e ov r n a e ea — t u i iuai o l m c u r d du i heti lo e ai her c e i g plntw r na
1 2 电 石 渣 浆 的 分 析 .
着安 全 隐患 。为了有效 回收电石渣 浆中的 乙炔气 , 降 低电石消耗 , 约生产成 本 , 节 提高经济效 益 , 吴华 宇航
于 21 0 0年引进 了 1 O万 taP C 电石渣 浆 回收 乙炔 / V
在 电石渣 浆渡槽 内取样 分 析 , g电石 渣 浆含 1k
分离器 和正水 封进 入 乙炔 清 净 工序 ; 石水 解 后 的 电
浓渣浆 经 乙炔 发 生 器 底 部 的排 渣 阀定 时排 到 渣浆 池 , 电石渣浆则 从溢 流管 流至渡槽 , 稀 渣浆 池 内的浓 渣浆 由渣浆泵 打到渡槽 内和稀渣 浆混 合后 进 入沉 降 池, 经过重力沉 淀 、 分离和浓缩机 的搅拌 浓缩 , 池底 部 的浓电石渣浆 由渣浆输送泵输送 到板框压滤工序L 。 1 ]
乙炔气 约 1 0mg 由于渡槽 为 敞开式 结 构 , 温度 2 。 且 仍 较高 ( 约在 7 O℃ ) 已有部 分 乙炔 气 挥 发 ; 行业 , 而
解析电石渣浆中乙炔气回收利用技术
解析电石渣浆中乙炔气回收利用技术摘要:本文基于电石实发进行聚氯乙烯生产技术进行分析,结合当前对绿色环保提出的技术要求,以及国家大力推行的可持续发展战略作为着手点,首先探讨电石渣浆中乙炔损耗以及回收利用工艺流程,然后分析电石渣浆中乙炔气回收利用影响因素,最后针对电石渣浆乙炔气回收过程中可能存在的问题进行研究,并提出相应的解决措施,以供参考。
关键词:电石渣浆;乙炔气;回收前言:基于乙炔气生产的角度进行分析,对于湿法乙炔的生产方式,主要是通过发生器促使电石与水发生反应后形成乙炔,在反应过程中,促使大块电石表面与水两者产生反应,然后逐步应用小微粒电石进行反应。
但在实际乙炔生产中,电石渣浆中残留的乙炔气量非常高,如果不对此进行回收处理,必然会造成严重的资源浪费和环境污染问题,因此本文就电石渣浆中乙炔气回收利用技术进行分析,以供参考。
一、电石渣浆中乙炔损耗分析其一,小微粒电石没有完全发生反应,将电石加入反应器中,促使其与水产生反应,然后呈渣浆状态并逐步溢流至沉降池中,如果沉降池还是存在气泡情况,则表明其中存在没有完全发生反应的小微粒电石;其二,电石渣浆中乙炔溶解,电石与水发生反应后,会因此形成渣浆从溢流口排出来,但因电石渣浆中乙炔溶解状态存在过饱和,如果以850C为标准,对渣浆溶解乙炔量进行计算,实际上的损耗量非常大;其三,乙炔吸附于氢氧化钠,因电石与水两者反应生产电石渣浆,其中有一项组分就是氢氧化钙,其具有吸附强的特征,因此在生成乙炔过程中,有大量乙炔被吸附至氢氧化钙,然后跟随电石渣浆排至沉降池中;其四,在生成乙炔过程中,乙炔会在水中发生溶解,从而造成一定的损耗。
二、电石渣浆中乙炔气回收利用工艺流程分析关于电石渣浆中乙炔气回收流程具体如下:首先通过发生器下部位置,将电石渣浆排出来,然后在处于密闭、保温状态下的管道送至渣浆缓冲罐中,通过对其进行缓冲活化处理,将进行活化处理后的高温电石浆料经过渣浆泵送到脱析塔,这时候脱析塔上方即可通过真空泵进行抽气处理,抽气的目的在于促使脱析塔呈负压处于负压状态,以此借助汽提塔的闪蒸汽提作用,脱离电石渣浆中处于吸附、溶解状态下的乙炔气,再通过冷却器冷凝降温作用,将这部分经过脱析后的乙炔气中水分冷凝出来,经上述脱水处理后产生的乙炔气,可继续应用汽水分离器进行更深层次的净化处理,最终所获取的乙炔气纯度相对比较高,应用水环真空泵将上述生产出来的乙炔气传送至相应的乙炔气缓冲罐中,然后通过气柜即可完成乙炔气回收[1]。
电石渣浆中乙炔气回用中的问题.及应对措施分析
电石渣浆中乙炔气回用中的问题 .及应对措施分析摘要:现如今,在乙炔生产过程当中主要采用电石法。
而在电石法制乙炔的生产工艺中,电石渣浆往往会携带部分乙炔气,这不仅对乙炔的生产效率产生影响,而且还会造成环境污染问题。
对此,相关化工企业需要针对电石渣浆中的乙炔气,采取有效的回用技术,使该部分乙炔气能够得到回收与利用。
本文针对电石渣浆中乙炔气回用过程存在的问题进行分析,介绍了乙炔气回用的工艺原理,并提出具体的应对措施,希望能够为相关工作人员起到一些参考和借鉴。
关键词:电石渣浆;乙炔气回用;问题;应对措施结合电石渣浆中乙炔气的回用技术展开分析可以发现,在乙炔气回用过程当中还存在一些问题,不仅对乙炔气的回收利用效果产生影响,而且还存在许多安全问题,这需要相关技术人员针对乙炔气回收装置有效进行技术改造,并合理优化回用工艺流程,从而使电石渣浆中的乙炔气得到有效回收与利用,提高电石法制乙炔的生产效果。
一、电石渣浆中溶解的乙炔气在乙炔的实际生产过程当中会排出大量的电石渣浆。
结合实际生产情况进行分析,一吨电石与水发生水解反应后,所得到的湿电石渣浆可以达到6吨左右,其中含水质量分数主要在60%-80%,将其折合成干电石渣可以得到约1.2吨。
结合相关生产数据进行分析,大型湿式发生器当中的电石渣浆,具有较高的乙炔气体质量浓度,通常在300-400mg/kg。
对于湿法制乙炔的生产工艺而言,其具有较大的用水量,而其反应温度通常维持在85℃左右,在实际生产过程当中,乙炔具有较大的损耗量。
而且通过具体研究可以发现,当温度升高时,渣浆当中所溶解的乙炔气量相对较少。
但发生器在持续高温状态下,水解过程所产生的电石渣浆仍对大量乙炔气进行溶解,而对于这部分乙炔气进行分析,其往往自然挥发流失,不仅对环境造成污染,而且也给化工企业造成了相应的经济损失。
对此,为了使电石单耗得到降低,节约生产成本,需要对电石渣浆中的乙炔气进行有效回用[1]。
二、电石渣浆中乙炔气的回用工艺原理和流程(一)工艺原理在电石渣浆当中,乙炔气体的溶解度,需要受到温度与压力的影响,当控制不同的温度或者压力条件时,乙炔的水溶液饱和蒸汽分压具有较大差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20万吨PVC电石渣浆
回收乙炔气装置公用工程条件
1公用工程界区条件
给水排水
工艺水
自来水(用于首次开车补充水、渣浆泵及水环泵机封水)
进水温度:常温;压力:0.3MPa;最大用量:25m3/h;主管管径:DN50
软水(用于水环泵工作液补充)
进水温度:常温;压力:0.3MPa;最大用量:5m3/h;主管管径:DN50
循环冷却水(用于脱析气冷却)
进水温度:20℃;压力:≥0.3MPa;进回水压差≥0.15MPa;最大用量:300m3/h;
主管管径:DN250 支管管径:DN200
1.1.3 循环冷冻水(水环真空泵工作液冷却及在线含氧仪预处理)
进水温度:5℃;压力:≥0.3MPa;进回水压差≥0.15MPa;最大用量:25m3/h;
主管管径:DN80
供电
装置配电动力进线电压:380V、50Hz
装置配电照明进线电压:220V、50Hz
装置仪表电源电压: 24V、4~20mA
用电设备装机容量: 169.5KW
使用符合: 87.5KW
其中:真空泵单台37 KW/h(一开一备)
渣浆泵单台45 KW/h(一开一备)
安全槽搅拌电机5.5 KW/h ,另新增两台小泵正选型。
供气
氮气:装置检修置换用。
压力:0.3 MPa;主管管径:DN50
仪表空气:仪表执行机构用。
压力:0.4~0.7MPa;主管管径:DN50
2渣浆外管
渣浆进装置总管:DN500
渣浆出装置总管:DN400
3乙炔气管 DN100 预留接口在进乙炔气柜总管上。
武汉市徳塞克表面技术有限公司
2010年12月22日。