变压器制作工艺流程教材
变压器工艺流程图

变压器工艺流程图变压器工艺流程图一、材料准备1. 选材:选择合适的矽钢片和绝缘材料。
2. 切割:将矽钢片按照设计要求进行切割,保证尺寸的精确度。
3. 清洗:使用溶剂清洗矽钢片,去除表面的灰尘和杂质。
二、绕制线圈1. 设计:根据设计要求确定线圈的匝数、规格和位置。
2. 绝缘处理:对线圈进行绝缘处理,以防止短路和跑丝。
3. 绕线:使用专业设备将线圈绕制在绝缘材料上,保证匝数的准确度和均匀度。
4. 绑扎:使用绑扎带固定线圈,防止松动。
三、组装1. 安装矽钢片:将切割好的矽钢片按照设计要求组装在绕制好的线圈周围,确保与线圈之间的间隙符合标准。
2. 绝缘处理:使用专业绝缘材料将线圈和矽钢片之间进行绝缘处理,防止短路。
3. 预埋件安装:根据设计要求,将预埋件安装在变压器的合适位置。
4. 密封:将变压器的上、下盖板与主体进行密封,确保变压器内部不会受到外部灰尘和潮气的侵入。
四、测试与检验1. 电性能测试:使用专业测量仪器对变压器的电性能进行测试,包括匝间电阻、匝间电容等。
2. 绝缘性能测试:测试变压器的绝缘电阻和介电强度,确保绝缘性能符合标准。
3. 外观检验:对变压器的外观进行检查,包括矽钢片的装配是否准确、绝缘材料是否完整、线圈是否有焊接不良等。
4. 发热试验:通过通电发热试验,检测变压器的散热性能和温升情况。
五、装配与包装1. 安装配件:根据设计要求,安装变压器的配件,如冷却风扇、温度传感器等。
2. 装箱:将成品变压器放入适当的包装箱中,确保产品的安全。
3. 标签打印:打印变压器的型号、规格和批次等信息,并粘贴在包装箱上。
4. 运输:将包装好的变压器运输到指定的仓库或客户地址。
六、质量控制1. 定期检查:对生产过程中的各个环节进行定期检查,及时发现和解决问题。
2. 过程控制:对每个生产工艺进行严格的控制,确保产品的质量可控。
3. 抽样检验:对成品进行随机抽样检验,确保产品符合标准要求。
4. 反馈改进:对发现的问题进行分析和改进,并向相关人员进行反馈。
变压器制作工艺ppt课件
Power transformer
1
一.变压器分类
按用途分类
电源变压器 驱动变压器 脉冲变压器 通讯变压器 互感器
低频变压器 中频变压器 高频变压器 音频变压器
2
按工作频率分类
二. 变压器的制作流程
绕线 理线 焊锡 组装 测试
含浸、烘烤
洗脚
复测
合脚
标签
外观
包装
3
三. 变压器绕组节构
4
四. 工艺说明
43
十四. 校脚:
1、此工序是将变压器针脚校正,校直,以有利于整机装配插板 2、用校脚钳或校脚板校正针脚,校完后的变压器能顺利插入样孔 3、校脚时不能将针脚拔出,不能损伤针脚焊锡及刮伤漆包线,不 能将变压器骨架校裂,不能损害变压顺外观。
44
十五. 贴标签:
45
十六外观检查:
46
十七. 包装:
根据产品工艺标准用综合测试仪器测试半成品变压器的 电感量、电阻,它是对变压器磁芯装配工序工艺好坏的 检验,是保证高频变压器质理的重要控制点之一。
35
3 、高压测试
36
十.含浸、 烘烤:
将绝缘油比例按绝缘油1.5份:天那水分调兑均匀
37
含浸、烘烤
38
d、放气破真空,放下凡立水,再抽真空至65-75cm/kg—2-3分钟后破真空取
出,滴干、抹净多余凡立水后放置于周转车风干
39
十一. 洗脚:
40
十二. 复测:
41
2、电感 、电阻测试
测试频率根据工艺要求制定
根据产品工艺标准用综合测试仪器测试半成品变压器的 电感量、电阻,它是对变压器磁芯装配工序工艺好坏的 检验,是保证高频变压器质理的重要控制点之一。
《变压器制作工艺》课件

按照用途分类:电力变压器、 特种变压器等
按照结构分类:干式变压器、 油浸式变压器等
特点:具有电压变换、电流 变换、阻抗变换等功能
应用领域:电力系统、电子 设备、通信设备等
变压器制作前 的准备
确定变压器的额定电压、电流和功率
确定变压器的尺寸和重量
确定变压器的频率和相数
确定变压器的冷却方式和安装方式
噪音测试:测量变压器在运行过程中的噪音水平,判断噪音 控制效果
性能测试:测试变压器的电压、电流、功率等参数,判断性 能是否符合要求
变压器制作中 的注意事项
操作过程中必须穿戴防护服、手套等安全装备 避免接触变压器的高压部分,防止触电 操作过程中要保持良好的通风,防止高温引发火灾 定期检查变压器的绝缘性能,确保安全使用
自动化:采用自 动化生产线,提 高生产效率,降 低人工成本
数字化:利用数 字化技术,实现 变压器的设计、 制造、测试和管 理的全过程数字 化
绿色环保:采用 环保材料和工艺, 降低变压器的能 耗和污染排放
感谢您的观看
汇报人:PPT
线圈固定:使用胶水、 螺丝等固定在铁芯上
线圈测试:检查线圈 电阻、电感等参数是
否符合设计要求
材料选择:选用 优质硅钢片
剪切:根据设计 要求剪切硅钢片
叠片:将剪切好 的硅钢片叠放在
一起
焊接:将叠片焊 接在一起,形成
铁芯
检测:对铁芯进 行质量检测,确 保符合设计要求
包装:将铁芯进 行包装,准备运
输
装配步骤:按照图纸和工艺 要求进行装配
确定变压器的绝缘等级和温升等级
确定变压器的接线方式和控制方式
变压器材料:铁芯、绕组、绝缘 材料等
材料选择标准:性能、成本、环 保、安全性等
网络变压器生产流程

九:半成品浸锡/清洗 /烘干
●使用工具:无铅自动锡炉、清洗盆、清洗夹、牙刷、胶篮; ●使用物料:绕好脚的半成品、无浸锡夹具上,在绕线的端脚上沾脚长的1/2的助焊 剂,将摆放好的夹具放在机器的活动架上,然后踩动脚踏开关开始浸锡;
变压器制造流程
十:半成品浸锡检查
●使用工具:放大镜 ●使用物料:浸好过的半成品
操作步骤 1、按半成品工艺标准进行检查 2、焊点不可超出胶壳支柱
诺威培训教材
.
12
标题:Transformer 制造过程(制程)
变压器制造流程
十一:半成品综合测试
●使用工具:测试架、综合测试仪、高压测试仪 ●使用物料:待测试的半成品
13
标题:Transformer 制造过程(制程)
变压器制造流程
十二: 灌胶
●使用工具: 胶瓶、吸管、玻璃板、烤箱 ●使用物料:灌胶材料、待灌胶的产品、稀释剂
操作步骤 1、配胶 2、灌胶 3、烘烤
注意事项 1、配胶比例应按照所有胶料的性质不同而有所不同 2、灌胶量应根据不同产品和所用胶料的不同而决定灌胶量的多少 3、严格按照作业指导书的要求设置烤箱温度和烘烤次数
23 22 21 20
19 18
CABLE SIDE
17 16 15 14
13
33
标题:网络变压器电路设计要求
典型1000M变压器电路及参数
1000BASE-T ELECTRICAL CHARACTERISTICS @ 25oC
INDUCTANCE:
350uH MIN WITH 8mADC BIAS
的温度称为居理点,也叫居理温度。 Volume Resistivity(Ρ) 体电阻率:即1立方米两边的电阻。 Loss Factor(1/uq) 损耗因数:是指磁芯在交变磁场的作用下,功率损耗的大
变压器制作工艺流程教材
其他领域如通信、轨道交通等应用情况
1 2
通信领域
在通信系统中,变压器用于实现信号传输、阻抗 匹配、隔离等功能,保障通信质量和系统稳定性。
轨道交通
轨道交通中的牵引供电系统、辅助供电系统等均 需使用变压器,以确保列车安全、稳定运行。
3
工业自动化
在工业自动化领域,变压器为各种自动化设备提 供稳定、可靠的电源,保证生产线的连续运行。
铁芯材料特性
高导磁率、低损耗、良好的机械性能等。
铁芯材料处理
剪裁、叠装、紧固、接地等。
绕组导线类型及选用
02
01
03
绕组导线类型:圆线、扁线、箔式线等。
绕组导线材质:铜、铝等。
绕组导线选用原则:根据电流密度、温升、机械强度 等要求选择合适的导线类型和规格。
绝缘材料及其他辅助材料
绝缘材料类型
01
绝缘纸、绝缘布、绝缘漆等。
变压器制作工艺流程教材
目
CONTENCT
录
• 变压器基本概念与原理 • 变压器制作材料选择与准备 • 变压器制作工艺流程详解 • 变压器检测与试验方法 • 变压器维护与保养策略 • 变压器应用领域及市场前景
01
变压器基本概念与原理
变压器定义及作用
变压器定义
变压器是一种利用电磁感应原理,通过变换交流电压、电流和阻 抗等参数的电气设备。
80%
铁芯夹紧与固定
采用专用夹具对铁芯进行夹紧, 确保铁芯在运输、绕组和运行过 程中不发生松动或变形。
绕组绕制方法及注意事项
绕组材料准备
选用符合要求的电磁线,进行 绝缘处理,并根据设计要求裁 剪成适当长度。
绕组绕制
采用专用绕线机进行绕组绕制 ,注意绕制过程中的张力控制 、匝间绝缘和层间绝缘等关键 工艺参数。
变压器基础知识-制作流程-详解

变压器的最基本型式,包括两组绕有导线的线圈,并且彼此以电感方式称合一起。
当一交流电流(具有某一已知频率) 流于其中之一组线圈时,于另一组线圈中将感应出具有相同频率的交流电压,而感应的电压大小取决于两线圈耦合及磁交链的程度。
一般指连接交流电源的线圈称之为“一次线圈”(Primamary Coil) ;而跨于此线圈的电压称之为“一次电压”。
在二次线圈的感应电压可能大于或小于一次电压,是由一次线圈与二次线圈间的“匝数比”所决定的。
因此,变压器区分为升压与降压变压器两种。
大部份的变压器均有固定的铁心,其上绕有一次与二次的线圈。
基于铁材的高导磁性,大部份磁通量局限在铁心里,因此,两组线圈藉此可以获得相当高程度的磁耦合。
在一些变压器中,线圈与铁心二者间紧密地结合,其一次与二次电压的比值几乎与二者的线圈匝数比相同。
因此,变压器的匝数比,一般可作为变压器升压或降压的参考指标。
由于此项升压与降压的功能,使得变压器已成为现代化电力系统之一重要附属物,提升输电电压使得长途输送电力更为经济,至于降压变压器,它使得电力运用方面更加多元化,我们可以这幺说,倘无变压器,则现代工业实无法达到目前发展的现况。
电子变压器除了体积较小外,在电力变压器与电子变压器二者之间,并没有明确的分界线。
一般提供60Hz 电力网络的电源均非常庞大,它可能是涵盖有半个洲地区那般大的容量。
电子装置的电力限制,通常受限于整流、放大,与系统其它组件的能力,其中有些部份属放大电力者,但如果与电力系统发电能力相比较,它仍然归属于小电力的范围。
各种电子装备常用到变压器,理由是:提供各种电压阶层确保系统正常操作;提供系统中以不同电位操作部份得以电气隔离;对交流电流提供高阻抗,但对直流则提供低的阻抗;在不同的电位下,维持或修饰波形与频率响应。
“阻抗”的其中一项重要概念,即电子学特性,是一种假想的设备,即当电路组件阻抗系从一阶层改变到另外的一个阶层时,其间要使用到一种设备—变压器。
变压器生产流程工艺指导书

变压器生产流程工艺指导书
咱们今儿聊聊变压器这家伙的生产流程,就像咱们做菜一样,得一步步来,讲究个火候和手艺。
首先啊,得准备原材料,这就好比咱们去菜市场买菜,得挑新鲜的、质量好的。
变压器也一样,铜线、铁芯、绝缘材料,一样都不能少,还得是顶呱呱的。
接下来,咱们得把这些材料加工一下,让它们变成变压器的小零件。
这一步就像是咱们切菜、洗菜,得细心又麻利。
铜线得绕成线圈,铁芯得组装好,绝缘材料得包得严严实实的,防止漏电。
然后,就是组装环节了。
这就像是咱们把切好的菜放到锅里炒,得按顺序来,不能乱套。
先把线圈放到铁芯上,再包上绝缘层,最后装上外壳和接线柱。
这一步得小心翼翼,生怕弄坏了哪个零件,前功尽弃。
组装好了,还得测试一下,看看变压器能不能正常工作。
这就像咱们做菜得尝尝味道,咸了淡了都得调整。
测试的时候,得看看电压、电流是不是稳定,有没有漏电、发热的情况。
只有通过了测试,这变压器才能算是合格品。
最后一步,就是包装和发货了。
这就像咱们把做好的菜装到盘子里,端到客人面前一样。
得把变压器包装得结结实实的,防止运输过程中损坏。
然后,就可以发货了,让这变压器去到需要它的地方,发光发热。
整个生产过程啊,就像咱们做一道菜一样,得用心、用情、用技术。
只有这样,才能做出好的变压器,让大家都满意。
变压器制造工艺
隔离变压器制作工艺一、线圈组装1.材料确认1.1 线架规格确认。
1.2 确认线架完整:不得有破损和裂缝。
1.3 将绕线模芯装夹在CNC绕线机上,并锁紧。
1.4 把骨架套在绕线模芯上并锁紧两侧挡板。
1.5 在骨架上包2层NMN纸(纸要包紧)接口粘胶带。
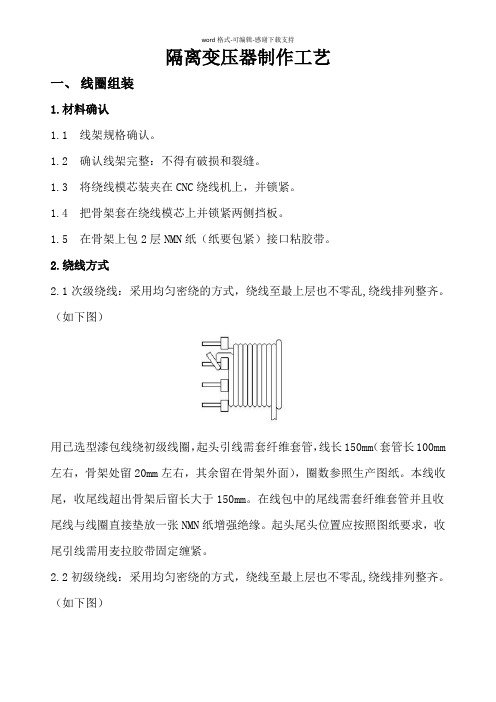
2.绕线方式2.1次级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
(如下图)用已选型漆包线绕初级线圈,起头引线需套纤维套管,线长150mm(套管长100mm 左右,骨架处留20mm左右,其余留在骨架外面),圈数参照生产图纸。
本线收尾,收尾线超出骨架后留长大于150mm。
在线包中的尾线需套纤维套管并且收尾线与线圈直接垫放一张NMN纸增强绝缘。
起头尾头位置应按照图纸要求,收尾引线需用麦拉胶带固定缠紧。
2.2初级绕线:采用均匀密绕的方式,绕线至最上层也不零乱,绕线排列整齐。
(如下图)用已选型漆包线型号线绕次级线圈各个绕组,留线方式参照初级线圈的留线方式进行。
出线位置应符合图纸要求。
最后,在初级线圈以及次级线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
3.屏蔽层制作用0.1*75mm铜箔绕中间屏蔽层线圈,起头位置的线头用高温胶带包裹3-5层,包覆长度15-20mm。
起头线头需锡焊一根黄加绿地线引出,焊接处上下用高温胶带粘在绝缘纸上,并在线头上再覆盖一张NMN纸,增加绝缘处理。
此层线圈总圈数0.9,留线方式和长度参照初级线圈一样处理即可。
在屏蔽层线圈上外包3层NMN纸,纸要包紧,接口处用麦拉胶带粘贴。
4.包胶带1)操作步骤将胶带平贴线包,按图面要求的圈数包胶带.胶带结束点处在线包侧边。
胶布起始点与结束处须重叠5mm以上。
2)注意事项胶带必须拉紧包平,不可卷起,刺破或露铜线。
3)线包部分:变压器线包部分最外层胶布破损造成线圈外露者,必须加贴胶布完全覆盖住破损处,且加贴胶布之层数须与原规定最外层胶布之层数相同,并于涂凡立水后烘烤干始可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圖1:
1.測試前先點檢 儀器. 2.測試時產品與測 試棒須充分接觸. 3.測試時,綠燈亮 為良品,蜂鳴器 鳴叫為不良品. 4.良品與不良品 區分標示
變壓器製作工藝流程---組裝作業流程
半成品高壓測試
注意事項及重点:
1. 測試前是否有對耐壓機進行日常點檢(接觸性、絕緣性).
2. 測試時輸入的條件是否與SOP一致(電壓、電流).
變壓器製作工藝流程---繞線作業流程
焊錫
圖1: 圖2:
變壓器製作工藝流程---繞線作業流程
焊錫
注意事項及重點: 1. 焊錫時須檢查錫爐溫度,焊錫時間及深度是否與SOP一致. 2. 焊錫後不可有冷焊、包焊等不良現象須焊滿1圈. 3. 焊錫後產品上不可沾有錫珠、錫渣等异物.
4. 焊錫所用的錫條,其成份是否正确.(無鉛錫:錫:銅:99.3:0.7). 5. 一般立式機種垂直焊錫,臥式機種須單邊焊錫. 6. 焊錫後產品須擺放整齊,防止PIN刺傷線包膠帶.
3.點膠時膠須完全遮蓋鐵芯接合處.
变壓器製作工藝流程---組裝作業流程
烘烤
圖1:
100℃
烤箱
1.將點好膠的產品,腳朝上朝同 一方向整齊擺盤.送入烤箱. 2.將烤箱溫度調為100 ℃.考膠 時間為90~120秒. 3.待膠烤干后方可取出.
變壓器製作工藝流程---組裝作業流程
烘烤
注意事項及重点:
1. 烘烤的時間、溫度是否與SOP一致. 2. 烘烤后进行确认胶是否有烤干.
包膠帶
注意事項及重點: 1. 包膠帶的圈数是否與SOP相符,以免安規不良. 2. 包膠帶時膠帶不可有反折,打皺等不良現象. 3. 膠帶的材質是否與SOP一致. 4. 膠帶的起始位置與結束位置是否與SOP一致,以免線包超胖.
5. 膠帶的起始位置與結束位置須重疊5-8mm.
變壓器製作工藝流程---繞線作業流程
4.沖壓後線包以装鐵芯松套為準.
變壓器製作工藝流程---組裝作業流程
點膠 位置
圖1:
鐵芯中柱点胶
中柱點 黑膠
中柱點 白膠
點膠 位置
1.點膠前對鐵芯及膠進行 確認 2.用點膠袋或點膠機 將膠點於鐵芯中柱, 如圖示. 3.鐵芯組裝后硬膠須 占滿整個鐵芯中柱. 4.點膠須均勻,确實, 鐵芯兩臂不可粘硬膠. 5.不可漏點膠或點錯 位置.
變壓器製作工藝流程---組裝作業流程
半成品综合測試
注意事項及重点:
1.測試前須比對樣品,扣除儀器誤差. 2.檢查其輸入測試參數是否與SOP一致(測試條件,圈數,電感等). 3.測試出NG品是否有作區分標示,并放在指定位置. 4.測試的儀器有無校正且有效期限是否在規定範圍內.
變壓器製作工藝流程---組裝作業流程
變壓器製作工藝流程---含浸作業流程
注意事項及重点:
烘烤
1.注意烤箱烘烤的溫度,時間. 2.含浸烘烤后进行拆解线包检查产品是否烤干. 3.含浸時使用不同的凡立水其烘烤的時間不同. 高頻一般 凱威斯V821 6-8H 105 ℃
雄達通WE-386-OBH5 8-9H 105 ℃ 低頻一般50-30C 4H 85℃
變壓器製作工藝流程-組裝
沖壓
組装鐵芯
综合測試
鐵芯点胶
包鐵芯膠帶 高壓測試
點膠
烘烤
含浸
變壓器製作工藝流程---組裝作業流程
沖壓
圖1:
變壓器製作工藝流程---組裝作業流程
沖壓
注意事項及重点: 1.沖壓時須檢查沖壓模具是否使用正确. 2.沖壓機的氣壓及沖壓次數是否在SOP規定的範圍內.
3.沖壓後須拆解1PCS線包,檢查其是否有存在品質隱患.
SUNYCORE
變壓器製作工藝流程教材
双菱产品应用范围(身边无处不在)
磁芯 电感
网络设备 平板电脑 电脑主板 液晶显示器
电脑充电器
LED电视
粉料
办公设备
变压器
手机充电器
通讯设备
电脑主机
变压器磁芯 电源适配器
笔记本电脑
變壓器製作工藝流程
繞線
焊錫
組裝
含浸
包裝
變壓器製作工藝流程-繞線
繞線 包铜箔
包膠帶
變壓器製作工藝流程---組裝作業流程
鐵芯点胶
注意事項及重点: 1.胶的材质是否符合SOP. 2.中柱点胶量是否符合SOP. 3.点胶不可沾至鐵芯两边柱上.
變壓器製作工藝流程---組裝作業流程
組裝鐵芯
圖1:
變壓器製作工藝流程---組裝作業流程
組裝鐵芯
注意事項及重点: 1.裝鐵芯時須松套装进線包.
1. 总检時按照<<成品外觀品质標準>>進行作業. 2. 总检不可使用刀片作業. 3. 总检时需将不良分类摆放并标示不良项目.
變壓器製作工藝流程---包裝作業流程
合腳
合腳時飛線不 可觸到旁邊的 仿制插件
產品須平貼 板,浮高 ≦0.3mm
注意事項及重点: 1.將產品PIN及飛線垂直 插入合腳板中合腳. 2.檢查合腳板的PIN 距,排距, 孔徑是否在 工程圖,SOP規定範圍內. 3.檢查產品是否平貼合腳板, 飛線不可觸到旁邊防制插件. 且飛線套管邊緣須平齊合腳 板,頂部飛線套管不可超過產 品本體.
圖2:
測試棒
1.測試前先點檢儀器. 對測試數據確認. 2.測試時產品腳與測 試制具充分接觸. 3.測試時,綠燈亮為 良品,蜂鳴器鳴叫為 不良品. 4.測試時注意安全. 不得用高壓棒接觸人 或其它物品.
變壓器製作工藝流程---包裝作業流程
成品高壓測試
注意事項及重点:
1. 測試前是否有對耐壓機進行日常點檢(接觸性、絕緣性). 2. 測試時輸入的條件是否與SOP一致(電壓,電流,时间). 3. 測試出的NG品是否有作區分標示,并放在指定的位置. 4. 測試使用的儀器有無校正且有效期是否有過期. 5. 测试时需使用治具进行测试.
238A 自干型
變壓器製作工藝流程-包裝
剪腳
外觀
合腳
高壓測試
综合測試
貼標簽
包裝
剪腳作業規範
剪腳不可超過 BON檔牆或支點
0.5mm Min
理線高度
變壓器製作工藝流程---包裝作業流程
剪腳
注意事項及重点:
1. 剪脚时脚位不可剪错. 2. 剪腳時不可有剪断线,剪脚后PIN脚超出支撑点不良.
變壓器製作工藝流程---包裝作業流程
變壓器製作工藝流程---包裝作業流程
貼標簽
圖1:
變壓器製作工藝流程---包裝作業流程
貼標簽
注意事項及重点:
1. 檢查標簽所貼的位置,方向是否正确. 2. 標簽內容,材質是否與SOP一致.
變壓器製作工藝流程---包裝作業流程
包裝
圖1:
變壓器製作工藝流程---包裝作業流程
包裝
注意事項及重点:
1.包裝的數量是否與SOP一致. 2.包装的方式是否與SOP一致. 3.外箱的标示是否符合SOP.(料号,周期,数量,净重等)
變壓器製作工藝流程---繞線作業流程
缠腳
圖1: 圖2:
變壓器製作工藝流程---繞線作業流程
缠腳
注意事項及重點: 1.0.3∮以下須缠滿1.5TS,0.3∮以上須纏滿1.0TS 2.所有的機種缠腳不可剪斷線缠腳. 3.缠腳時須使用防護罩,防止剪斷線頭到處飛濺.
4.纏線不可高于BOBBIN支點或檔牆,以免插板浮高.
Thank you !
包銅箔
圖1: 圖2:
包繞組銅箔
包內銅箔
變壓器製作工藝流程---繞線作業流程
包銅箔
包銅箔:銅箔分為繞組銅箔和內銅箔.
繞組銅箔起承受大電流作用,內銅箔起屏蔽作用.
注意事項及重点:
1. 兩銅箔焊點不可重疊,且放置位置須正确(一般放在線包轉角處), 防止線包超胖. 2. 焊銅箔時銅箔焊點須光滑,且不可有冷焊,未焊飽滿等不良現象. 3. 銅箔的首尾端是否有絕緣且重疊2-3mm. 4. 點檢烙铁的溫度是否在SOP規定的範圍內.(425℃±5℃)
變壓器製作工藝流程---繞線作業流程
圖1:
焊銅箔
圖2:
銅 箔 背 膠
圖3:
焊銅箔引線
圖4:
繞組銅箔
內銅箔
變壓器製作工藝流程---繞線作業流程
脫皮 制具
脫皮
脫皮制具齊套管 處夾住絕緣線
1.將三層絕緣線理直理順. 2.脫皮:用脫皮機齊套管處夾住三層絕緣線,適當用力 往外拉,使之脫皮. 3.脫皮時注意不可損傷套管,膠帶,模型及拉斷線. 4.脫皮須干凈徹底,不可留有絕緣皮.
變壓器製作工藝流程---含浸作業流程
含浸
圖1: 圖2:
含浸
擺盤
變壓器製作工藝流程---含浸作業流程
含浸
注意事項及重点:
1. 檢查凡立水的比重及粘度是否在規定範圍內.
2. 含浸時抽真空的氣壓是否到位.
3. 含浸的的時間是否在規定範圍內.
變壓器製作工藝流程---含浸作業流程
烘烤
圖1:
1.確認烤箱溫度為100℃ 2.將含浸完畢的產品腳朝上朝同 一方向擺盤. 2.將擺好產品的盤按層次擺放. 3.
成品外觀
1.檢查模型,膠帶,套管, 鐵芯,標簽是否完整. 2.檢查腳焊錫是否完整, 垂直,光滑.挑出有倒勾 ,大腳,高腳冷焊,花腳等 3 .清除銅渣.錫渣,錫珠, 助焊劑等臟物;使產品美 觀. 4.標簽是否漏噴,鐵芯 有無缺損,標簽字體是 否清楚.
變壓器製作工藝流程---包裝作業流程
外觀
注意事項及重点:
變壓器製作工藝流程---包裝作業流程
成品综合測試
圖1: 圖2:
變壓器製作工藝流程---包裝作業流程
成品综合測試
注意事項及重点:
1.測試前須比對樣品,扣除儀器誤差.
2.檢查其輸入測試參數是否與SOP一致(測試條件,圈數,電感等).