计算机控制液压同步提升技术在大型门式起重机安装中的应用
液压同步推进、提升技术在轧机牌坊吊装中的应用
架布 置在粗 、 轧机轨 座两侧 的基础上 , 精 塔架 主梁标
高为 2 .0 塔架 中心距 为 1 0 250m, 1 0 6 mm。
冶№
金
先在 建筑施工 中被广泛应 用…, 后被 冶金设备安 装施
工企 业借鉴 , 于安装 超大轧 机牌坊 , 得 良好 使用 用 取
效果 。某钢铁企业新建一 条厚板生产线 , 生产线 主 该
①塔 架滑 移基础 制作 。 由于要安 装传动侧 和操
作侧两 片牌 坊 , 塔架基础底 座需 做成可平移形式 。选 好塔 架基础 后 , 在基础 上铺设 临时混 凝土 , 先 由于滑 移 底 座 的 铺 设 需 横 跨 辊 道 冲 渣 沟 , 要 6 根 10 需 0 5 m ×10m ×800m m 5 m 0 m的 方 坯 铺 设 成 两 块 20 0 0
试提供便利 。 应进入塔 架并通过专用 吊具挂 住 , 然后液压提 升器开
始 提升 。在提 升过程 中 , 应该保持 牌坊 2 个方 向的水
( 上接 第 7 页) 6 墙壁相 对 的 3 个方 向各用 2 2 根 0工字 钢将底 座与墙壁连接 , 两底座相 对侧 再用 2 2 个 0 工字 钢联接起来 , 这样就可 以防止底座在水平方 向移动。 4 磨辊 间行 车的试 车检查 。在 牌坊 进场前 必须 ) 做好 磨辊 间 3 0 行车 的试 车检查 。先按正 规的验 收 5 t
用厚 度 3 m的钢板 焊接 挂耳安装在地脚螺栓 上做 8 0m
个锚 点 , 绳配 1 缆 0 导链调整 张紧度 。 t 2 液 压 同步推 进装 置 的设 置 。采 用 2 ) 台运输 小
车将牌坊从磨辊 间运输到主跨 , 在铺设 的轨道上滑移
运送 。小 车分前 、 2 , 部小 车支撑牌坊顶部 , 后 种 前 后
论计算机控制液压提升技术在屋盖网架提升中的应用
论计算机控制液压提升技术在屋盖网架提升中的应用摘要:计算机控制液压同步提升技术是一项新颖的构件提升安装施工技术,它结合采用柔性钢绞线承重、提升油缸集群、计算机控制、液压同步提升等原理,结合现代化施工工艺,将近万吨的构件在地面拼装后,整体提升到预定位置安装就位,实现大吨位、大跨度、大面积的超大型构件超高空整体同步提升,有力保证了施工进度和工程质量。
关键词:计算机液压泵提升原理经济效益在计算机进入网络的时代,把各自独立的计算机通过控制液压提升技术,并按照一定的协议相互访问,就能实现屋盖网架资源的共享。
计算机控制液压同步提升技术的核心设备采用计算机控制,具有全自动同步升降、实现力和位移控制、操作闭锁、过程显示和故障报警等多种功能,是集机、电、液、传感器、计算机和控制技术等于一体的现代化先进施工技术。
1 工程概况于家堡高铁站站房主体为“贝壳”穹顶式钢结构,穹顶长143 m,宽80 m,高24 m,是一个不规则的壳体,由36根正螺旋和36根反螺旋组成了单层网壳结构。
主体钢结构具有跨度大、吨位大、截面复杂和网壳线性控制难度大等特点,对现场安装及制作构建提出较高要求。
按照主站房的特点,单层网壳结构采用周围散拼,中间部位采用低位拼装整体提升一次到位。
根据壳体结构特点和整体提升计算要求共设置21个提升点,边缘17个提升点分别设置17个提升塔架,每个塔架上设置1台100 t油缸,网壳中间设置四个塔架,塔顶用圈梁连接,中间塔架上设置200 t油缸。
边缘一圈下吊点采用原有网壳节点板焊接耳板作为锚固结构;中间下吊点采用圈梁设置牛腿作为锚固结构。
于家堡站房屋盖提升总重约881.6 t。
总体布置如图1所示。
2 计算机控制液压同步提升系统2.1 系统组成计算机控制液压同步提升系统由钢绞线及提升油缸集群(承重部件)、液压泵站(驱动部件)、传感检测和主控计算机(控制部件)等组成。
2.2 系统特点(1)先进的电液比例控制技术,通过电液比例控制技术,实现液压提升中的同步控制,控制精度高;例如:在国家数字图书馆钢结构整体提升工程中,共布置28个同步提升吊点,使用64台提升油缸,应用电液比例控制技术,各点之间的同步控制精度在±2 mm内。
LSD液压同步提升系统在船厂龙门起重机安装工程中的应用

Eq i me tM a u a t rn c n l g No 1 2 0 u p n n f c u i g Te h o o y ・ ,0 6
L D 液压 同步提 升 系统在船 厂 S 龙门起 重机安 装工程 中的应用
李兴 奎 , 秋萍 , 甘 刘 文, 朱廷 志 , 肖朝辉 ( 柳州 欧维姆 机 械股 份有 限公 司 ,4 0 5 5 50 )
与下放 。 技术在 青 岛北 海 船厂 2 0 龙 门起重 机安 此 0t 装 中得到 了充分应 用 , 利完 成 了工 程 。 顺
轮组 复 杂 , 易实 现 自动 同 步控 制 、 确 调 整 就 更 不 精
难 , 且钢 丝绳对 电火 花 比较敏 感 , 而 吊装 过程 中不能
焊接 , 加上 卷扬 机悬 吊重 物不能 长 时间停 留于空中 , 因而 此 施工 方 法难 以实 现倒 装 法 施工 , 门起 重 机 龙 的大 型结构 件 只能在 工地 加工 , 大 了施 工难 度 , 加 且 难 以保证 质量 。
在2 0世 纪9 0年 代 , 随着 国 内液压提 升技 术的兴
1 工 程 概 况
青 岛北 海 船 厂 座 落 于 青 岛 市 黄 岛 区薛 家 岛 海 滨 , 2 0 x1 1 造 船龙 门 起 重 机 为单 主梁 、 其 0t 3m 中吨
位、 大跨度 门式 起重机 。该 起 重机 主要 由门架结构 ,
收 稹 日期 :O 5 8 9 2O 一O 一O 5 2
维普资讯
维普资讯
Eq p e a f c urn c ui m ntM nu a t i g Te hno o y No. 2 06 lg 1, 0
文献标识鹆: B
文章编号 :62 5 5 20 )1 05 -0 17 - 4X(06 0 - 0 2 4
超大型钢连廊结构液压同步提升技术分析
超大型钢连廊结构液压同步提升技术分析摘要:液压同步提升技术是一项新颖的构件提升安装施工技术,它采用柔性钢绞线承重、提升油缸集群、计算机控制、液压同步提升新原理,结合现代化施工工艺,将成千上万吨的构件在地面拼装后,整体提升到预定位置安装就位,实现大吨位、大跨度、大面积的超大型构件超高空整体同步提升。
本文以工程实例介绍“浅谈超大型结构液压同步提升技术”,为今后工作提供借鉴参考。
关键词:钢连廊结构;整体提升;施工技术1工程概况某项目钢连廊结构在33层(标高137.04m)以上平面转换为钢结构体系和悬挑钢结构体系,在空中合拢为L型空间结构体系,共有7层。
钢连廊结构的自身高度约为25.65m,从结构的137.04m开始,一直延伸到塔楼的屋面层,即162.69m,由两栋平面上互相垂直的主塔楼延伸的悬挑结构交错而成,其中北侧塔楼悬挑结构长度为41.2m,西侧塔楼悬挑结构长度为26m。
整个悬挑连廊总重约2500吨,本次提升的总重量约为1700t。
根据本工程连廊结构特点,拟采用“超大型结构液压同步提升技术”进行连廊结构的安装。
连廊结构在地面拼装为整体,在两座塔楼的屋面层(标高+162.67m)设置提升上吊点,共设置5组吊点,每组提升吊点设置1组液压提升器,分别布置在连廊的提升单元的14线和K轴.2计算机控制液压同步提升技术2.1同步提升原理液压提升系统主要由液压提升器、液压泵源系统、计算机同步控制及传感检测系统组成。
“液压同步提升技术”采用液压提升器作为提升机具,柔性钢绞线作为承重索具。
液压提升器为穿芯式结构,以钢绞线作为提升索具,有着安全、可靠、承重件自身重量轻、运输安装方便、中间不必镶接等一系列独特优点。
液压同步提升施工技术采用传感监测和计算机集中控制,通过数据反馈和控制指令传递,可全自动实现同步动作、负载均衡、姿态矫正、应力控制、操作闭锁、过程显示和故障报警等多种功能。
2.2提升同步控制策略控制系统根据一定的控制策略和算法实现对钢连廊单元整体提升(下降)的姿态控制和荷载控制。
《超大型龙门起重机整体提升安装施工工法》简介
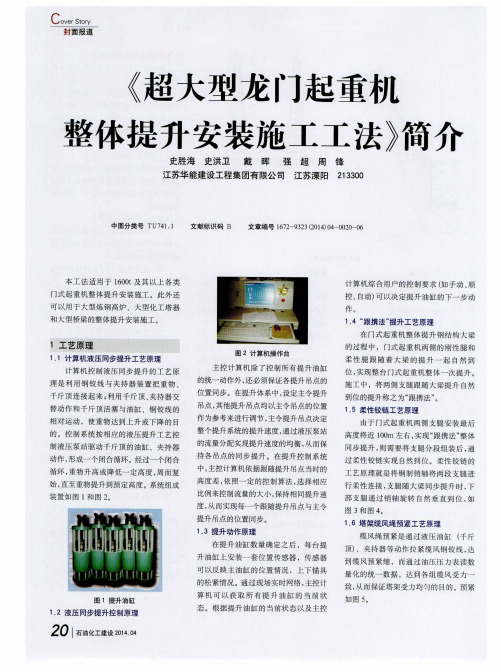
提升油压装置及管路安装、 调整 广 1计算机及控制系 统安装、 连 接、 调整 r ] 提升辅助设备安装
提升、 控制系 统装置 检查 调整 广 1 提升控制系 统联动调试 广1 门式起 重机大梁 构件 进场 大梁 组合安 装 r. I大梁上下小 车就位并固 定 r 1 大梁离地提升。 并检查全系 统及设备安装状态
提升塔架安装过程如 图 9 。
3 . 2提升塔架的安装
3 . 2 . 1塔 架 基 础 布 置 本 工 法 确 定 整 体提 升 基 础 布 置 按 工 程 现 场情 况 灵 活确 定 ,但 必 须保 证 安 全
生 产 和流 水 作 业方 便 。
近越 对称 越好) , 保持 相 同的 流速 , 并控
由于 门式起重机两 侧支腿安 装最后
高度将近 1 0 0 m 左右 , 实现“ 跟携法 ” 整 体
同步提 升 , 则 需要将 支腿 分段组装 后 , 通 过柔性 铰链实现 自然到位 。柔性 铰链 的 工艺 原理就是将钢 制销轴将两 段支腿进
行 柔性 连 接 , 支腿随大 梁同步提升 时 , 下
1工 艺原理
1 . 1计 算机液压 同步提升工艺原理
计算机控 制液压 同步提 升的工艺 原 理是 利用 钢铰 线与 夹持器 装置 把 重物 、 千斤顶 连接起来 ; 利用千斤 顶、 夹持器交 替动作和 千斤顶活 塞与油缸 、钢铰 线的 相对运动 ,使重物 达到上升 或下降的 目 的 。控 制系统按相 应的液压提升 工艺控 制液 压泵站驱 动千斤顶 的油缸、夹持器 动作 , 形成一个闭合循环。经过一个 闭合 循环 , 重物升 高或降低一 定高度 , 周而复 始, 直至重物提升到预定高度。系统组 成
处, 选择适 当的位置 , 安 装 1台 激 光 测 距
大型龙门起重机整体液压提升技术

大型龙门起重机整体液压提升技术作者:张美瑜来源:《城市建设理论研究》2013年第10期摘要:随着国内、外工业化工程建设和生产设备的飞速发展,大型化、重型化设备如塔器、反应器、大型门式起重机设备等的制造,对吊装工程技术的要求也越来越高,在采用多台大型起重机械抬吊也满足不了吊装需要的情况下,传统吊装技术和起重设备吊装受到各种因素的限制,这些趋势对大型设备吊装产生了新的需求,采用设备整体液压提升吊装技术就显得十分重要了。
某船厂新建350t×L165m×H70M龙门起重机,起重机总机质量为2800吨,吊装质量为2500吨,采用了3000吨级的龙门塔架和计算机控制液压同步整体提升技术进行吊装。
中图分类号: TH21 文献标识码: A 文章编号:一、工程概况:某船厂新建350t×L165m×H70M龙门起重机,起重机总质量为2800吨,主要由主梁、上小车、下小车、刚性腿、柔性腿及行走机构等构件组成,轨道间距为165m。
该龙门起重机主梁为双梁箱形,长175米×宽10米×高9.2米,主梁上表面标高约为80米,吊装重量约为2500吨;龙门吊刚性腿设计为一字形变截面箱形,与主梁焊接固定;柔腿设计为人字型,由顶部A字头、腿管和下横梁等组成,与主梁通过铰支座连接。
二、吊装方案确定:1、方案思路由于该龙门起重机安装高度为80米,自重大,如果分件吊装工作量大,高空作业增加,存在较大的质量、安全施工风险。
在总结国内其它大型龙门起重机安装的成功经验和教训,参考国内外同行的施工方法的优点,考虑施工时允许占用的场地、允许的施工周期、尤其是施工安全等因素,经过多方面综合考虑和分析计算,本工程安装采用双门塔架多锚点集群液压千斤顶整体提升技术进行吊装。
将主梁、刚性腿、柔性腿、上下小车、维修吊等一同提升到位,同时采用大型履带起重机进场配合安装。
这样将大大降低安装施工难度,于质量、安全和工期等都有利。
液压同步回路在起重机械中的应用

液压同步回路在起重机械中的应用彭飞; 郭敬甫; 刘新生; 杨晓辉【期刊名称】《《起重运输机械》》【年(卷),期】2019(000)013【总页数】6页(P135-140)【关键词】起重机械; 液压; 同步系统【作者】彭飞; 郭敬甫; 刘新生; 杨晓辉【作者单位】纽科伦(新乡)起重机有限公司新乡 453000【正文语种】中文【中图分类】TH2180 引言同步运动是指两个或者两个以上部件具有相同的运动状态,最主要的同步标志是位移和速度相同。
随着科学技术的发展,自动化水平日益提高,液压同步技术以其功率密度大,动作平稳等优点越来越多地应用到各种起重设备中,液压同步技术已成为现代化建设中不可或缺的一项技术。
1 液压同步回路的组成液压同步回路与其他液压系统组成类似,都由液压源、执行元件、管路附件等构成。
液压同步回路可以看做流量调节回路的一种特殊情况,同步回路的参数匹配、元件选型对回路同步精度[1]有较大的影响。
2 常用液压同步回路常用液压同步技术主要有机械限制强制同步、节流调速同步、同步阀同步、液压同步马达同步、液压缸串联同步、比例阀调节同步和数字阀调节同步。
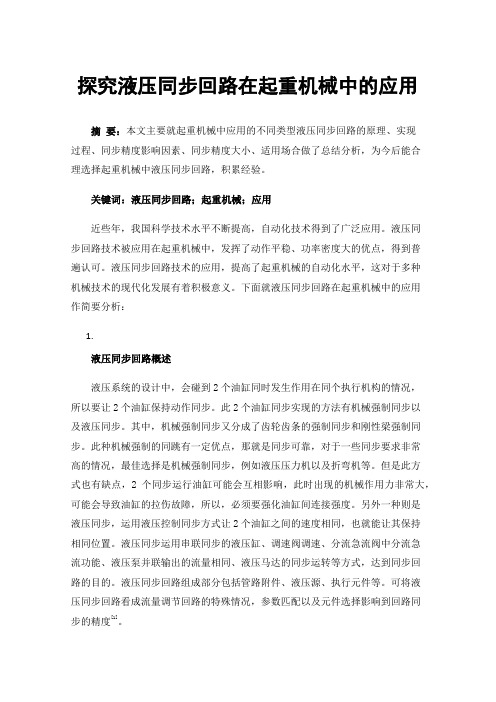
2.1 机械限制强制同步如图1所示机械限制强制同步回路是通过机械结构连接运动部件,达到同步运动的目的。
该同步回路结构简单,所用阀件少,成本低,但要求相应的机械结构有较强的刚度,相对运动的部件之间间隙要合理,一般机械限制强制同步回路同步精度约为5%,机械配合精度对同步精度的影响较大,相对运动部件的配合精度越高,系统的同步精度也越高。
适用于同步精度要求不高、液压缸相距近、机械连接刚度较强的场合。
图1 机械限制强制同步回路原理图公司近期研发的自攀爬风电维修起重机项目中应用了机械限制强制同步回路。
如图2所示外筒与内筒之间有可调滑块,外筒与内筒配合紧密并且可以相对滑动,平台固定在外筒上,液压缸活塞杆端通过销轴连接在外筒两侧,液压缸尾部通过销轴连接在内筒两侧,液压缸伸缩带动内外筒相对运动进而带动平台上下运动,外筒与两个液压缸销轴耳板焊接在一起形成刚性连接,强制两个液压缸同步运动。
探究液压同步回路在起重机械中的应用
探究液压同步回路在起重机械中的应用摘要:本文主要就起重机械中应用的不同类型液压同步回路的原理、实现过程、同步精度影响因素、同步精度大小、适用场合做了总结分析,为今后能合理选择起重机械中液压同步回路,积累经验。
关键词:液压同步回路;起重机械;应用近些年,我国科学技术水平不断提高,自动化技术得到了广泛应用。
液压同步回路技术被应用在起重机械中,发挥了动作平稳、功率密度大的优点,得到普遍认可。
液压同步回路技术的应用,提高了起重机械的自动化水平,这对于多种机械技术的现代化发展有着积极意义。
下面就液压同步回路在起重机械中的应用作简要分析:1.液压同步回路概述液压系统的设计中,会碰到2个油缸同时发生作用在同个执行机构的情况,所以要让2个油缸保持动作同步。
此2个油缸同步实现的方法有机械强制同步以及液压同步。
其中,机械强制同步又分成了齿轮齿条的强制同步和刚性梁强制同步。
此种机械强制的同跳有一定优点,那就是同步可靠,对于一些同步要求非常高的情况,最佳选择是机械强制同步,例如液压压力机以及折弯机等。
但是此方式也有缺点,2个同步运行油缸可能会互相影响,此时出现的机械作用力非常大,可能会导致油缸的拉伤故障,所以,必须要强化油缸间连接强度。
另外一种则是液压同步,运用液压控制同步方式让2个油缸之间的速度相同,也就能让其保持相同位置。
液压同步运用串联同步的液压缸、调速阀调速、分流急流阀中分流急流功能、液压泵并联输出的流量相同、液压马达的同步运转等方式,达到同步回路的目的。
液压同步回路组成部分包括管路附件、液压源、执行元件等。
可将液压同步回路看成流量调节回路的特殊情况,参数匹配以及元件选择影响到回路同步的精度[1]。
1.液压同步回路在起重机械中的应用2.1机械限制强制同步机械式同步回路的结构非常简单,因使用阀件比较少,所以成本比较低,可是需要机械结构刚度高,运动部件间的间歇必须合理,通常情况下,此种同步回路的精度设定为5%,可见机械配合精度会在很大程度上影响同步精度,运动部件配合精度高,系统同步精度高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计算机控制液压同步提升技术在大型门式起重机安装中的应用江阴职业技术学院沈杏林摘要:介绍了计算机控制液压同步提升技术在大型门式起重机安装项目中的应用,并对系统组成、同步提升控制原理及动作过程、提升载荷的确定、提升液压缸和液压泵站及计算机控制系统的布置、提升吊点同步控制的措施等进行了详细叙述,为实现大吨位、大跨距、大面积的超大型构件超高空整体同步提升提出了一个解决办法。
关键词:门式起重机;计算机控制;液压同步;超高空整体同步提升Abstract:1hiBpaperpresentscomputercotmolledhydraulicsynchn)zfization|i缸ngtcctmologyappliedinimtaJlingof18咿萨mrycrmae,c-,删fion,synchnmi刎onlifting皿ncipIc删operation,liftingloaddetenmnalion,layoutoflj刊嘴cylinder,pumpstationandcomputercontrolsystem,船吨poi池一sylldlronizationco“呲吨咐a吼n鹄姗出面hedindetail.It州de8solutiontosuper—IIi曲synchronizationliftla学tonnage,largespanandsuper~JⅢ铲equipment.Keywords:目m竹crane;computercont.1;bydⅢ止csynchnmi目fion;super—higllsync㈥onlifting1计算机控制液压同步提升技术1.1计算机控制液压同步提升技术简介计算机控制液压同步提升技术采用柔性钢绞线承重、提升液压缸集群、计算机控制、液压同步提升新原理,结合现代施工工艺,整体提升到预定位置安装就值。
实现大吨位、大跨距、大面积的超大型构件超高空整体同步提升。
其核心设备采用计算机控制,可以全自动完成同步升降、负载均衡,姿态校正,实现力和位移控制、操作闭锁、过程硷示和故障报警等多种功能。
液压提升系统由提升液压缸、承重钢铰线、液压泵站、传感测量系统和计算机控制系统组成,是集机、电、液、传感器、计算机和控制技术于一体的现代化先进设备。
计算机控制液压同步提升技术的特点:(1)通过提升设备扩展组合,提升重量、跨度、面积不受限制;(2)采用柔性索具承重,只要有合理的承重吊点,提升高度与提升幅度不受限制;(3)提升液压缸锚具具有逆向运动白锁性,使提升过程十分安全,并且构件可在提升过程中的任意位置长期可靠锁定;(4)提升系统具有毫米级的微调功能,能实现空中垂直精确定位;(5)设备体积小,自重轻,承载能力大,特别适宜于在狭小空问或室内进行大吨位构件提升;(6)设备自动化程度高,操作方便灵活,安全性好,可靠性高,适应呵广,通用性强。
1.2系统组成计算机控制液压同步提升系统由钢绞线及提升液压缸集群(承重部件)、液压泵站(驱动部件)、传感检测及计算机控制(控制部件)和远程监视系统等部分组成。
(1)钢绞线提升液压缸是系统的承重部件,用来承受提升构件的重量。
用户可以根据提升重量(提升载荷,的大小配置提升液压缸的数量,每个提升吊点中液压缸可以并联使用。
现以900t门式起重机的安装为例,介绍系统组成的主要部件:该机的整机重量约为4600t,轨道跨距168m,提升重量约为4200t,提升净高度为76m。
该工程采用350t提升液压缸,为穿芯式结构。
钢绞线采用高强度低松弛预应力钢绞线,工程直径为15.24firm,抗拉强度为1860N/nun,破断拉力为260.7kN,伸长率在1%时的最小载荷221,5kN,每米重量为1.1kg。
钢绞线符合标准ASTMA416—87a,其抗拉《起重运输机械》2007(1强度、几何尺寸和表面质量都得到严格保证。
(2)液压泵是提升系统的动力驱动部分,它的性能及可靠性对整个提升系统稳定可靠工作影响最大。
在液压系统中,采用比例同步技术,这样可以有效地提高整个系统的同步调节性能。
(3)传感检测主要用来获得提升液压缸的位置信息、载荷信息和整个被提升构件空中状态信息,并将这些信息通过现场实时网络传输给主控计算机。
这样主控计算机可以根据网络传来的液压缸位置信息决定提升液压缸的下一步动作。
同时,主控计算机也可根据网络传来的提升载荷信息和构件状态信息决定整个系统的同步调节量。
1.3同步提升控制原理及动作过程(1)同步提升控制原理主控计算机除了控制所有提升液压缸的同步动作之外,还必须保证各个提升吊点的位置同步。
在提升体系中,设定主令提升吊点,其他提升吊点均以主令吊点的位置作为参考进行调节,故都是跟随提升吊点。
主令提升吊点决定整个提升系统的提升速度,操作人员可根据泵站的流量分配和其他因素来设定提升速度。
根据现有的提升系统设计,最大提升速度不小于5m/h。
主令提升速度的设定是通过比例液压系统中的比例阀来实现的。
在提升系统中,每个提升吊点下面均布1台激光测距仪,存提升过程中这些激光测距仪可随时测量当前构件高度,通过现场实时网络传送给主控计算机。
‘每个跟随提升吊点与主令提升吊点的跟随情况可用激光测距仪测量的高度差反映。
主控计算机可根据提升吊点当前的高度差,依照一定的控制算法来决定相应比例阀的控制量大小,实现每个跟随提升吊点与主令提升吊点的位置同步。
为了提高构件的安全性,在每个提升吊点都布置了压力传感器,主控计算机可以通过现场实时网络检测每个提升吊点的载荷变化情况。
如果提升吊点的载荷有异常的突变,则计算机会自动停机,并报警示意。
(2)提升动作原理提升液压缸数量确定之后,每台提升液压缸上安装一套位置传感器,传感器可以反映主液压缸的位置情况、上下锚具的松紧情况。
通过现场实时网络,主控计赞机可以获取所有提升液压缸的当前状态。
根据提升液压缸的当前状态,主控计算机综合《起重运输机械》2007(11)用户的控制要求(例如,手动、顺控、自动)可决定提升液压缸的下一步动作。
提升系统上升时,提升液压缸的工作流程见图l,提升系统下降时,提升液压缸的工作流程见图2。
融畦匿眙l劐F锚停I圆下锚紧l重j下锚嵯咧下锚停图2提升系统下降流程图①提升系统上升流程a.荷重伸缸上锚紧,下锚停,主液压缸伸缸,被提构件可提升一段距离。
b.锚具切换主液压缸伸到底,停止伸缸,下锚紧,上锚停。
c.空载缩缸上锚停,下锚紧,主液压缸缩缸,被提构件在空中停止一段时间。
d.锚具切换主液压缸缩到底,停止缩缸,上锚紧,下锚停,重复第1步。
②提升系统下降流程a,荷重缩缸上锚紧,下锚松,主液压缸开始缩缸,被提升构件可下降一段距离。
b.锚具切换主液压缸缩缸至距下极限还有--d'段距离,停止缩缸,下锚紧,上锚停。
c.缩缸拔上锚主液压缸再缩缸一小段距离,可松开上锚。
d.空载伸缸上锚松,下锚紧,主液压缸伸缸至距上极限还有--d'段距离,停止伸缸。
e.锚具切换上锚紧,下锚停,主液压缸无动作。
f.荷重伸缸,拔下锚上锚紧,主液压缸再伸缸--d,段距离,松下锚。
重复第1步。
2提升载荷确定以上述900t门式起重机的安装方案为例,确定提升载荷。
上述提升系统要提升的构件包括大梁、刚性腿(不包括行走机构)、A字头、上小车和下小车。
在考虑提升系统的提升能力时,应充分考虑其他不定因素,所以该系统的实际提升能力应大于5250t。
3提升液压缸的布置在提升载荷确定之后,根据结构空间位置来确定提升液压缸的数量,布置提升液压缸的位置。
在900t门式起重机提升工程中,采用16台350t提升液压缸,分gⅡ布置在4副门架上,每副门架上对称布置4台提升液压缸。
每台提升液压缸的平均载荷为262.5t,这样提升液压缸的储备系数为1.33。
每台提升液压缸中使用31根纲绞线,每根纲绞线承受的平均载荷为8.47t,这样每根纲绞线的利用系数仅为32.6%。
4液压泵站的布置根据提升液压缸的数量和位置,以及要求的提升速度来布置液压泵站。
液压泵站的布置应遵循:泵站提供的动力应能保证足够的提升速度;就近布置,缩短油管管路;提高泵站的利用效率等原则。
在本次提升工程中共使用4台泵站。
每台泵站驱动4台提升液压缸。
每台泵站的额定流量为16ml/min,提升系统的最高提升速度可达5m/h。
5计算机控制系统的布置5.1传感器的布置(1)长距离传感器在每个提升吊点处选择适当的位置,安装l台长距离传感器。
长距离传感器放置在地面上,钢丝绳接在提升结构上,被提升结构提升,长距离传感器的测量距离加长。
长距离传感器量程为20m,测量精度为1.5IIlIn。
(2)压力传感器在提升过程中,为了监视每台液压缸的载荷变化,在每台液压缸上安装一个压力传感器,这样计算机控制系统可以实时地感知液压缸载荷大小。
根据采集的载菏数据。
计算机控制系统可以准确地协调整个提升系统的工作,并对提升系统载荷的异常变化作出及时的处理。
一86一(3)锚具及液压缸位置传感器在每台提升液压缸的上下锚具液压缸上各安装1只锚具传感器,在主缸上安装1只液压缸位置传感器。
通过这些传感器,计算机控制系统可以实时地知道当前提升液压缸的工作状态,根据当前状态来决定下一步动作。
这是提升系统动作同步的基础。
5.2现场实时网络控制系统的连接(1)地面布置1台计算机控制柜,从计算机控制柜引出泵站通讯线、油压通讯线、液压缸信号通讯线、激光信号通讯线、工作电源线;(2)通过泵站通讯线将所有泵站联网;(3)通过液压缸信号通讯线将所有液压缸信号盒通讯模块联网;(4)通过激光信号通讯线将所有激光信号通讯模快联网;(5)通过油压通讯线将所有油压传感器联网;(6)通过电源线给所有网络供电。
5.3系统布置当完成传感器的安装和现场实时网络控制系统的连接后,计算机控制系统的布置就完成。
6提升吊点同步控制的措施(1)提升液压缸动作同步现场网络控制系统根据液压缸位置信号和锚具信号,确定所有液压缸的状态,根据提升液压缸的当前状态,主控计算机综合用户的控制要求,决定提升液压缸的下一步动作。
当主控计算机决定提升液压缸的下一步动作后,向所有液压泵站发出同一动作指令,控制相应的电磁阀统一动作,实现所有提升液压缸的动作一致,同时锚具动作、同时伸缸、缩缸或同时停』E。
(2)提升吊点位置同步在每个提升吊点处,各安装1台激光测距仪,用于测量各提升吊点的高度。
在提升过程中,设定某一点为主令点,其余点为跟随点。
根据用户希望的提升速度设定主令点的比例阀电流恒定,进而主令点液压泵站比例阀开度恒定,提升液压缸的伸缸速度恒定,主令点以一定的速度向上提升。
其余跟随点通过主控计算机分别根据该点同主令点的位置高差来控制这点提升速度的快慢,以使该跟随点同主令点的位置高度跟随一致。
现场网络控制系统将各激光测距仪的高度信号采集进主控计算机,主控计算机通过比较主令点同每个跟随点的高度得出跟随点同主令点的高差。