加工中心-数铣高级技师实操考试
数控铣工加工中心操作工(高级)操作试题【10题】
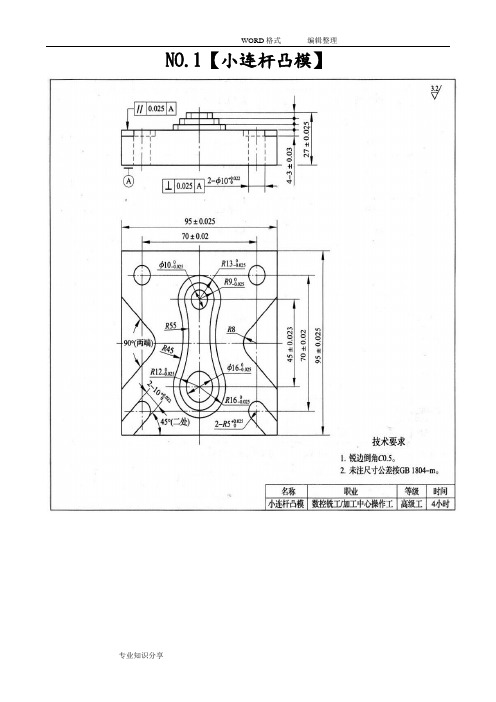
NO.1【小连杆凸模】
NO.1数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.2【椭圆台阶孔】
NO.2数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.3【摇臂椭圆台】
NO.3数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.4【半球六方体】
NO.4数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.5【转盘底座】
NO.5数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.6【凹球四棱锥】
NO.6数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.7【球面四方定位座】
NO.7数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.8【薄壁梅花】
NO.8数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.9【双重斜槽组合】
NO.9数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:
NO.10【成型模】
NO.10数控铣工/加工中心操作工高级工操作考件评分表
考件编号: 总分:。
(完整版)铣工高级工实作考试题及评分标准

铣工(高级工)考试实做试题单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣双凹凸配合》(图号: )六、考核要求(1) 考核内容 配合间隙0.10mm,05.0014+mm,005.014- mm,对称度0.05mm,垂直度0.05mm 作为评分主要项目,表面粗糙度应达到图样要求。
(2) 工时定额 180分钟(3) 安全文明生产 1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工厂地整洁;工件,工具摆放整齐。
考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:铣工(高级工)考试实做试题(二)单位:姓名工件号:一、材料准备:二、场地、设备准备要求所备设备符合要求三、工、刀、量、辅具准备四、时限:180分钟,从月日时分到时分五、工件图样见《铣台阶斜面》(图号: )六、考核要求14+mm,10±0.135mm,12±0.135mm,对称度0.15mm,(1)考核内容1)25±0.065mm,11.00.12mm,垂直度0.08mm作为评分主要项目,表面粗糙应达到图样要求。
2)斜面铣削不准使用角度铣刀。
(2)工时定额180分钟(3)安全文明生产1)正确执行安全技术操作规程。
2)按企业有关文明生产的规定,做到工场地整洁;工件,工具摆放整齐。
(4)考件有严重缺陷不予评分考试评分标准表:铣工(高级工)实做考试评分表单位:姓名顺序号工件号:考试内容:考试日期:年月日开始时间:结束时间:检验评分人:统分复核人:监考人员:监审人员:。
数控铣床高级工(实)加工图、模拟试题

准备 内 容
场地安全
场地及通道必须符合国家对教学实训场所的规定
场地及通道内必须配备符合国家法令的消防设施
所有的电气设施必须符合国家标准
必须保证考核使用设备的安全装置完好
人员安全
监考人员发现考生有违反安全生产规定的行为要立即制止,对于不服从指挥者,监考人员有权中止其考试,并认真做好记录。
考生及监考人员必须穿戴好安全防护服装
考场必须在开始考试前对考生进行必要的安全教育
考场应准备一定的急救用品
序号
名称
型号
数量
要求
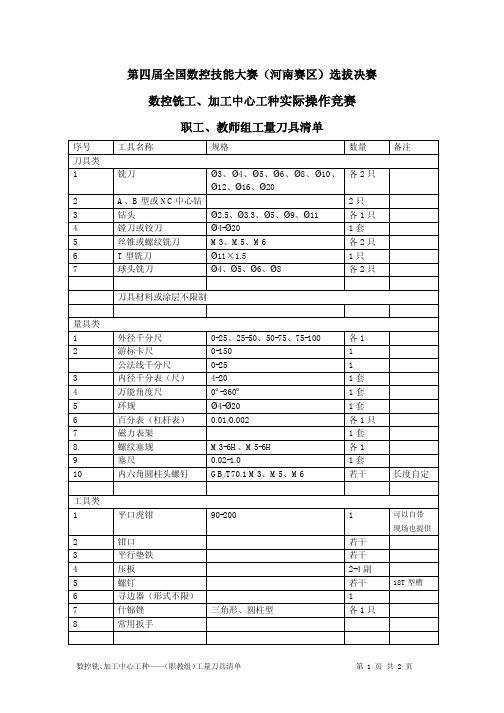
1
立铣刀
Φ8
1
2
立铣刀
Φ20
1
3
键槽铣刀
φ6
1
4
麻花钻
φ9.8
1
5
麻花钻
φ6.8
1
6
丝锥
M8
1
7
铰刀
Φ10
1
8
铰杠
1
9
常用工具和铜皮
自选
自定
10
百分表
读数0.01
1
11
游标卡尺
0.02/0~200
1
12
游标深度尺
2
2
量具的正确使用
2
3
刃具的合理使用
2
4
设备正确操作和维护保养
4
合计
10
(3)工序制定及编程评分表
序号
项目
考核内容
配分
实际情况
得分
1
工序制定
工序制定合理,选择刀具正确
10
2
指令应用
指令应用合理、得当、正确
15
3
程序格式
高级铣工实训试题5套

工量刃具准备单零件图号: MG-01工件编号:姓名:单位:检测评分记录表姓名单位工种数控铣/加工中心图号MG-01 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸043.090±IT 超差0.01 扣1分8 2处aR降一级扣1 分 2 周边065.0025.050++φIT 超差0.01 扣1分 6aR降一级扣1 分 2 周边035.022+IT 超差0.01 扣1分10 2处aR降一级扣1 分 2 周边035.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸18RIT 超差0.01 扣1分8 4处aR降一级扣1 分 2 周边42R-IT 超差0.01 扣1分 4 4处aR降一级扣1 分 2 周边15IT 超差0.01 扣1分 4 4处92IT 超差0.01 扣1分 4 4处5IT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
7 文明生产按有关规定每违反一项从总分中扣 3 分,发生重大事故取消考试。
扣分不超过10 分。
总分考评员日期数控铣工(高级)操作技能实训试题(二)工量刃具准备单零件图号: MG-02数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:数控铣工(高级)操作技能实训试题(二)检测评分记录表姓名单位工种数控铣/加工中心图号MG-02 序号考核项目考核内容评分标准配分检测结果得分备注1 主要尺寸038.0478.74±IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边06.048.64-IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边074.047.54+IT 超差0.01 扣1分9 3处aR降一级扣1 分 3 周边03.015±IT 超差0.01 扣1分 5IT 超差0.01 扣1分 52 次要尺寸6φIT 超差0.01 扣1分 6 6处aR降一级扣1 分 65(深度)IT 超差0.01 扣1分 686φIT 超差0.01 扣1分 63 程序编制建立工作坐标系出错不得分 3 程序代码正确出错不得分 3 刀具轨迹正确出错不得分 3 程序完整性不完整不得分 34 机床操作机床操作规范不规范不得分 3 工件装夹正确出错不得分 3 对刀正确出错不得分 3 刀具装夹正确出错不得分 35 工、量具的正确使用工、量具摆放整齐不规范不得分 3工、量使用正确不规范不得分 36 加工时间超过定额时间5min 扣1 分;超过10min 扣5 分,以后每超过5min 加扣5 分,超过30min则停止考试。
高级铣工实训试题5套

工量刃具准备单零件图号: MG-01
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(二)
工量刃具准备单
零件图号: MG-02
数控铣工(高级)操作技能实训试题(二)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(二)
检测评分记录表
数控铣工(高级)操作技能实训试题(三)
工量刃具准备单
零件图号: MG-03
工件编号:姓名:单位:
检测评分记录表
数控铣工(高级)操作技能实训试题(四)
工量刃具准备单
零件图号: MG-04
数控铣工(高级)操作技能实训试题(四)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(四)
检测评分记录表
数控铣工(高级)操作技能实训试题(五)
工量刃具准备单
零件图号: MG-05
数控铣工(高级)操作技能实训试题(五)工件编号:姓名:单位:
数控铣工(高级)操作技能实训试题(五)
检测评分记录表
数控铣工(高级)操作技能实训试题(六)
工量刃具准备单
零件图号: MG-06
数控铣工(高级)操作技能实训试题(六)工件编号:姓名:单位:。
加工中心(数铣)技师实操考试图

加工中心(数铣)技师实操考试图第一篇:加工中心(数铣)技师实操考试图加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图广东省国防科技高级技工学校加工中心(数铣)技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校第二篇:加工中心-数铣高级技师实操考试加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图五广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图六广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第三篇:加工中心-数铣高级技师实操考试资料加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师实操考证资料加工中心(数铣)高级技师考证实操图一广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图二广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图三广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图加工中心(数铣)高级技师考证实操图四广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校加工中心(数铣)高级技师培训实操图广东省国防科技高级技工学校第四篇:数控加工实训报告(车铣)目录数控铣床实训 (2)实训目的和意义....................................................................2 数控铣床简介.......................................................................2 数控铣床主要功能.................................................................3 数控铣床加工范围.................................................................4 数控铣床的指令....................................................................5 数控铣床的对刀....................................................................6 数控车床实训.............................................................................7 实训目的.............................................................................7 实训内容.............................................................................8 数控车床的简介....................................................................8 数控车床基本组成.................................................................9 数控车床编程技巧.................................................................9 数控车床编程常用指令...........................................................12 数控车床的对刀....................................................................14 实习总结.. (16)一、数控铣床实训1.1实训目的1.了解数控铣床的功能和分类,数控铣床的结构及主要性能指标。
加工中心操作试题
3
19
曲线轮廓
凸台
圆弧过渡R10、R20
有明显接痕每处扣1分
10
20
周边Ra1.6
每降1级扣1分
4
21
高度110 -0.027
每超0.01扣1分
2
22
残料清角
外轮廓加工后的残料必须清除;内轮廓必须清角
每留一个残料岛屿扣1分;没有清角每处扣1分。扣完为止。
8
23
安全文明生产
1.遵守机床安全操作规程
5
2
零件表面
平行度0.03
每超0.01扣1分
2
3
平行度0.02
每超0.01扣1分
2
4
Ra3.2
每降1级扣1分
2
5
凸台
(两处)
长度300 -0.03
每超0.01扣1分
2
6
宽度9
超差不得分
2
7
高度80 -0.022
每超0.01扣1分
2
8
周边Ra1.6
每降1级扣1分
2
9
圆弧R40
超差不得分
2
10
球面槽
SR28
超差不得分
4
11
φ30
超差不得分
2
12
Ra3.2
每降1级扣1分
2
13
孔
φ20+0.025 0
每超0.01扣2分
10
14
Ra1.6
每降1级扣1分
2
15
键槽
(三处)
槽宽12+0.022 0
每超0.01扣2分
12
16
槽深8+0.022 0
数控铣加工中心(职教组)实操试题
4-φ
4
−0.02 −0.05
5
2-20±0.1
四 其它
8 +0 − 0.1
IT
一处每超差扣 0.1 分
IT
一处每超差扣 0.2 分
4 要素完成得配分
塞规检查
IT
每处不合格扣 0.5 分
IT
一处每超差 0.01 扣 0.2 分
IT
每超差 0.01 扣 0.2 分
IT
一处每超差 0.01 扣 0.2 分
φ
8
0
A
7
0
-0 -0
. .
02 06
740 -0来自.14-R
2
+0.2 0
技术条件: 1、未注尺寸±0.1 2、未注表面粗糙度Ra1.6 3、未注圆角R3±0.5 4、锐边倒角0.2×45°
材料
2A12T4
上盖
数量
1
数控铣床、加工中心工种
图号
ZJ-JGZX-01b
职工、教师组
比例
1:1
第四届全国数控技能大赛(河 南赛区)选拔决赛
R
3+0.3 − 0.3
IT
一处每超差扣 0.3 分
4 − R3+−00..33
IT
一处每超差扣 0.3 分
三
4-φ
4
−0.02 −0.05
轴方向
φ
76++00..103
×
70 ++00..103
×
2
+0.1 01
轮廓
70
+0.1 + 0.03
IT
1
φ 76++00..103