各类缝制线的单耗计算比例
针织服装如何计算单件缝线用量

6,K——锁边得切缝宽度.即刀门隔距(mm)
7,Tt——缝线得特数
常用缝线支数换算表
英支 相当于公支 特(tex) √Tt值
60英支/3 33.86 29.53 5.434
8:
根据盘算公式L=1.571 0.07854DT 0.0124D√Tt得
L=(1.570 0.07854X9X2.2 0.0124X9X5.036)X21.3=78.555(米)
线迹类型
国际标准线迹代号(ISO4915) 每米线迹得耗线量(L)
平车线步 301 L=1.571+0.07854DT+0.0124D√Tt
单线锁链线步 101 L=2.7854+0.08927DT+0.0186D√Tt
三线锁边 504 L=4.0916+0.1893DT+0.2DK+0.031D√Tt
80英支/4 33.86 29.53 5.434
42英支/3 23.70 42.19 6.495
70英支/3 39.43 25.36 5.036
举例:
用平车线步(301线步)缝制针织涤纶弹力呢外衣.设线迹密度D=9.双层面料总厚度T=2.2mm.用70/3股线缝制.每件衣服上应用这种线迹得总长度为21.3m.试求每件衣服用线量是多少米?
双针锁链线步 401 L=3.7854+0.08927DT+0.02173D√Tt
双针三线绷缝线迹 406
备注:
1,‘”√Tt”是指‘”跟号Tt”.不知道怎么打出Tt上面得一横。
2,L——每米长线迹得耗线量(m)
3,D——2cm长线迹内得针数(线迹密度)
面料单耗计算

针织的算法:幅宽*断长*克重=单耗幅宽是指的面料的门幅.断长是指的混合排料后除以件数得到单件用料所需要的长度(和梭织有些类似)总耗=单耗*总件数+损耗.注意难点就在断长的计算上,因为很多人没有裁床的经验所以排料很废工废力,所以要用CAD,对于没有经验的人的确是很好的,但是CAD 的排料一定比直接在面料上多浪费2%---5%左右.针织服装用料公式(1) 衣服大身用料:(胸围+6CM)*(身长+6CM)* 2*克重*(1+总损耗)袖子用料:(挂肩+袖口+4CM)* (袖长+4CM)* 2 *克重*(1+总损耗)领子用料:(领宽*2+2)*领高* 1* 克重* (1+总损耗)每打衣服用料=大身用料+袖子用料+领子用料(2) 裤子(横档+腿围+4CM)*(裤长+8CM)* 2*克重*(1+总损耗)1、面料计算公式面料价格=纱价+织造价格+染价+其它(包括印花、开副定型、后道各工序)(一般地,开副定型价格:2000元/T)一个对排料没有经验的,要核算一件衣服的大概用料,最简单的用折算平方的方法,这也是最常用的,这针对的是普通的上衣,具体如下:前身=[(1/2胸围+1/2下摆)/2+前衣片的左右缝头]*(前衣长+上下缝头)/面料门幅后身=[(1/2胸围+1/2下摆)/2+后衣片的左右缝头]*(后衣长+上下缝头)/面料门幅袖子=[(袖肥+袖口)/2+每袖片左右缝头]*(袖长+上下缝头)/面料门幅领子=(领长*领宽)/门幅挂面=挂面宽*挂面长/门幅单衣用料=(前衣二片+后身+二只袖子+二层领子+二根挂面)*1.03+损耗一般棉衣的用料比单衣多,要加制版的余份.上衣面子:胸围≤120CM ---衣长+袖长+10CM+7CM(普通领)上衣夹里: 衣长+50CM裤子: 臀围≤120CM---裤长+10CM裤子:臀围>120CM---3/2裤长裤长=内长+前浪=外长(注是否连腰)上衣:胸围≥120CM---若无叠门,仍可照衣长+袖长+10CM+7CM上衣:胸围≥120CM 且有叠门---衣长*32、针织服装用料计算针织服装用料计算主要采用重量和面积两种方法作为换算的标准.(1)、主料计算成衣单位用料面积=Σ(门幅×段长)÷〔每段长内成品件数×(1—段耗率)〕=平方米/件(2)、服装面料单位面积的重量(克/平方米)乘以服装需用面积数等于每件服装的用量重量.(3)、辅料计算由于罗纹坯布拉伸性好,很难以平方米干重来计算考核单件用量,企业一般用罗纹加工机针数及所用纱线品种作为计算依据,确定每平方米的干燥重量,然后,计算每件成品耗用各种罗纹坯布的长度及重量.领口的罗纹长度=(领口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)袖口的罗纹长度=(袖口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)裤口的罗纹长度=(裤口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)(4)、整件服装成衣辅料用料=成品各零部件耗用坯布面积总和(包括裁耗)(5)、用料计算中有关参考数据资料(6)、用料计算排料完成后(注意分段计算的原则,在不同门副上分开排料的,必须分开计算用料面积,然后相加得出总用料面积或重量)和完成前两种方法3、单耗A:详细计算前身=[(1/2胸围+1/2下摆)/2+左右缝头]x(前衣长+长下缝头)(已包含挂面用料:挂面=挂面宽x 挂面长x2条)后身=[(1/2胸围+1/2下摆)/2+左右缝头]x(后衣长+上下缝头)袖子=[(袖肥+袖口)/2+左右缝头]x(袖长+上下缝头)x2只领子=(领长x 领宽)x 2层单衣用料=[(前身+后身+袖子+领子+其它)]X1.05/幅宽B:简单估算常用公式:[(衣长+10)x(胸全围+10)+(袖脾全围+袖口全围+5)x(袖长+5)+(领高+4)x(领全围+5)]X 损耗1.05 /面料幅宽C:补充说明:(1)棉衣的用料比单衣多,要加余份.幅宽在144cm 以上上衣面子:胸围≤120CM --- 衣长+袖长+10CM+7CM(普通领)上衣夹里:衣长+50CM上衣面子:胸围≥120CM---若无叠门,仍可照衣长+袖长+10CM+7CM上衣夹里:胸围≥120CM 且有叠门---衣长X3(2)计算有阴阳格子的面料单耗时,服装单耗量需在原数据的基础上额外增加一倍半的格长量;有倒顺格的面料需增加二倍半格长的需用量。
针织算线公式

2、各种车线用量计算公式
单位:米
车种
每1”布料
面线
底线
合计
1/8冚车
1”
0.124
0.223
0.347
1/4冚车
1”
0.136
0.271
0.407
单针锁链底
1”
0.076
0.117
0.193三Biblioteka 虾苏1”针线0.247
0.293
0.716
1”
1、针织线用量计算公式
平车:aX4
四线及骨:aX21
网底冚车:aX18
冚虾须:aX30
拉捆条:aX12
挑脚线:aX9
三线及:aX18
锁链线:aX8
注:a表示工序实际长度,在计算线用量时最后要加一定损耗,用于线头线尾和返工用。(1)单色1000件以下按30%计算损耗。
(2)单色1000以上,5000件以下按20%计算损耗。
出口————进口
3/8”————1-1/8”
1/2”————1-3/8”
5/8”————1-5/8”
1”————2-3/8”
4、双摺拉筒宽度比例
出口————进口
1/4”————1”
3/8”————1-1/2”
1/2”————1-3/4”
5/8”————2”
3/4”————2-1/4”
1”————2-3/4”
网线0.178
三线及骨
1”
0.056
0.322
0.36
四线及骨
1”
0.128
0.417
0.545
五线及骨
1”
0.513
面料单耗计算
针织的算法:幅宽*断长*克重=单耗幅宽是指的面料的门幅.断长是指的混合排料后除以件数得到单件用料所需要的长度(和梭织有些类似)总耗=单耗*总件数+损耗.注意难点就在断长的计算上,因为很多人没有裁床的经验所以排料很废工废力,所以要用CAD,对于没有经验的人的确是很好的,但是CAD 的排料一定比直接在面料上多浪费2%---5%左右.针织服装用料公式(1) 衣服大身用料:(胸围+6CM)*(身长+6CM)* 2*克重*(1+总损耗)袖子用料:(挂肩+袖口+4CM)* (袖长+4CM)* 2 *克重*(1+总损耗)领子用料:(领宽*2+2)*领高* 1* 克重* (1+总损耗)每打衣服用料=大身用料+袖子用料+领子用料(2) 裤子(横档+腿围+4CM)*(裤长+8CM)* 2*克重*(1+总损耗)1、面料计算公式面料价格=纱价+织造价格+染价+其它(包括印花、开副定型、后道各工序)(一般地,开副定型价格:2000元/T)一个对排料没有经验的,要核算一件衣服的大概用料,最简单的用折算平方的方法,这也是最常用的,这针对的是普通的上衣,具体如下:前身=[(1/2胸围+1/2下摆)/2+前衣片的左右缝头]*(前衣长+上下缝头)/面料门幅后身=[(1/2胸围+1/2下摆)/2+后衣片的左右缝头]*(后衣长+上下缝头)/面料门幅袖子=[(袖肥+袖口)/2+每袖片左右缝头]*(袖长+上下缝头)/面料门幅领子=(领长*领宽)/门幅挂面=挂面宽*挂面长/门幅单衣用料=(前衣二片+后身+二只袖子+二层领子+二根挂面)*1.03+损耗一般棉衣的用料比单衣多,要加制版的余份.上衣面子:胸围≤120CM ---衣长+袖长+10CM+7CM(普通领)上衣夹里: 衣长+50CM裤子: 臀围≤120CM---裤长+10CM裤子:臀围>120CM---3/2裤长裤长=内长+前浪=外长(注是否连腰)上衣:胸围≥120CM---若无叠门,仍可照衣长+袖长+10CM+7CM上衣:胸围≥120CM 且有叠门---衣长*32、针织服装用料计算针织服装用料计算主要采用重量和面积两种方法作为换算的标准.(1)、主料计算成衣单位用料面积=Σ(门幅×段长)÷〔每段长内成品件数×(1—段耗率)〕=平方米/件(2)、服装面料单位面积的重量(克/平方米)乘以服装需用面积数等于每件服装的用量重量.(3)、辅料计算由于罗纹坯布拉伸性好,很难以平方米干重来计算考核单件用量,企业一般用罗纹加工机针数及所用纱线品种作为计算依据,确定每平方米的干燥重量,然后,计算每件成品耗用各种罗纹坯布的长度及重量.领口的罗纹长度=(领口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)袖口的罗纹长度=(袖口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)裤口的罗纹长度=(裤口罗纹规格+0.75cm 缝耗+0.75cm 扩张回缩)×2(层数)(4)、整件服装成衣辅料用料=成品各零部件耗用坯布面积总和(包括裁耗)(5)、用料计算中有关参考数据资料(6)、用料计算排料完成后(注意分段计算的原则,在不同门副上分开排料的,必须分开计算用料面积,然后相加得出总用料面积或重量)和完成前两种方法3、单耗A:详细计算前身=[(1/2胸围+1/2下摆)/2+左右缝头]x(前衣长+长下缝头)(已包含挂面用料:挂面=挂面宽x 挂面长x2条)后身=[(1/2胸围+1/2下摆)/2+左右缝头]x(后衣长+上下缝头)袖子=[(袖肥+袖口)/2+左右缝头]x(袖长+上下缝头)x2只领子=(领长x 领宽)x 2层单衣用料=[(前身+后身+袖子+领子+其它)]X1.05/幅宽B:简单估算常用公式:[(衣长+10)x(胸全围+10)+(袖脾全围+袖口全围+5)x(袖长+5)+(领高+4)x(领全围+5)]X 损耗1.05 /面料幅宽C:补充说明:(1)棉衣的用料比单衣多,要加余份.幅宽在144cm 以上上衣面子:胸围≤120CM --- 衣长+袖长+10CM+7CM(普通领)上衣夹里:衣长+50CM上衣面子:胸围≥120CM---若无叠门,仍可照衣长+袖长+10CM+7CM上衣夹里:胸围≥120CM 且有叠门---衣长X3(2)计算有阴阳格子的面料单耗时,服装单耗量需在原数据的基础上额外增加一倍半的格长量;有倒顺格的面料需增加二倍半格长的需用量。
线材成本计算方法
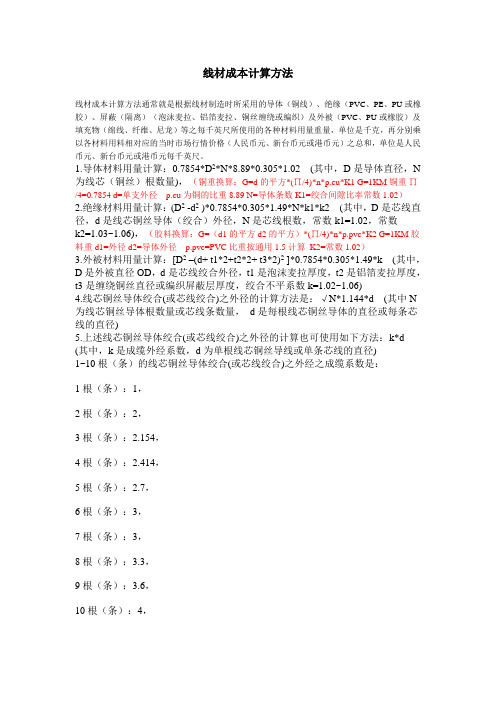
线材成本计算方法线材成本计算方法通常就是根据线材制造时所采用的导体(铜线)、绝缘(PVC、PE、PU或橡胶)、屏蔽(隔离)(泡沫麦拉、铝箔麦拉、铜丝缠绕或编织)及外被(PVC、PU或橡胶)及填充物(绵线、纤维、尼龙)等之每千英尺所使用的各种材料用量重量,单位是千克,再分别乘以各材料用料相对应的当时市场行情价格(人民币元、新台币元或港币元)之总和,单位是人民币元、新台币元或港币元每千英尺。
1.导体材料用量计算:0.7854*D2*N*8.89*0.305*1.02 (其中,D是导体直径,N 为线芯(铜丝)根数量),(铜重换算:G=d的平方*(∏/4)*n*p.cu*K1 G=1KM铜重∏/4=0.7854 d=单支外径p.cu为铜的比重8.89 N=导体条数 K1=绞合间隙比率常数1.02)2.绝缘材料用量计算:(D2 -d2 )*0.7854*0.305*1.49*N*k1*k2 (其中,D是芯线直径,d是线芯铜丝导体(绞合)外径,N是芯线根数,常数k1=1.02,常数k2=1.03~1.06),(胶料换算:G=(d1的平方d2的平方)*(∏/4)*n*p.pvc*K2 G=1KM胶料重 d1=外径 d2=导体外径p.pvc=PVC比重按通用1.5计算K2=常数1.02)3.外被材料用量计算:[D2–(d+ t1*2+t2*2+ t3*2)2 ]*0.7854*0.305*1.49*k (其中,D是外被直径OD,d是芯线绞合外径,t1是泡沫麦拉厚度,t2是铝箔麦拉厚度,t3是缠绕铜丝直径或编织屏蔽层厚度,绞合不平系数k=1.02~1.06)4.线芯铜丝导体绞合(或芯线绞合)之外径的计算方法是:√N*1.144*d (其中N 为线芯铜丝导体根数量或芯线条数量,d是每根线芯铜丝导体的直径或每条芯线的直径)5.上述线芯铜丝导体绞合(或芯线绞合)之外径的计算也可使用如下方法:k*d (其中,k是成缆外经系数,d为单根线芯铜丝导线或单条芯线的直径)1~10根(条)的线芯铜丝导体绞合(或芯线绞合)之外经之成缆系数是:1根(条):1,2根(条):2,3根(条):2.154,4根(条):2.414,5根(条):2.7,6根(条):3,7根(条):3,8根(条):3.3,9根(条):3.6,10根(条):4,10根(条)以上之成缆外经系数请查证。
各类缝制线的单耗计算比例教学内容
各类缝制线的单耗计算比例(1)各类缝制线的单耗计算比例车缝线:长度X 4倍明线:长度X 2.5倍底线:长度X 2.5倍三线拷边:长度X 17倍四线拷边:长度X 20倍五线拷边:长度X 23倍密拷边:长度X 23倍单针锁链线:长度X 6.5倍双针锁链线:长度X 9.5倍挑脚线:长度X 5.5 倍冗车(三本车):长度X 25倍人字车:长度X 8 倍真珠边线:长度X 3倍假珠边线:长度X 8倍对丝线:长度X 8.5倍月牙线:长度X 15.5倍钮门线(衬衫小钮门):0.8 M/个钮门线(外套大钮门):1.5 M/个钉钮线:0.5 M/个绕钮脚线:0.5 M/个打套结线(0.7CM长的枣):0.8 M/个打套结线(1CM长的枣):1 M /个凤眼线:1.2 M/个凤眼芯:0.5 M/个(2)缝制线与订单数的关系订购线时,线的数量与订单的数量有着很大的关联。
订单数越大,线损耗率就越少;订单数越小,线损耗率就越大;下面为不同订单数与线损耗的比率,此数据为经验值,仅供参考:**订单数在50件以下,订线的损耗将增加20%(不含溢装数);**订单数在51-100件,订线的损耗将增加10%(不含溢装数);**订单数在101-500件,订线的损耗将增加8%(不含溢装数);**订单数在501-1000件,订线的损耗将增加5%(不含溢装数);**订单数在1001-5000件,订线的损耗将增加3%(不含溢装数);**订单数在5001-10000件,订线的损耗将增加2%(不含溢装数);**订单数在10001件以上,订线的损耗将增加1%(不含溢装数);。
缝纫线
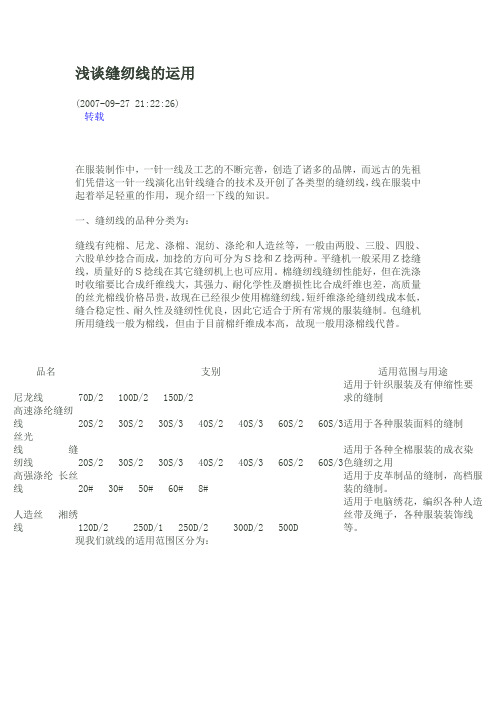
浅谈缝纫线的运用 (2007-09-27 21:22:26)转载在服装制作中,一针一线及工艺的不断完善,创造了诸多的品牌,而远古的先祖们凭借这一针一线演化出针线缝合的技术及开创了各类型的缝纫线,线在服装中起着举足轻重的作用,现介绍一下线的知识。
一、缝纫线的品种分类为:缝线有纯棉、尼龙、涤棉、混纺、涤纶和人造丝等,一般由两股、三股、四股、六股单纱捻合而成,加捻的方向可分为S捻和Z捻两种。
平缝机一般采用Z捻缝线,质量好的S捻线在其它缝纫机上也可应用。
棉缝纫线缝纫性能好,但在洗涤时收缩要比合成纤维线大,其强力、耐化学性及磨损性比合成纤维也差,高质量的丝光棉线价格昂贵,故现在已经很少使用棉缝纫线。
短纤维涤纶缝纫线成本低,缝合稳定性、耐久性及缝纫性优良,因此它适合于所有常规的服装缝制。
包缝机所用缝线一般为棉线,但由于目前棉纤维成本高,故现一般用涤棉线代替。
现我们就线的适用范围区分为:品名 支别适用范围与用途 尼龙线 70D/2 100D/2 150D/2适用于针织服装及有伸缩性要求的缝制 高速涤纶缝纫线 20S/2 30S/2 30S/3 40S/2 40S/3 60S/2 60S/3适用于各种服装面料的缝制 丝光线 缝纫线 20S/2 30S/2 30S/3 40S/2 40S/3 60S/2 60S/3适用于各种全棉服装的成衣染色缝纫之用 高强涤纶 长丝线 20# 30# 50# 60# 8#适用于皮革制品的缝制,高档服装的缝制。
人造丝 湘绣线 120D/2 250D/1 250D/2 300D/2 500D适用于电脑绣花,编织各种人造丝带及绳子,各种服装装饰线等。
1/5各类线的特点:1、高强涤纶线:目前是市场上最常规、使用最广泛的缝纫线品种之一,特点是:光泽好、无弹性、色牢度好、拉力强。
广泛使用于PVC、较厚的布料、尼龙类皮革制品之缝纫。
2、渔网线(透明线):透明线有尼龙、涤纶单丝之分,在伸缩、硬度、拉力及用途上也有所不同。
缝线用量的计算

缝线⽤量的计算缝线⽤量的计算缝纫线是服装⼯⼚在制作⽣产服装时消耗量最⼤的辅料,尤其是如今纺织原料的价格提⾼,以往服装企业通常采⽤的缝纫线⽆限量供应⽅式⽆疑会增加⽣产成本,不利于企业的发展。
对于缝纫线⽤量的准确计算,既可以减少产品成本,⼜可以在⽣产前以计算服装⽣产成本,便于向销售商报价,同时也⽅便对⽣产流程进⾏科学化管理。
缝纫线⽤量的计算⽅法⼤致有三种,即估算法、公式法和线迹—线长⽐例法。
⼀、估算法⽬前许多服装⽣产企业在计算缝纫线⽤量时通常采取估算的⽅法,即通过CAD软件测量缝迹线的长度,并对总长度乘以⼀个系数(⼀般为线迹总长的3-10倍)。
如下表估算法⽆法精确获得缝纫线⽤量,科学的缝纫线⽤量计算⽅法有以下两种:⼆、公式法公式法的原理是对线迹结构采⽤数学⼏何曲线长度的⽅法,即观察交叉连接在缝料中线圈的⼏何形状,利⽤⼏何公式计算⼀个循环线的耗⽤量。
通过计算⼀个针迹线圈的长度(包括缝迹线圈长度+缝迹交叉处⽤线量),然后转换成每⽶缝迹的缝线⽤量,再乘以服装整体线迹长度。
公式法综合了线迹密度、缝料厚度、所⽤纱线⽀数、包缝的切缝宽度以及针距等因素,因此公式法是⼀种⽐较精确的⽅法,但是使⽤相对较为复杂,成⾐品种的规格、款式、缝制⼯艺,缝料(坯布)厚薄,缝线⽀数,针迹密度等都有很⼤的不同,这为计算带来太多的不便,所以企业基本不⽤。
下表是五种常⽤的线迹的理论计算公式备注 1、Tt——缝线的特数tex2、L——每⽶长线迹的耗线量(m)3、D——2cm长线迹内的针数(线迹密度)4、T——⾯料在压脚压⼒下的总厚度(mm)5、B——双针的针间距(mm)6、K——锁边的切缝宽度,即⼑门隔距(mm)三、缝迹-线长⽐缝迹-线长⽐,即车缝线迹长度与消耗缝线长度的⽐值。
此⽐值可根据实际⽣产测定或根据公式法计算得出。
测试的⽅法有缝线定长法和缝迹定长法两种。
缝线定长法:在开始车缝前先在宝塔线上量好⼀定长度的缝线并作好颜⾊标记,缝完后测出这⼀长度所形成的针迹数,从⽽推算每⽶长缝迹的耗线量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)各类缝制线的单耗计算比例
车缝线:长度X 4倍
明线:长度X 2.5倍
底线:长度X 2.5倍
三线拷边:长度X 17倍
四线拷边:长度X 20倍
五线拷边:长度X 23倍
密拷边:长度X 23倍
单针锁链线:长度X 6.5倍
双针锁链线:长度X 9.5倍
挑脚线:长度X 5.5 倍
冗车(三本车):长度X 25倍
人字车:长度X 8 倍
真珠边线:长度X 3倍
假珠边线:长度X 8倍
对丝线:长度X 8.5倍
月牙线:长度X 15.5倍
钮门线(衬衫小钮门):0.8 M/个
钮门线(外套大钮门):1.5 M/个
钉钮线:0.5 M/个
绕钮脚线:0.5 M/个
打套结线(0.7CM长的枣):0.8 M/个
打套结线(1CM长的枣):1 M /个
凤眼线:1.2 M/个
凤眼芯:0.5 M/个
(2)缝制线与订单数的关系
订购线时,线的数量与订单的数量有着很大的关联。
订单数越大,线损耗率就越少;订单数越小,线损耗率就越大;下面为不同订单数与线损耗的比率,此数据为经验值,仅供参考:
**订单数在50件以下,订线的损耗将增加20%(不含溢装数);
**订单数在51-100件,订线的损耗将增加10%(不含溢装数);
**订单数在101-500件,订线的损耗将增加8%(不含溢装数);
**订单数在501-1000件,订线的损耗将增加5%(不含溢装数);
**订单数在1001-5000件,订线的损耗将增加3%(不含溢装数);
**订单数在5001-10000件,订线的损耗将增加2%(不含溢装数);
**订单数在10001件以上,订线的损耗将增加1%(不含溢装数);。