玻璃镀膜膜施工流程---
夹胶玻璃镀膜工艺

夹胶玻璃镀膜工艺
《夹胶玻璃镀膜工艺》
夹胶玻璃作为一种新型的建筑材料,具有优良的隔热、隔音性能,因此在建筑行业得到了广泛的应用。
而夹胶玻璃镀膜工艺则是为了增强夹胶玻璃的性能和美观度而开发的一种技术。
夹胶玻璃镀膜工艺主要包括三个步骤:准备工作、玻璃镀膜和质检。
首先是准备工作,包括玻璃清洁、表面处理和膜材料准备等。
其次是玻璃镀膜,将膜材料喷涂到玻璃表面,并进行固化和烘烤,使膜材料与玻璃紧密结合。
最后是质检,对镀膜的玻璃进行外观和性能的检测,确保其符合相关标准。
夹胶玻璃镀膜工艺的优势在于可以提高夹胶玻璃的光学、耐候和耐化学性能,延长其使用寿命。
此外,还可以根据客户需求进行定制,满足不同领域的应用需求。
因此,夹胶玻璃镀膜工艺在建筑、汽车、家具等行业有着广泛的应用前景。
随着科技的发展,夹胶玻璃镀膜工艺也在不断创新和进步,不仅增强了玻璃的功能和装饰效果,还提高了生产效率和降低了成本。
未来,我们可以期待夹胶玻璃镀膜工艺在更多领域的应用,为人们的生活和工作带来更多便利和美好。
IR镀膜标准作业书 B2

工站工具工具台灯细沙皮、无尘布吸盘勺子、吸尘器、刀片吸尘器、刀片3 确认套环4 确认光控,晶控,APS5 选程序6 放置产品吸盘吸尘器,刀片膜料APS COIL APS 偏压温度蒸发速率8 取产品TI3O51.25--1.35A100V120℃0.35nm/s9 清洁腔体SIO2 1.45--1.55A 150V 120℃0.8nm/s光度计,翘曲平台,塞尺填写相关记录轻拿轻放,两个人共同确认膜料水平与坩埚口齐平直接影响产品外观直接影响产品翘曲在更换阳极筒的同时,用手电筒检查APS内部,如有异物,应清扫两人共同确认,要打开程序确认主要参数,见本SOP左下角镀膜前后的产品一律放在黄光区清洗和镀膜的间隔时间超过2小时,或者发现玻璃表面有脏污,必须重工清洗人员进入喷砂房作业后需至更衣室更换干净手套,并在风淋室清洁后方可进入镀膜区如果人手足够,第一步入站检查和第二步腔体清洁可以同时进行,但是在准备上片的时候,机台必须清洁保养完毕,吸尘器关闭背对真空室门,开门,然后等半分钟再进行操作。
防止吸入氮气造成的身体不适。
在开门前应确保polycold处于待机状态,如果还在制冷状态,应先按F4-S3除霜坩埚挡板及护板,APS阳极筒每炉更换一次,polycold护板和APS保护锡纸每两炉换一次WOC IR 镀膜标准作业书页 次2014-11-5制作部门1350镀膜机、吸尘器,刀片、勺子、吸盘,光度计,翘曲平台,塞尺,细沙皮备注WOC镀膜机种待镀膜产品文件编号初版发行日期新版发行日期B22/2WOC 事业部QT-WI-OCR-102005文 件 名 称版 本2012-11-1210.1 每炉取光控片和1片wafer测试上、中、下三处的光谱曲线,每炉每片测试翘曲。
10.2 每炉取2片监控片,做三次回流焊。
10 产品检测品质注意事项说明1. 程序和镀膜面必须两人共同确认并做相应记录;2. 腔体清洁应本着从上到下,从里到外的顺序操作;3. 不镀膜的时候,须保持抽真空状态。
墙面钢化镀膜玻璃安装方案

墙面钢化镀膜玻璃安装方案一、前期准备工作1.确定安装区域:首先需要确定安装墙面钢化镀膜玻璃的区域,包括墙面的尺寸、位置和数量等。
2.量取尺寸:使用测量工具,准确地量取安装区域的尺寸,包括高度和宽度。
3.材料采购:根据安装区域的尺寸确定需要采购的墙面钢化镀膜玻璃的数量和规格。
4.检查墙面:检查安装区域的墙面是否平整,如果有凹凸不平的地方需要预先进行修复。
5.准备安装工具:准备好安装所需的工具,包括尺子、电钻、螺丝刀、轻型墙面固定螺栓等。
二、安装步骤1.定位固定点:根据测量好的尺寸,在安装区域的四角和中间位置确定固定点。
2.钻孔:使用电钻在确定的固定点上打孔,孔的深度需根据墙面具体情况来决定,保证孔的深度能够稳固地固定墙面钢化镀膜玻璃。
3.安装固定螺栓:将轻型墙面固定螺栓插入钻好孔的位置,用螺栓刀扭紧,确保牢固固定。
4.安装墙面钢化镀膜玻璃:按照预先测量好的尺寸和位置,将墙面钢化镀膜玻璃贴在固定螺栓上,轻轻压紧。
5.固定墙面钢化镀膜玻璃:使用螺丝刀将固定螺栓上的螺母扭紧,确保墙面钢化镀膜玻璃固定牢固。
6.检查和调整:安装好墙面钢化镀膜玻璃后,仔细检查每块玻璃的位置和水平度,如有需要可以用调整器进行微调。
7.清洁和保养:安装完成后,用干净软布擦拭墙面钢化镀膜玻璃表面,保持干净和光洁。
三、安全注意事项1.安全帽:在进行钻孔和安装工作时,必须佩戴安全帽,确保头部的安全。
2.护目镜:在钻孔和安装过程中,需要佩戴护目镜,防止灰尘和碎片损伤眼睛。
3.手套:安装墙面钢化镀膜玻璃时,需要佩戴适合的手套,防止手部受伤。
4.固定螺栓选择:选择合适的固定螺栓,根据墙面材料和墙面钢化镀膜玻璃的重量来决定。
5.多人合作:为了安装的顺利进行,最好有两人或以上进行合作,确保过程中的安全和稳定。
四、后期维护1.定期清洁:定期使用干净的软布擦拭墙面钢化镀膜玻璃表面,保持干净和光洁。
2.避免碰撞:在使用过程中,要避免墙面钢化镀膜玻璃与硬物碰撞,以免造成划痕或损坏。
防爆玻璃镀膜工艺流程
防爆玻璃镀膜工艺流程The process of coating explosion-proof glass is essential in ensuring its functionality and durability. The first step in this process is the preparation of the glass surface. This involves thorough cleaning and drying to remove any contaminants that may hinder the adhesion of the coating.玻璃表面处理是防爆玻璃涂层工艺中的第一步,它是确保其功能性和耐久性的关键。
这个过程包括彻底清洁和干燥,以消除可能会影响涂层附着力的任何污染物。
After the glass surface is properly prepared, the next step is to apply the coating material. This can be done through various methods such as spraying, dipping, or rolling, depending on the type of coating being used. The thickness of the coating is carefully controlled to ensure uniformity and effectiveness in providing protection against explosions.在玻璃表面准备好之后,下一步是涂抹涂层材料。
这可以通过不同的方法来完成,比如喷涂、浸渍或滚动,取决于所使用的涂层类型。
涂层的厚度要受到精密控制,以确保均匀性,有效地提供防爆保护。
LOW-E镀膜钢化玻璃生产工艺

LOW-E镀膜钢化玻璃生产工艺
首先,需要将原材料玻璃进行切割。
根据产品尺寸要求,将大片的玻
璃切割成指定尺寸的小块玻璃,切割过程需要使用专用的玻璃切割机械。
然后,对切割好的玻璃进行边缘加工。
边缘加工是为了使玻璃表面更
加光滑,避免伤人。
边缘加工主要有两种方法:一种是通过砂轮进行磨削,另一种是通过机械加工进行抛光。
接下来,需要对玻璃进行清洗。
玻璃清洗是为了去除表面的污垢和灰尘,确保镀膜的质量。
通常使用清洗剂和水进行清洗,然后使用干净的布
擦干。
清洗完毕后,需要对玻璃进行镀膜。
镀膜是LOW-E玻璃的核心工艺,
通过在玻璃表面涂覆一层具有高反射性能的薄膜,实现对热辐射的反射,
提高隔热性能。
镀膜过程需要使用专用的真空镀膜设备,将玻璃放入真空
室内,通过高温蒸发的方式,使金属氧化物在玻璃表面形成一层均匀而稳
定的薄膜。
镀膜完成后,需要对玻璃进行钢化处理。
钢化是为了提高玻璃的强度
和安全性能。
将镀膜玻璃放入钢化炉内,加热到高温,然后迅速冷却,使
玻璃表面和内部形成压缩应力,增加玻璃的抗冲击能力。
最后,对钢化玻璃进行包装。
将钢化玻璃用塑料膜或纸箱进行包裹,
防止玻璃在运输过程中受到损坏。
以上就是LOW-E镀膜钢化玻璃的生产工艺。
通过这些工艺步骤,可以
制造出具有优异隔热性能和良好安全性能的玻璃产品,满足建筑行业对高
性能玻璃的需求。
贴玻璃膜流程案例

贴玻璃膜流程案例一、准备工作。
1.1 材料与工具。
1.2 清洁玻璃。
这玻璃得擦得干干净净的。
先用湿布把玻璃上的灰尘、污渍啥的擦一遍,就像给玻璃洗个脸似的。
然后再用干布擦,得擦到玻璃上一点脏东西都没有,要是玻璃不干净,那膜贴上去就跟脸上有麻子似的,坑坑洼洼的不平整。
二、贴膜过程。
2.1 裁剪膜。
把玻璃膜按照玻璃的尺寸裁剪好,这可不能马虎。
得比着玻璃的大小来,稍微留一点边儿就行,可别裁得太大或者太小。
要是裁大了,贴的时候就会有多余的部分,就像穿了件不合身的衣服,皱皱巴巴的;要是裁小了,那玻璃就有地方露出来,就像没穿好衣服似的,多难看啊。
2.2 喷水。
在玻璃上喷上水,水里可以加点洗洁精,这就像是给玻璃和膜之间做个润滑剂。
喷得要均匀,可别有的地方多有的地方少,就像炒菜放盐得放均匀一样,不然膜贴上去就容易有气泡。
2.3 贴膜。
把裁剪好的膜小心翼翼地贴到玻璃上,从一边开始慢慢贴,一边贴一边用刮板把膜下面的水和空气刮出来。
这时候得像对待刚出生的小婴儿一样小心,要是刮板刮得太用力,膜就容易被刮坏。
如果有气泡,就慢慢把气泡往边缘赶,可不能急,急了就容易出乱子。
三、收尾工作。
3.1 裁边。
膜贴好后,用美工刀把多余的边裁掉。
这时候手得稳,刀要锋利,就像做手术的医生一样精准。
要是裁得歪歪扭扭的,那整个贴膜就像个没修好边的衣服,看着特别不精致。
3.2 检查。
最后就是检查啦。
看看膜贴得是不是平整,有没有气泡或者划痕。
要是有小问题,还得及时处理。
就像做完一件作品得检查检查有没有瑕疵一样,要是不检查就交差,那可能就会有麻烦事儿。
这贴膜啊,每个步骤都得做好,就像盖房子得一块砖一块砖地砌好,这样贴出来的玻璃膜才能既美观又耐用。
玻璃膜施工方案

玻璃膜施工方案本文介绍了XXX·名仕嘉园II-1期工程玻璃贴膜工程的施工方案。
依据江苏省工程建设推荐性技术规程《建筑玻璃贴膜工程技术规程》(苏JG/T022-2006)和中通名仕嘉园贴膜工程施工协议书,结合本工程施工现场实际情况,编制了质量保证体系及网络图。
施工工艺及流程包括施工准备、清洗玻璃、薄膜装贴、边部修剪、挤水和吸水收边。
在施工准备阶段,应将贴膜工具以及其他辅助物料准备齐全,并将膜裁剪好,同时将有碍施工的物件拆除、移去。
在清洗玻璃阶段,需要采用专用清洗液充分润湿玻璃表面均匀擦洗整个玻璃面,洗去玻璃表面的油迹和浮尘。
在薄膜装贴阶段,需要将玻璃清洗干净后,换用专用安装液均匀地充分润湿整面玻璃,随即在膜的安装胶层表面也均匀地喷上安装液后,立即把膜粘贴到玻璃上,滑向正确的位置。
在边部修剪阶段,需要将边部多余部分沿着窗边缘修剪整齐,控制膜与窗边缘的间隙在0.8~1.5mm之间。
在挤水阶段,需要采用挤水工具将膜下的安装液均匀排除,并重复两次,以确保膜下的安装液全部排出。
最后,在吸水收边阶段,需要用吸水工具将膜下的安装液排除干净。
在安装玻璃膜之前,需要将安装液全部排出,用无纺布吸干边部和窗边缘,以防止水份和空气再次渗入膜底下。
最后,需要将窗框四周的水份全部擦干。
在施工中,需要按适当的比例调配清洗液和安装液,以确保装贴的质量。
同时,当环境温度低于5℃时,不得施工。
需要使用专用铲刀具及配套不锈钢刀片铲除玻璃表面附着的杂物。
在施工过程中,不得使玻璃局部升温,以免玻璃炸裂。
使用的清洗液、安装液、安装工具和养护用品应与所贴玻璃膜相配套。
在玻璃膜安装一个月后,才可施工与玻璃膜相配套的结构胶。
为保证工程质量,需要安排专人负责施工全过程的工程质量控制工作。
在施工过程中,需要组织技术过硬的施工人员进行施工。
同时,需要狠抓准备工作质量,认真抓好思想准备、技术准备、物资准备、组织准备和现场准备。
保证所有施工材料均符合环保要求,不对人体和环境造成损坏。
玻璃镀膜工艺规程
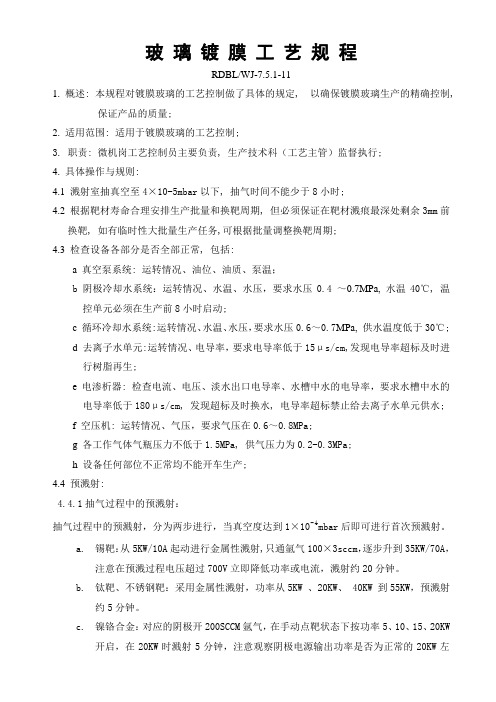
玻璃镀膜工艺规程RDBL/WJ-7.5.1-111. 概述: 本规程对镀膜玻璃的工艺控制做了具体的规定, 以确保镀膜玻璃生产的精确控制,保证产品的质量;2. 适用范围: 适用于镀膜玻璃的工艺控制;3. 职责: 微机岗工艺控制员主要负责, 生产技术科(工艺主管)监督执行;4. 具体操作与规则:4.1 溅射室抽真空至4×10-5mbar以下, 抽气时间不能少于8小时;4.2 根据靶材寿命合理安排生产批量和换靶周期, 但必须保证在靶材溅痕最深处剩余3mm前换靶, 如有临时性大批量生产任务,可根据批量调整换靶周期;4.3 检查设备各部分是否全部正常, 包括:a 真空泵系统: 运转情况、油位、油质、泵温;b 阴极冷却水系统:运转情况、水温、水压,要求水压0.4 ~0.7MPa, 水温40℃, 温控单元必须在生产前8小时启动;c 循环冷却水系统:运转情况、水温、水压,要求水压0.6~0.7MPa, 供水温度低于30℃;d 去离子水单元:运转情况、电导率,要求电导率低于15μs/cm,发现电导率超标及时进行树脂再生;e 电渗析器: 检查电流、电压、淡水出口电导率、水槽中水的电导率,要求水槽中水的电导率低于180μs/cm, 发现超标及时换水, 电导率超标禁止给去离子水单元供水;f 空压机: 运转情况、气压,要求气压在0.6~0.8MPa;g 各工作气体气瓶压力不低于1.5MPa, 供气压力为0.2-0.3MPa;h 设备任何部位不正常均不能开车生产;4.4 预溅射:4.4.1抽气过程中的预溅射:抽气过程中的预溅射,分为两步进行,当真空度达到1×10-4mbar后即可进行首次预溅射。
a.锡靶:从5KW/10A起动进行金属性溅射,只通氩气100×3sccm,逐步升到35KW/70A,注意在预溅过程电压超过700V立即降低功率或电流,溅射约20分钟。
b.钛靶、不锈钢靶:采用金属性溅射,功率从5KW 、20KW、 40KW 到55KW,预溅射约5分钟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F&K玻璃镀膜施工流程
六、玻璃镀膜:
3、镀膜顺序: 左前挡玻璃-右前挡玻璃-右侧挡玻璃-后挡玻璃-左侧挡玻璃 4、前挡手法: 由下往上直线涂抹均匀,尽量不要重叠。 5、侧窗手法: 由前往后直线涂抹均匀。 6、天窗手法: 由前往后直线涂抹均匀。 7、后挡手法: 由上往下均匀涂抹。 8、倒后镜手法: 由上往下均匀涂抹。
1、服务顾问检查: 2、通知客户: 3、付款买单: 邀请服务顾问检查质量并上交钥匙。 按照前台服务流程进行。 按照前台服务流程进行。
车内观看施工与未施工效果
车外观看施工与未施工效果
F&K玻璃镀膜施工流程
九、滑水检测:
1、检测雨刷: 2、玻璃检查: 3、遗漏施工: 检测雨刷器是否抖动或雨刷刷不干净等情况。 检测全车玻璃是否有遗漏的地方。 按上膜的标准对遗漏地方进行施工。
注意事项:
用水测试滑水效果要等待玻璃温度降下后方可进行测试! 不然会出现严重爆玻璃现象!
F&K玻璃镀膜施工流程
F&K玻璃镀膜施工流程
六、玻璃镀膜:
1、材料配比: 注意事项: 用注射器吸取统一用量再搅兑;材料配比严格按照比例进行,AX1过多发涩 雨刮会抖; AX2过多会发朦! 2、工具设备: 兰色海绵/纸巾/无纺布 AX-1AX/2 1:1配比,用量前挡AX-1/5ML/AX-2/5ML/ 全车AX-1/10ML/AX-2/10ML
F&K玻璃镀膜
时间再赶不赶5分 钟检查时间! 时间再急不急1分 钟签字时刻!
F&K玻璃镀膜施工流程
一、检查车辆
1、外观: 检查顺序左前门/玻璃
左前A柱 左侧前风挡 左前叶子板 左前引擎盖 左前轮 左前大灯 左前保险杆 中网 右前大灯 右前保险杆 右前引擎盖 右前叶子板 右前轮 右前风挡玻璃 右前门/玻璃 天窗/右车顶 B柱 右玻璃/后门 右后挡玻璃 C柱 右后叶子板 右后轮 后备厢曾 右后保险杆 左后保险杆 左后叶子 板 左后轮 左后挡玻璃 左后门/玻璃 左侧车顶 B柱
物品或是后备厢存在异味!
F&K玻璃镀膜施工流程
二、清洗车辆
按出水芙蓉标准流ቤተ መጻሕፍቲ ባይዱ执行 重点:
清洗过程中玻璃表面只需简单清洗,但所有玻璃边框需用 大毛刷着重刷洗多遍并冲干净!
F&K玻璃镀膜施工流程
三、过粘土
1、检查粘土: 洁净无颗粒物,经过温水浸泡后使用 新旧粘土不能同放一处,旧粘土会腐蚀新粘土! 已发臭粘土为变质需评估是否可淘汰! 已喷过柏油的漆面要着重用洗车液清洗干净后才能过粘土! 粘地土不能与L2/L3材料共用,这些材料会直接分解完粘土! 在使用粘土过程中可用最低浓度洗车液作润滑剂以免黏手或 遇到软车漆时不能使用重力以免将漆面过花及发朦!
十、雨刮镀膜:
1、雨刷清洗: 2、清洁水份: 3、上雨刷膜: 拆下雨刷把橡胶条彻底的清洗干净。 用风枪把雨刷上的水彻底吹干。 摇匀后把雨刷膜(WC-16)均匀的涂抹在雨刷器的橡胶条上。
F&K玻璃镀膜施工流程
十一、全车清洁:
1、内室: 2、车身: 3、引擎舱: 4、玻璃: 5、轮胎: 出水芙蓉标准。 出水芙蓉标准。 出水芙蓉标准。 出水芙蓉标准。 出水芙蓉标准。
左前门板
头枕 头枕
右后座椅靠背 右前座椅靠背
座椅座枕 座椅座枕
脚垫 脚垫
右前门板 顶棚 右前座椅 仪表台储物柜
注意事项:
注重提醒顾客车上贵重物品请随身携带或寄存在前台!真皮的掉色、染色、 窜色,皮层磨损;左侧仪表台储物柜在征得顾客同意后方可检查;玻璃内 侧为重中之重!
F&K玻璃镀膜施工流程
4、后备厢: 先咨询后备厢是否要整理,检查备胎(有无/是否缺气),是否有贵重
F&K玻璃镀膜施工流程
三、过粘土
4、施工检查: 玻璃表面无杂质,飞漆、污点等
F&K玻璃镀膜施工流程
三、过粘土
5、粘土保存: 用完后温水浸泡摊成饼状,挑出污物,用清水活养!
F&K玻璃镀膜施工流程
四、清洗玻璃
施工材料为AX-3
1、施工顺序: 左边前挡玻璃-右边前挡玻璃-天窗-右边侧挡玻璃-后挡玻璃-左侧挡玻璃 〔按顺时针方向施工〕
F&K玻璃镀膜施工流程
十二、工位整理:
1、工具设备: 2、场地清洁: 清洁、整理、归位。 地面、墙壁无污水、杂物、粉尘。
3、镀膜毛巾:
出水芙蓉标准使用后立即置于清水中浸泡,禁止使用酸碱类清 洁剂,施工彻底完毕后及时清洗,自然晾干。
材料登记整理归位。
4、材料统计归位:
F&K玻璃镀膜施工流程
十三、验收标准:
注意事项:
黏车漆!
F&K玻璃镀膜施工流程
三、过粘土
2、施工顺序: 左前挡玻璃-右前挡玻璃 - 天窗- 右侧挡玻璃-后挡玻璃-左侧挡玻璃 (按顺时针方向施工) 注意事项: 风挡雨刮片许多是隐藏式的,在提起雨刮片时注意避免将引擎盖车漆擦掉!
F&K玻璃镀膜施工流程
三、过粘土
3、施工方法: 粘土捏成块状置于掌心,保持漆面水份充足,40×40厘米见方 横竖摩擦,力度适中,五根手指感觉玻璃状况!
2、施工方法:保持玻璃有水的情况下,再将AX-3适量倒在海绵上均匀涂开,直线交 叉用力擦拭,每次重叠1/2
F&K玻璃镀膜施工流程
四、清洗玻璃
3、施工检查: 用水配合海绵把AX/3研磨粉尘清洗干净,检查玻璃是否干净,玻璃 成净水状态为准,注意不要遗漏边角部份 4、施工检查: 玻璃上的水成水帘状,即为干净。如有不粘水的地方,表明玻璃表面 油膜还未清洗干净,需继续清洗。 5、车辆简洗:
嘉馨弗客职业规范标准化培训教材
2015年10月版
工程部职员标准课程之
玻璃滑水膜
F&K玻璃镀膜
施工前准备 工具:
超纤毛巾5条
鹿皮1条 烤枪1把/红外线烤灯1副 粘土1块 量杯1个 注射器1个 玻璃清洗海绵1块 玻璃镀膜海绵1块
F&K玻璃镀膜
施工前准备 材料:
AX1 玻璃镀膜剂(蓝色) AX3 玻璃清洗剂(灰色) AX2 玻璃镀膜剂(透明) WC-16 雨刮润滑剂
清水清洗不再使用洗车液,只需淋浴喷淋头,使用干净无油超纤毛巾。
F&K玻璃镀膜施工流程
五、玻璃干燥
1、擦水: 专用脱水巾擦干玻璃水份。(注意:不能用含有油和其它的毛巾使用。) 2、吹干: 3、烤干: 风枪吹干边角及边缝残留的水份。 用烤枪加热玻璃到30度左右,请勿用手肚接触玻璃表面,避免玻璃表面沾 上油脂。
注意事项:
侧光观看有无凹突点, 划伤,擦伤、掉漆现象,底边有无侧腰底边有无刮伤! 玻璃有无划伤,石打现象!
F&K玻璃镀膜施工流程
2、引擎舱: 部件有无松动、异样!
F&K玻璃镀膜施工流程
一、检查车辆
3、内室: 钥匙无损 已交付钥匙牌
打引擎盖/后备厢 仪表各指 示灯 玻璃升降 天窗开关 化妆镜 仪表台 中控台 扶手箱 座椅头枕 座椅靠背 座椅座枕 脚垫 左后门板 左前座椅靠背 顶棚 左后座椅头枕 左后座椅靠背 座椅座枕 脚垫 后备厢 右后门板 顶棚 右后座椅
注意事项:
如若必须提 起雨刮片保 险起见用毛 巾如图包住! 上膜遵循顺 风方向!
F&K玻璃镀膜施工流程
七、烤膜:
1、烤膜顺序: 左边前挡玻璃-右边前挡玻璃-右边侧挡玻璃-后挡玻璃-左侧挡玻璃 (按顺时针方向施工 2、烤膜温度: 用烤枪加热玻璃到30度左右。
F&K玻璃镀膜施工流程
八、擦膜:
1、毛巾准备: 2、擦膜顺序: 3、擦膜方法: 专用擦膜毛巾(2条)。 左前挡玻璃-右前挡玻璃-右侧挡玻璃-后挡玻璃-左侧挡玻璃 待玻璃冷却到正常温度,用干毛巾用力擦试一遍,后用潮毛巾干毛 巾擦试一遍。(湿毛巾以现场培训为准)