锉削基础知识
了解钳工基本技术要求之锉削
了解钳工基本技术要求之锉削用锉刀对工件表面进行切削,使它达到零件图所要求的形状、尺寸和表面粗糙度,这种加工方法称为锉削。
锉削可以加工工件表面、内孔、沟槽及各种复杂的外表面,其精度可达O.Olmm,表面粗糙度犚可达0.8pm。
在汽车维修过程中,个别零件的不均匀磨损和变形需要锉削修整。
锉削是手工操作,是考核汽车维修钳工实际操作技能的主要方法之一。
1.锂刀(1)锉刀的制作材料锉刀一般采用碳素工具钢丁12、丁13制成,并经热处理淬硬至62-67HRC。
(2)锉刀的组成锉刀由锉刀面、锉刀边、锉刀舌、锉刀尾、木柄等部分组成。
(3)锉刀的种类和选用原则①锉刀的种类。
按用途可分为钳工锉、特种锉和整形锉3类。
选择锉刀的形状,要根据加工工件的形状来决定;选择锉刀的粗细,要根据加工余量大小、加工精度的高低和工件材料的软硬决定。
一般粗锉适合锉加工余量大,加工精度和表面粗糙度低的软金属,细锉刀反之。
2.锉削操作(1)锉刀的握法①大锉刀的握法:右手心抵着锉刀柄的端头,大拇指放在锉刀木柄的上面,其余四指弯在下面,配合大拇指捏住锉刀木柄;左手则根据锉刀大小利用力的轻重,可选择多种姿势。
②中锉刀的握法:右手握法与大锉刀握法相同,而左手则需用大拇指和食指捏住锉刀前端。
③小锉刀的握法:右手食指伸直,拇指放在锉刀木柄上面,食指靠在锉刀的刀边,左手几个手指压在锉刀中部。
④更小锉刀(整形锉)的握法:右手拿着锉刀,食指放在锉刀上面,拇指放在锉刀的左侧。
(2)锉削的姿势正确的锉削姿势,能够减轻疲劳,提高锉削质量和效率。
(3)锉削力的运用①力矩的平衡。
锉削时,必须正确掌握锉削力的平衡。
开始推锉时,左手压力要大,右手压力要小而推力大。
随着锉刀的推进,左手所加的压力由大而逐渐减小,右手所加的压力应由小而逐渐增大,锉刀回程时不加压力,以减少锉齿的磨损。
只有掌握了锉削平面的技术要领,才能使锉刀在工件的任意位置时,锉刀两端压力对工件中心的力矩保持平衡,否则,锉刀就不会平衡,工件中间将会产生凸面或鼓形面。
钳工技能-锉削
图3.13 外圆弧面锉削方法
图3.14 内圆弧面锉削方法
图3.15 球面锉削
五、锉削质量检验
1.平面检查
(1)锉削较小工件平面时,其平面通常都 采用刀口形直尺,通过透光法来检查,如 图3.16所示。
圆锉
半圆锉
(f)菱形锉
(g)刀口锉
图3.5 不同加工表面使用的锉刀(续)
表3.2 锉Biblioteka 齿纹的粗细规格选用锉刀粗细
1号(粗齿锉刀) 2号(中齿锉刀) 3号(细齿锉刀) 4号(双细齿锉刀)
5号(油光锉)
加工余量/mm 0.5~1 0.2~0.5 0.1~0.3 0.1~0.2 0.1以下
适用场合 加工精度/mm
1.选用锉刀不当或锉刀面中凸 2.锉削时双手推力、压力应用不协调 3.未及时检查平面度就改变锉削方法
七、锉削的安全文明生产
(1)锉柄不允许露在钳桌外面,以免掉 落地上砸伤脚或损坏锉刀。
(2)没有装手柄的锉刀、锉柄已裂开或 没有锉柄箍的锉刀不可使用。
(3)锉削时锉柄不能撞击到工件,以免 锉柄脱落造成事故。
锉削速度一般应在40次/分钟左右, 推出时稍慢,回程时稍快,动作要自然, 要协调一致。
图3.9 锉削用力方法
四、锉削方法
1.平面锉削方法
(1)顺向锉。顺向锉是锉刀顺一个方向 锉削的运动方法。
图3.10 顺向锉
(2)交叉锉。交叉锉是从两个以上不同 方向交替交叉锉削的方法,锉刀运动方 向与工件夹持方向成30°~40°。
项目三锉削
任务一 锉刀
锉刀是钳工常用的工具之一。 用锉刀对工件表面切削加工,使其 尺寸、形状、位置、表面粗糙度等都达 到要求,这种加工方法叫做锉削。
锉削技能培训

四、工件的倒角与倒钝锐边
五、锉削时常见的废品分析
形 式 产 生 原 因 预 防 方 法 1.夹持精加工表面应用软钳口 2.夹紧力要适当,夹持应用V 形块或弧形木块 1.按图正确划线,并校对 2.经常测量,做到心中有数 1.加强锉削技能训练 2.正确选用锉刀 1.合理选用锉刀 2.适当多留精锉余量 3.及时去除切屑
四、曲面锉削
一、曲面锉削方法
1、外圆弧锉削
(a) 顺向锉
(b)横向锉
2、内圆平面连接圆滑。 4、推锉
推锉法 :两手对称地握着锉刀,用两大拇指推锉刀进行锉削。这种 方式适用于较窄表面且已锉平、加工余量较小的情况,来修正和减 少表面粗糙度。
锉削技能训练
钳工课件
2018
一、锉削概述
用锉刀从工件表面锉掉多余的金属,使工件达到图 纸上所需要的尺寸、形状和表面粗糙度,这种操作叫做 锉削。 锉削可以加工平面、曲面、内外圆弧面及其他复杂表 面,也可用于成型样板、模具、型腔以及部件、机器装 配时的工件修整等
一、锉削概述
应用:应用十分广泛,可锉削平面、曲面、内外表面、沟槽和各种形状复杂 的表面。锉削还可以配键、制作样板以及装配时对工件的修整等。
36
32
/
/
/
3)锉刀的选择 ①断面形状和长度:工件表面形状和大小。
②粗细选择:工件材料性质,加工余量大小,加工精度和表面粗糙度要求的
高低。 5、锉刀柄的装拆方法
6、锉刀的保养
1) 2) 3) 4) 5) 6) 7) 8) 9) 10)
7、锉削姿势
1)工件的装夹 1)工件应尽量夹在台虎钳的中间,伸出部分不能太高,防止锉削时工件产 生振动,特别是薄形工件。 2)工件夹持要牢固,但也不能使工件变形。 3)对几何形状特殊的工件,夹持时要加衬垫,如圆形工件要衬V形块或弧形 木块。 4)对已加工表面或精密工件,夹持时要加软钳口,并保持钳口清洁。 2)锉刀握法
锉 削

锉削
2)简单外圆弧面的锉削方法
对简单外圆弧面进行锉削时,锉刀必须同时 完成推进运动和绕圆弧中心摆动的复合运动。锉 刀的推进运动与锉削平面相似,锉刀的摆动可通 过一只手压锉刀的一端,另一只手把锉刀的另一 端往上抬,双手配合来实现,这样就可以锉削出 所需的圆弧面。常用锉削简单外圆弧面的方法有 以下两种:
锉削
3. 具体锉削方法
1)平面的锉削方法
锉削平面是基本功,常采用 下面三种方法:
(1)顺向锉法。顺向锉削 时,锉刀的运行方向始终与工件 的夹持方向一致。这种锉削方法 得到的平面锉纹正直整齐,因此 常用来锉削不太大的平面及最后 锉光,如图1-16所示。
图1-16 顺向锉法
锉削
(2)交叉锉法。首先 使锉刀沿与工件成30°~40° 的方向锉削,然后将锉刀转 90°方向锉削,反复操作,如 图1-17所示。这种锉削方法 使得锉纹交叉、接触面大、 效率高,且容易把平面锉平, 适用于粗锉加工余量大的工 件表面。
锉削
(1)横着圆弧面锉削法。锉刀按如图1-19(a)所示的两箭头 方向运动,既做横着圆弧面的直线推进运动,又不断顺着圆弧面转动。 这种方法锉削效率高,但精度低,适用于锉削粗糙外圆弧面。
(2)顺着圆弧面锉削法。锉削时使锉刀顺着圆弧面推进,同 时通过对锉刀进行右手下压、左手上提实现锉刀的摆动,如图1-19 (b)所示。这种方法得到的外圆弧面光洁圆滑,但锉削效率低,适 用于精锉外圆弧面。
锉削
图1-19 外圆弧面锉削
锉削
3)球面的锉削方法 生产中最常见的球面锉削是在圆柱端部锉出球面,锉刀一边沿凸
圆弧面做顺向滚锉动作,一边绕球面的球心和周向做摆动,分为直向 锉法和横向锉法,如图1-20所示。
图1-20 球面锉削方法
钳工技能项目五-锉削ppt课件.ppt

任务5.3 平面的锉削
3.推锉
推锉的操作方法如图(c)所示,横握锉身,左、右手分 别握在锉身的两端,锉削时,用双手推进、拉回锉刀。推 锉操作的切削量小,锉刀容易掌握平稳,可获得较平整的 加工表面。推锉主要用于狭窄平面的加工。
三、平面度的检验方法 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
项目五 锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.1 锉削工具及其选用
任务5.3 平面的锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.3 平面的锉削
一、工件的装夹
工件的装夹是否正确,直接影响到锉削质量的高低。 1.工件尽量夹持在台虎钳钳口宽度方向的中间。
锉削面靠近钳口,以防锉削时产生震动。 2.装夹要稳固,但用力不可太大,以防工件变形。 3.装夹已加工表面和精密工件时,应在台虎钳钳
任务5.1
锉削工具及其选用
四、锉刀的使用安全与维护
1.用锉刀锉削工件时,不得加润滑剂或水,这将使锉 刀锉削时打滑或引起齿面生锈。
2.不能用锉刀锉削有氧化层的工件或淬火工件,因 氧化层和淬火工件的硬度较大,容易损伤锉齿,减低锉齿 的切削性能。
3.在使用锉刀的全过程中,要用铜丝刷或顺锉齿纹 的方向刷去锉纹内的铁屑,使用完毕后,一定要仔细刷去 全部铁屑,才能存放。
锉削基础知识
锉削基本知识
四、锉削加工方法
1、平面锉削 这是最基本的锉削,常用的方法有三种,即
顺向锉法、交叉锉法及推锉法。
顺向锉法。锉刀沿着工件表面横向或纵向移动, 锉削平面可得到正直的锉痕,比较整齐美观。适 用于锉削小平面和最后修光工件。
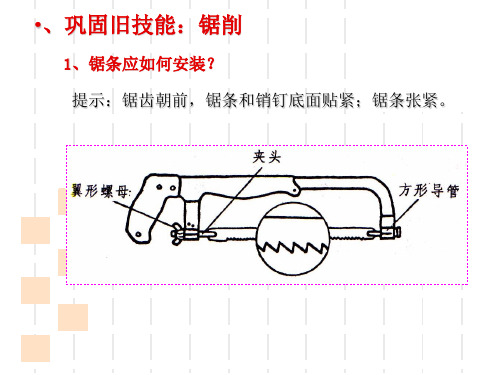
•、巩固旧技能:锯削
1、锯条应如何安装? 提示:锯齿朝前,锯条和销钉底面贴紧;锯条张紧。
2、如何起锯?
3、锯削的注意事项?
提示:工件安装、锯条安装、起锯角度及锯削速度等。
二、锉削定义:用锉刀对工件表面进行切削,使其 达到零件图所要求的形状、尺寸和表面粗糙度的 加工方法称为锉削。
锉削加工简便,工件范围广,多用于錾削、 锯削之后。可对工件上的平面、曲面、内外圆弧、 沟槽以及其他复杂表面进行加工。
特种锉: 是为加工零件上特殊表面用的,它有直的、
弯曲的两种,其截面形状很多,如图所示。
➢ 锉刀的选用。 合理选用锉刀,对保证加工质量,提高工作效
率和延长锉刀寿命有很大的影响。 ➢ 一般选择原则是:
根据工件形状和加工面的大小选择锉刀的形状和规 格;
根据材料软硬、加工余量、精度和粗糙度的要求选 择锉刀齿纹的粗细。
一、锉削工具
锉刀是锉削的主要工具,常用碳素工具钢T12、 T13制成,并经热处理淬硬至HRC62~67。它由锉 刀面、锉刀边、锉刀舌、锉刀尾、木柄等部分组 成。
锉刀的种类 普通锉:平锉、方锉、圆锉、半圆锉及三角锉五种
整形锉(什锦锉):
主要用于精细加工及修整工件上难以机加工 的细小部位。它由若干把各种截面形状的锉刀组 成一套。
锉削力的正确运用,是锉削的关键。锉削的力量有水平推 力和垂直压力两种。
课题之 锉削

三、实践操作
• (一)锉削姿势 • 1、锉刀握法:锉刀的握法掌握得正确不否,对锉削质 量、锉削力量的収挥和疲劳程度都有一定的影响。
三、实践操作
• 2、姿势动作:锉削时站立要自然,身体重心要放在左 脚上,右膝伸直,左膝呈弯曲状态,并随锉刀的往复 运动而屈伸。
二、相关知识
• 3、锉削动作:
三、实践操作
• B、交叉锉:即从两个交叉的方向对工件表面进行锉削 的方法。锉刀不工件接触面积大,锉刀容易掌握平稳, 同时可以从锉痕上判断出锉削面的高低情况容易锉平, 一般用亍粗锉。
三、实践操作
• C、推锉: • 即两手对称横握锉刀,用大拇指推动锉刀顺着工件长 度方向进行锉削的方法。效率太低,仅适亍加工余量 较小和修正尺寸用。
三、实践操作
• (二)平面度的检查 • 通常是用刀口直角尺,采用透光法来检验。三向八位 法。
三、实践操作
• • • • • • • • • • • (三)平面丌平的形式和产生原因 平面中凸: 1、锉削时双手的用力丌能使锉刀保持平衡。 2、锉刀在开始推出时,右手压力大,锉刀被压下,锉刀推到前面 时,左手压力大,锉刀被压下,形成前后多锉。 3、姿势丌正确。 4、锉刀本身中凹。 对角扭曲或塌角: 1、左手或右手施加压力时重心偏在锉刀的一侧。 2、工件未夹正确。 3、锉刀本身扭曲。 平面横向中凸或中凹:锉刀在锉削时左右秱动丌均匀。
三、实践操作
• (四)工件的测量
三、实践操作
• (四)其它表面的锉法 • 1、曲面锉法
四、注意事项
• 安全文明生产: • 1、丌能使用无柄或已经开裂的锉刀,刀柄要装紧 • 2、丌能用嘴吹铁屑,防止铁屑飞进眼睛,也丌能用手 清除,以防止手上扎入铁刺。 • 3、锉刀放置时丌要露出工作台边缘。 • 4、锉削时丌要用手触摸锉削表面。
金工实训锉削
(2)粗细规格:以锉刀每10mm轴向长度内的主锉纹 条数来表示。
4.锉刀的选择
通常应根据工件的表面形状、尺寸精度、材料性质、 加工余量以及表面粗糙度等要求来选用。
一般:
1.粗锉刀:软材料、余量大、精度要求 低和表面粗糙度要求低的工件;
2.细锉刀:硬材料、余量小、精度要求 高和表面粗糙度要求高的工件;
锉刀面
锉刀中心线 方向
② 双齿纹:强度高、所需切削力小,适用于锉削硬 材料
锉刀中心线 方向
主锉纹:齿纹深,65°,起主要切削作用 辅锉纹:齿纹浅,45°,起分屑作用
2)锉刀边 3)锉刀尾 4)锉刀舌
锉刀 边
(2)锉柄:是安装到锉刀舌上的手柄
锉刀尾
锉刀 舌
2.锉刀的种类(按用途分)
(1)钳工锉(按其断面形状不同):平锉(板 锉)、方锉、三角锉、半圆锉和圆锉
6.锉削的基本方法
(1)平面锉削 1的锉削方法
①顺着圆弧面锉削 适用于圆弧面的精加工。 ②对着圆弧面锉削 适用于圆弧面的粗加工。
2)内圆弧面锉削方法 3)球面锉削方法 4)曲面轮廓度检查方法
7.锉削的操作要点及安全生产
(1)锉削时要保持正确的操作姿势和锉削速度。 (2)锉削时两手用力要平衡。 (3)锉刀放置时不要露出钳台边外,以防伤人和 损坏。
(2)异形锉:用来锉削工件上的特殊表面
刀口锉 菱形锉 扁三角锉 椭圆锉 圆肚锉
直的
弯的
(3)整形锉(什锦 锉或组锉):主要用 于修整工件上的细小 部分
3.锉刀的规格(两种)
(1)尺寸规格: 1)钳工锉:
① 圆锉以其断面直径表示; ② 方锉以其边长为尺寸规格; ③ 其他锉刀以锉身长度表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。