筷子的工艺
一双筷子打天下的分类方法

一双筷子打天下的分类方法筷子是中国传统餐具,已有数千年的历史。
在中国人的日常生活中,筷子被广泛运用于各种用餐场合。
随着时代的进步和科技的发展,筷子的种类也逐渐多样化。
本文将围绕“一双筷子打天下”这一主题,详细介绍一双筷子的分类方法。
一、材料分类:1.木筷:木筷是最传统的筷子。
它们由天然木材制成,质地轻盈,使用起来具有良好的手感。
木筷不会产生静电,对人体无害。
但是,木筷容易受潮和破损,不适合长时间浸泡在水中。
2.竹筷:竹筷是目前最常见的筷子材料。
它们由细竹子制成,质地坚韧,使用寿命相对较长。
竹筷具有一定的弹性和韧性,不易变形和断裂。
除此之外,竹筷还具有天然的抗菌、防腐性能,能够有效保护人们的健康。
3.不锈钢筷:不锈钢筷是一种新型的筷子材料。
它们由不锈钢制成,具有耐腐蚀、耐高温、易清洁等优点。
不锈钢筷不会变形,非常坚固耐用。
然而,不锈钢筷的质地相对硬重,使用起来手感不如木筷和竹筷舒适。
4.聚酯筷:聚酯筷是一种现代化的筷子材料。
它们采用塑料材料制成,具有耐高温、耐磨损、不变形等特点。
聚酯筷易于清洁、无毒无害。
然而,由于塑料材料的特性,聚酯筷不具备传统筷子的手感,使用时易滑动,不够稳定。
二、工艺分类:1.手工筷:手工筷是指那些完全由人工制作的筷子。
这些筷子半成品经过多次加工和琢磨,最终形成其中一种特定的样式。
手工筷具有精细的手工技艺,外观典雅,线条流畅。
2.机器筷:机器筷是指由筷子加工机器制作出的筷子。
这些机器以快速而高效的方式生产筷子,形状规则统一、机器筷的外观整齐,线条简洁。
三、功能分类:1.常规筷子:常规筷子是指通常用于日常饭食的筷子。
它们的长度适中,一般为25-30厘米,兼具实用性和舒适度。
常规筷子适用于各种餐具和菜系,并被广泛使用。
2.长筷:长筷是指那些长度超过30厘米的筷子。
长筷主要用于烹饪过程中的翻炒、搅拌等操作。
它们比常规筷子更长,方便厨师在火上搅拌食材,保持一定的距离,防止被烫伤。
3.叉子/勺子筷:叉子/勺子筷,顾名思义,是一种功能组合筷子。
筷子做的手工艺品简单环保

筷子做的手工艺品简单环保
筷子是中国传统的餐具,不仅实用,还可以通过巧妙运用来制作各种手工艺品,下面是一些简单环保的筷子手工艺品制作方法:
1. 筷子拼图:将废旧的筷子切成不同长度,并进行拼贴,可以做出各种有趣的图案,如花朵、动物、字母等。
这是一种简单而富有创意的手工艺品制作方式。
2. 筷子搭建:用筷子和木胶水来搭建各种小型建筑物,如桥梁、房屋、飞机等,可以发挥创意,锻炼动手能力,同时也可以培养对环保材料的意识。
3. 筷子挂饰:将筷子剪成不同长度,用线穿过筷子的中间部分,并在两端绑上小装饰物,如珠子、小饰品等,可以制作成吊饰、挂饰或者手机链等,可以增加居室的装饰效果。
4. 筷子花篮:将筷子用线或竹篾编织成花篮的样式,然后在篮子上装饰花朵或者绿植,既能起到容器的作用,又锻炼了手工编织的技巧。
5. 筷子画架:将一束筷子用绳子或者钉子固定在一起,形成一个三角形的画架。
可以将画架放置在桌面上,可以用来展示自己的画作,也可以用来做装饰架子。
总的来说,从废旧筷子制作手工艺品可以起到节约资源和环保的作用,并且可以通过巧妙的设计和创意来制作出各种有趣的艺术品,同时也可以培养手工能力和
创造力。
筷子生产工艺及流程
筷子生产工艺及流程
筷子是中国传统的餐具之一,也是世界上许多亚洲国家常用的餐具。
它以其独特的制作工艺和设计风格而闻名于世。
下面我们将介绍筷子的生产工艺及流程。
筷子的制作工艺可以追溯到古代。
最早的筷子是由竹子制成的,因为竹子是中国最常见的材料之一。
如今,随着技术的进步,筷子也可以由其他材料制成,如木材、塑料、金属等。
首先,筷子的制作从选材开始。
对于竹筷来说,制作商会选择高质量的竹子,以确保筷子的质量和耐用性。
之后,竹子需要经过处理,如去皮、去节和烘干等。
这些步骤旨在确保竹子的质量和稳定性。
接下来,竹子会被切割成适当的长度和形状。
制作商使用特殊的工具和设备来完成这个过程。
根据筷子的设计和规格,切割出不同尺寸和形状的筷子。
然后,筷子的表面会进行打磨和修整。
制作商会使用砂纸或其他研磨工具将筷子的表面抛光,以确保筷子的外观光滑和质感。
在所有的制作工艺完成后,筷子会进行上色和装饰。
制作商可以使用染色剂或涂料将筷子染成不同的颜色,也可以在筷子上刻上花纹或文
字等装饰。
最后,筷子需要经过质量检查和包装。
制作商会检查每一双筷子,确保它们符合质量标准。
然后,筷子会被包装成适当的包装盒或袋子,以便运输和销售。
总的来说,筷子的生产工艺包括选材、切割、打磨、上色和装饰,最后经过质量检查和包装。
这些工艺保证了筷子的质量和外观。
无论是传统的竹筷还是现代的木材、塑料、金属筷子,它们都经历着相似的制作过程,为人们提供方便、实用的餐具。
筷子加工基本工艺流程
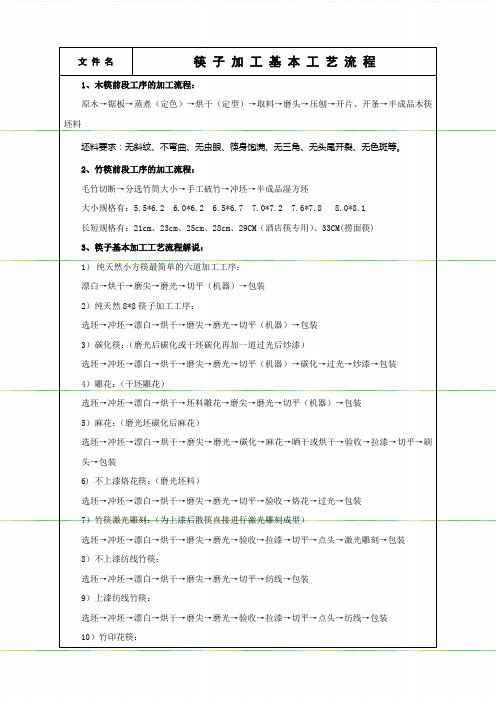
文件名筷子加工基本工艺流程1、木筷前段工序的加工流程:原木→锯板→蒸煮(定色)→烘干(定型)→取料→磨头→压刨→开片、开条→半成品木筷坯料坯料要求:无斜纹、不弯曲、无虫眼、筷身饱满、无三角、无头尾开裂、无色斑等。
2、竹筷前段工序的加工流程:毛竹切断→分选竹筒大小→手工破竹→冲坯→半成品湿方坯大小规格有:5.5*6.2 6.0*6.2 6.5*6.7 7.0*7.2 7.6*7.8 8.0*8.1长短规格有:21cm、23cm、25cm、28cm、29CM(酒店筷专用)、33CM(捞面筷)3、筷子基本加工工艺流程解说:1)纯天然小方筷最简单的六道加工工序:漂白→烘干→磨尖→磨光→切平(机器)→包装2)纯天然8*8筷子加工工序:选坯→冲坯→漂白→烘干→磨尖→磨光→切平(机器)→包装3)碳化筷:(磨光后碳化或干坯碳化再加一道过光后炒漆)选坯→冲坯→漂白→烘干→磨尖→磨光→切平(机器)→碳化→过光→炒漆→包装4)雕花:(干坯雕花)选坯→冲坯→漂白→烘干→坯料雕花→磨尖→磨光→切平(机器)→包装5)麻花:(磨光坯碳化后麻花)选坯→冲坯→漂白→烘干→磨尖→磨光→碳化→麻花→晒干或烘干→验收→拉漆→切平→刷头→包装6) 不上漆烙花筷:(磨光坯料)选坯→冲坯→漂白→烘干→磨尖→磨光→切平→验收→烙花→过光→包装7)竹筷激光雕刻:(为上漆后散筷直接进行激光雕刻成型)选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→切平→点头→激光雕刻→包装8)不上漆纺线竹筷:选坯→冲坯→漂白→烘干→磨尖→磨光→切平→纺线→包装9)上漆纺线竹筷:选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→切平→点头→纺线→包装10)竹印花筷:选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→印花→拉面漆→切平→点头→包装 11)热收缩套花:选坯→冲坯→漂白→烘干→磨尖→磨光→切平→套花→包装12)印花木筷:磨尖→磨光→验收→抛光(过光)→拉漆→印花→拉面漆→切平→点头→包装13)雕刻木筷:磨尖→磨光→验收→雕花→过光→拉漆→切平→点头→包装14)生漆筷:磨尖三道或四道→手工磨面(先粗砂纸打磨整型,再用细砂纸打磨平整)→削头(不上金属头生漆筷需进行削头)→上生漆(一般情况下需二道底灰二道面漆,上生漆后,存放时间越久越厚越亮,但怕太阳直晒,是最环保的。
用一次性筷子做的工艺品

用一次性筷子做的工艺品
一次性筷子可以用来制作各种有创意的工艺品,例如:
1. 筷子音乐盒:将一些废弃的一次性筷子切割成不同长度,按照音阶排列,然后用绳子将它们绑在一起。
当你拨动筷子时,就能发出不同的音调,制作一个有趣的音乐盒。
2. 筷子书签:将一次性筷子剪成合适的长度,然后用彩色纸或绸带将其包裹,再在顶端装饰一只小动物、花朵或其他图案,即可制作一个独特的书签。
3. 筷子花瓶:将一些一次性筷子切割成相同长度,用流口水胶将它们粘在一起,形成一个管状。
然后,在外面用彩色纸或织物包裹,制作一个简单但漂亮的花瓶。
4. 筷子灯笼:将一些一次性筷子剪成相同长度,并用线将它们绑在一起,形成一个圆形框架。
然后,在框架上贴上纸或织物,并装饰上各种图案,制作一个独特的灯笼。
5. 筷子画框:将一次性筷子剪成合适的长度,然后用流口水胶将它们粘在一起,形成一个方形或矩形的框架。
再用彩色纸或织物包裹,可以制作出一个特别的画框,用来装饰照片或艺术作品。
这只是一些使用一次性筷子制作工艺品的例子,你可以根据自己的创意和想法创
作出更多独特的作品。
注意,且确保使用环保的胶水或粘合剂,以减少对环境的影响。
筷子的制作工艺与流程

筷子的制作工艺与流程
筷子的制作工艺与流程可以简单概括如下:
1.原材料准备:根据制作筷子的材质,准备相应的原材料,如竹材、木材、塑料、不锈钢等。
2.材料加工:
-对于竹材和木材:将竹材或木材切割成适当尺寸的筷子坯料,并进行初步打磨。
-对于塑料和不锈钢:通过注塑或模具加工工艺,将塑料或不锈钢材料制成筷子形状。
3.成型加工:
-对竹材和木材:通过机械或手工加工,将筷子坯料进一步加工成筷子的形状,并进行精细打磨,使表面光滑。
-对塑料和不锈钢:根据设计要求,进行成型、切割、打磨等加工步骤,使筷子达到预期的形状和尺寸。
4.装饰处理:根据需要,对筷子进行装饰处理,如喷涂颜色、印刷图案、贴纹饰等,增加筷子的美观度和个性化。
5.质量检验:对制作完成的筷子进行质量检验,检查筷子的外观、尺寸、质地等是否符合要求,确保产品质量。
6.包装包装:将合格的筷子进行包装,根据销售需求选择适当的包装方式,如塑料袋、纸盒等,标明产品信息和使用说明。
7.入库存储:将包装好的筷子进行入库存储,等待出售或配送。
需要注意的是,每种材质的筷子制作工艺和流程可能会有所不同,但大致步骤相似。
另外,现代工业生产中,大部分筷子是通过自动化生产线完成的,工艺更加精密高效。
筷子加工基本工艺流程
文件名筷子加工基本工艺流程1、木筷前段工序的加工流程:原木→锯板→蒸煮(定色)→烘干(定型)→取料→磨头→压刨→开片、开条→半成品木筷坯料坯料要求:无斜纹、不弯曲、无虫眼、筷身饱满、无三角、无头尾开裂、无色斑等。
2、竹筷前段工序的加工流程:毛竹切断→分选竹筒大小→手工破竹→冲坯→半成品湿方坯大小规格有:5.5*6.2 6.0*6.2 6.5*6.7 7.0*7.2 7.6*7.8 8.0*8.1长短规格有:21cm、23cm、25cm、28cm、29CM(酒店筷专用)、33CM(捞面筷)3、筷子基本加工工艺流程解说:1)纯天然小方筷最简单的六道加工工序:漂白→烘干→磨尖→磨光→切平(机器)→包装2)纯天然8*8筷子加工工序:选坯→冲坯→漂白→烘干→磨尖→磨光→切平(机器)→包装3)碳化筷:(磨光后碳化或干坯碳化再加一道过光后炒漆)选坯→冲坯→漂白→烘干→磨尖→磨光→切平(机器)→碳化→过光→炒漆→包装4)雕花:(干坯雕花)选坯→冲坯→漂白→烘干→坯料雕花→磨尖→磨光→切平(机器)→包装5)麻花:(磨光坯碳化后麻花)选坯→冲坯→漂白→烘干→磨尖→磨光→碳化→麻花→晒干或烘干→验收→拉漆→切平→刷头→包装6) 不上漆烙花筷:(磨光坯料)选坯→冲坯→漂白→烘干→磨尖→磨光→切平→验收→烙花→过光→包装7)竹筷激光雕刻:(为上漆后散筷直接进行激光雕刻成型)选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→切平→点头→激光雕刻→包装8)不上漆纺线竹筷:选坯→冲坯→漂白→烘干→磨尖→磨光→切平→纺线→包装9)上漆纺线竹筷:选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→切平→点头→纺线→包装10)竹印花筷:选坯→冲坯→漂白→烘干→磨尖→磨光→验收→拉漆→印花→拉面漆→切平→点头→包装 11)热收缩套花:选坯→冲坯→漂白→烘干→磨尖→磨光→切平→套花→包装12)印花木筷:磨尖→磨光→验收→抛光(过光)→拉漆→印花→拉面漆→切平→点头→包装13)雕刻木筷:磨尖→磨光→验收→雕花→过光→拉漆→切平→点头→包装14)生漆筷:磨尖三道或四道→手工磨面(先粗砂纸打磨整型,再用细砂纸打磨平整)→削头(不上金属头生漆筷需进行削头)→上生漆(一般情况下需二道底灰二道面漆,上生漆后,存放时间越久越厚越亮,但怕太阳直晒,是最环保的。
用木筷子做的小工艺品

用木筷子做的小工艺品
1. 筷子艺术画:将不同颜色的筷子组合成各种图案,如动物、花卉、人物等。
2. 筷筒:将一些筷子粘在一起做成一个容器,可以用来装口红、笔、钥匙等小物品。
3. 筷子万年历:用12根筷子组成一个圈,标出每个月份,再用一根筷子标记当天的日期。
4. 筷子拼图:将一些不同颜色的筷子组合成各种形状,如三角形、方形、五角星等。
5. 筷子风车:将两根交叉的筷子顶部用线绑住,风吹过后会转动。
6. 筷子雕塑:将不同长度、不同形状的筷子削成各种形状,如动物、建筑等。
7. 筷子灯笼:将筷子制成一个小框架,用纸或布粘在上面,再加上一根细绳子,可以做成小灯笼。
8. 筷子拼图拼音卡片:将每个字母打印在一张卡片上,再将筷子组合成相应的字母形状贴在卡片上。
9. 筷子小船:将两根长筷子和两根短筷子组成一个小船架,再用纸、木板等材料制成船体。
10. 筷子相框:用筷子组合成一个相框的形状,再在中间粘上相片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用材识别
红木的材质之美,历来为世人称道。红木材质的种类、质地、颜色等影响了红木筷艺术品的身价档次,一件完美的红木筷艺术品是质美和技艺美的完美结合。故鉴别红木筷,对其材料的鉴别是一大要素。
红木筷材料的鉴定是一种具有科学性的意识。红木品种虽不算多,红木筷用材的品种按惯常也就是可数的几种,红木筷制作用材主要有黑檀木、紫檀木、乌木、鸡翅木、花梨木、酸枝木,在这些材料中,紫檀木和鸡翅木特征较明显,鉴别亦较易,但花梨木、酸枝木、在成品髹饰之后要正确区别却不是那么容易的。通晓每种红木材料的性质,能正确辨别各种材料是鉴别红木筷的基础和前提。
制企口是有盖盒制作的第一步亦是关键的一步。企口即盒盖和盒身扣合时,为使其不显缝而制作的特殊的扣合榫结构。而这种特殊的扣合榫工艺俗称开“子口”。筷盒是板材结构,子口制作首先要确定筷盒板壁的厚度。先用刨子在板面正反分别起出相应的通槽,再在槽口处剖开,修整后,盒的企口就做成了。
盒子的盒盖和盒身要做到紧密相配并不是很容易的,子口制作“多一分太重,少一分太轻”,确是相当难的。
平时我们在评论一件作品时常说“巧夺天工”、“匠心独具”,一般都是指造型,而往往对技法熟视无睹。制作中很多不起眼的地方,其实确实技艺精髓所在。技艺高超的艺人制作的筷盒置之可以纹丝不动,这是他们长期操作的经验体现,这些经验是我国文化艺术宝库中重要的组成部分。
红木筷漆艺来源和制作方法
我国使用漆来髹饰器物,由来已久。早在春秋战国时期,漆艺在百工之艺中独具风采,一部分生活用品开始由漆器代替,技法上除彩画、镶嵌外,还出现了刻漆、描金等技法。到战国晚期,漆艺不但使用面更广,且又有了针刻、雕绘、银扣、镶铜等技法。唐代的漆艺更是开创了一代新风,不仅漆器精美,技艺上更有金银平脱、描金、夹苎、螺钿等。创制于唐代的雕漆,更始体现了艺人们在漆艺上不断的追求。漆艺发展到明代,品种已经十分齐全,技艺亦臻佳境。官方设有专门制作漆器的机构。
民间工艺长期以来虽很少有专门的理论书籍,但却流行着很多工艺口诀,这些口诀形象的记录了民间工艺的技能和创作方法,成为民间工艺创作和操作的依据。如“由上至下,由前至后,由表及里,由浅及深”,急从头开始,一直凿打到脚跟;先凿打前身,再是后身;从木料外皮开始,一层的向里推进;先凿浅的地方后凿深的地方。总之,要胸有成竹,循序渐进。在技法和构图上有“方中见圆,圆中见棱,闹中见静,素中见繁”。又云“雕刻要气韵,层次要分明,棱角要出清,疏密要相称”。在造型方法上,筷子技艺讲究“方中寓圆,圆中寓方,奇中寓正,正中寓奇”,其实古今之艺术造型,亦同此理。
木材是天然生成的材料,不可避免的具有木节,纹理又有顺、倒、斜、直、顶、倒顺、缠、盘、曲等特性,了解木材的基本知识,掌握其特性,才能合理的使用木材。红木筷制作时,选材是个关,艺人们常说,选材不当,“千工皆费”,可知认识材料对工艺创作的重要性。木材有心材和边材之分,心材即原木的近中心部分,色较淡,含水率较大,耐腐性差。在红木筷制作中,木材干燥也是一个大的问题。木材潮湿,雕刻下刀时容易在雕缝两边生出不匀整的毛线。红木作品流动性很大,而全国各地气温不同,特别在作品流向国外时,气候和自然条件相差更大,木材干湿度处理不好,制作的作品就可能变形和干裂。因此,木材处理在红木筷制作中是很重要的一环。
红木筷材料的辨别难在艺术品髹饰后,有些往往很难一下子区别,红木材料料越大特征越丰富,其区别越易;料越小质地特征越少,其鉴别亦不易;特别是有一些材料在纹理、色泽方面本来差别就不大,更增加了材料鉴别的难度。不过鉴别材料,还是有规律可寻的。
黄花梨木和花梨木的区别,前者木纹清晰,木质细腻,质地坚硬,色泽淡雅,呈黄褐色或淡黄褐色,海南的呈红褐色,并有深褐色美丽的涟漪状斑纹;后者木纹较粗,纹理呈直线,而且大都不是很清晰,木质也没前者硬。泰国产的花梨呈棕色,木质较细腻,色差较润,而缅甸、越南产的花梨较粗,色差较大;泰国产的花梨木纹理清晰,缅甸花梨木纹理大都呈黑色,较宽。
漆是一种黏液状涂料。漆液涂饰在各种器物表面之后,在它所含的漆酶(或加热)的作用下,漆液中的漆醇发生化学作用,在器物表面形成薄膜。如果在漆液中加入各种颜料,就会形成各种彩色漆液。漆可分为人造漆和天然漆两大类,红木筷所用的主要是天然漆。生漆是最古老的天然涂料,漆膜的性能是其他涂料无法比拟的。生漆的耐久性是众所周知的,,1978年在湖北省随县成郊擂古墩附近曾侯乙大型木椁墓中发现的漆器,光泽如新;保存在日本的唐代鉴真和尚的坐像为脱胎塑像,距今一千二百年,仍完好如初,这都得意于生漆良好的耐久性质。
鸡翅木因纹理色泽呈黑色和黄色,于是有黄鸡翅木和黑鸡翅木分别,鸡翅木纹理绚丽,似水波浮动,又如锦鸡彩羽,黑鸡翅木比黄鸡翅木更美丽鲜明,故而更珍贵。
酸枝木以印度产最佳,以色泽分有红酸枝木,黄酸枝木和白酸枝木之别。红酸枝木色泽近似紫檀,材质坚硬、细密,平时所称“老红木”,既是指红酸枝木。近来又有人以酸枝木充紫檀木,因两种木质都很细密,漆色一深往往不易分别。红木筷区别这两种木质的这种方法,主要是从纹理和色泽方面来区别。紫檀木有鬓眼,但较少,基本呈直线排列。紫檀木时久呈黑色,但初始并不是深黑色,而是呈棕色和深红色。
总之,红木筷制作材料的识别,还是要靠长久的实物观察和长久的经验积累。
用。这些经验在某种意义上讲已不是惯常的行为方式,而是一种稳定的科学意识了,对材料属性的认识和处理是每个工匠的基本功。
红木筷不同于其他艺术品的重要一点,在于其材料具有不可替代的质料美,这是构成红木筷作品价值的重要组成部分。红木筷创作是手工活动,一切材料取自天然物,而天然材料的优劣直接影响了红木筷创作结果。红木生长缓慢,木质坚韧,色泽美观。但红木品类很多,木性各不相同,同一品种木料又有“阴阳”之分。树长在山南为“阳”,长在山北为“阴”。山南阳光充足,水分蒸发快,土地干燥,树长的慢,木质较坚实。山北日照短,土地湿润,树木生长快,但木质疏松。《考工记》记述:
“善者在外,动者在内;虽然于外,心动于内。虽善,亦弗可以为良矣。”就是批评不顾内在质量的制作者。
红木筷和筷盒的制作和技艺
红木筷的制作具有很强的承传性和灵活性,手工制作是他的基本特征。《周礼.考工记》载:
“天有时,地有气,材有美,工有巧,合此四者,然后为良。材美工巧,然而不良,则不时,不得地气也。”既是说工巧的人能掌握天时的变化,地理环境的不同,利用上等的美材,精巧的工艺,制作出精美的器物。
刨削木材是小件工匠最基本的技艺之
一。"在使用刨子前,首先是观察木纹逆顺情况,不能刨削。在刨削过程中,要经常调整刨刀,使刨削木料始终处于不厚、不偏的情况。锛是木工用来平整构件面的工具。
在红木筷制作中特别讲究线脚的平整,锛是平整线脚的重要工具。红木筷制作追求一个“巧”字,这“巧”在整个工艺过程中都存在着。如创作的第一步“相木”,即先看料。要根据材料的天然巧成之趣,顺其自然,保留其最典型、最有意味的特征。雕刻是亦要巧,要特别注意充分发挥自己的立体想象力和灵感,不排斥原物的机理和形态印象,使视觉机理和触觉机理得到完整的统
红木的传统干燥处理,是将原木放在水中侵泡一段时间,然后让其自然干燥。木材侵水的目的是为了使木材中脂液化于水,而侵水后干燥时又可能因水分蒸发不平均而使木材开裂,但不侵出原材中脂液,材性又不稳定,所以木材的干燥是一门有很强科学性的技术。制作时,不能为了赶工,而用表面看似干燥里面还没干燥的木材。《考工记》曰:
生漆漆质的优劣在红木筷髹饰时关系很大,漆液的质量主要决定于漆树生长环境、土质以及开割的方法和时间,质量好的漆形成的漆层,皱纹均匀细腻,色黑光亮,韧性好而富有弹性。生漆的成膜过程,也就是生漆的干燥过程。各种生漆所含的化学成分差别很大,而这些化学成分对漆液干燥的时间有很大影响。
漆的干燥周期对红木筷的艺术效果、生产成本及质量都有很大的关联,因此,天然漆的干燥是髹漆工艺中的重要环节。
“阳也者,缜理而坚;阴也者,梳理而柔软”是非常科学的。整段原木在制作器物时容易裂开,主要是由于原木整体疏密不同,两边含水分不同,收缩率也不一样,这便是造成整段原木雕刻器物时容易开裂的原因。艺人们在处理木料时,便先把北面料烘烤一下,是其与阳面料密度相等,也就能使料时久不变形了。在红木筷制作中,一般工匠尽可能利用木材的半圆形构图,这也是经验的体现,是很科学的。
“乌木,琼州诸岛所产,土人折为箸,行用甚广。其他类乌木者甚多,皆可作几、杖,置水不沉,则非也。”从此文中讲到乌木色黑,质坚但脆,比重大,置水沉。各种文献对乌木的定义似有不同,对乌木的称谓亦有多种。此外,乌木因产地不同,木质有所区别也是可能的,就如梨花木,产地不同,木纹、质地及颜色都有所不同。但乌木质地细密坚实,木色黝黑似漆,坚脆沉重,有沉于水与不沉于水之别,是一种优良硬木。选用乌木材料制作的乌木筷在木制筷中身价最高,乌木产于印度尼西亚、马来半岛和中国广东。其质坚体重,不弯曲不变形,制筷高雅、色泽黑亮、光润细腻、手感极好,搭配白瓷餐具成席,会使盛宴更增添光彩。
一。"
红木筷的制作者要根据原材料的不同充分思考和构思,按料设计,按料取材,因材施艺,还需继承和发展不同朝代的传统风格,制作过程中不但要符合受用者的要求,又要保持自己的个性。从红木筷创作过程看,刀法的应用是极其重要的,要保留哪部分移动要慎重考虑,因为这应是材料最具美感意义的一部分。
红木筷的特点是结构严谨。因其是小型作品,器成后,人们总是那在手中使筷子制作中是常遇到的,可要配好盒子是很不容易的。盒是日常红木筷制作中最重要的作品。
盒是一种底盖相合而成或者像抽屉式的盛器。这时盒子怎样制作呢?红木筷盒制作很讲究材料的质地美。
充分利用自然材料的质地美、色彩美,是红木筷艺人极力追求的。首先要仔细观察,设计定型。同时要适当选料,还必须注意配件的留料部分,行话称“抛头”。作品制成后,不加漆饰便有各种神秘而丰富的纹理及独特的光泽,创造出高于材料本身物质价值的艺术价值。材料巧用,会使作品得到意想不到的艺术效果。木质材料本身其先天的缺点,就是色泽上不够艳丽,比较暗。怎样利用别的材料来增加盒的美感呢?艺人在筷盒制作中,经常利用象牙、白玉以及贝壳等材料作为装饰,增添了作品的情趣。如常见的镶玉镶象牙以及镶嵌颜色不同的石料。这样不仅产生了色彩反差,还体现了色彩组合的和谐美,而且使盒增加了富贵气质。