步进式加热炉--外文文献
首钢高强度分段步进式加热炉的技术特点
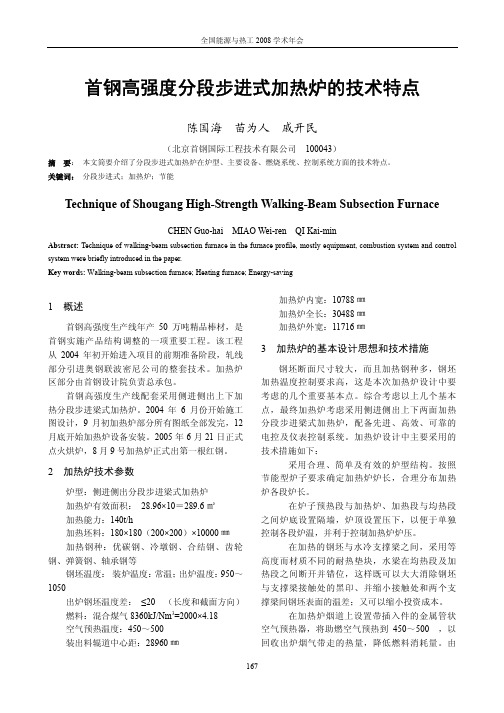
全国能源与热工2008学术年会首钢高强度分段步进式加热炉的技术特点陈国海苗为人戚开民(北京首钢国际工程技术有限公司 100043)摘要:本文简要介绍了分段步进式加热炉在炉型、主要设备、燃烧系统、控制系统方面的技术特点。
关键词:分段步进式;加热炉;节能Technique of Shougang High-Strength Walking-Beam Subsection FurnaceCHEN Guo-hai MIAO Wei-ren QI Kai-minAbstract: Technique of walking-beam subsection furnace in the furnace profile, mostly equipment, combustion system and control system were briefly introduced in the paper.Key words: Walking-beam subsection furnace; Heating furnace; Energy-saving1 概述首钢高强度生产线年产50万吨精品棒材,是首钢实施产品结构调整的一项重要工程。
该工程从2004年初开始进入项目的前期准备阶段,轧线部分引进奥钢联波密尼公司的整套技术。
加热炉区部分由首钢设计院负责总承包。
首钢高强度生产线配套采用侧进侧出上下加热分段步进梁式加热炉。
2004年6月份开始施工图设计,9月初加热炉部分所有图纸全部发完,12月底开始加热炉设备安装。
2005年6月21日正式点火烘炉,8月9号加热炉正式出第一根红钢。
2 加热炉技术参数炉型:侧进侧出分段步进梁式加热炉加热炉有效面积: 28.96×10=289.6㎡加热能力:140t/h加热坯料:180×180(200×200)×10000㎜加热钢种:优碳钢、冷墩钢、合结钢、齿轮钢、弹簧钢、轴承钢等钢坯温度:装炉温度:常温;出炉温度:950~1050℃出炉钢坯温度差:≤20℃(长度和截面方向)燃料:混合煤气8360kJ/Nm3=2000×4.18空气预热温度:450~500℃装出料辊道中心距:28960㎜加热炉内宽:10788㎜加热炉全长:30488㎜加热炉外宽:11716㎜3 加热炉的基本设计思想和技术措施钢坯断面尺寸较大,而且加热钢种多,钢坯加热温度控制要求高,这是本次加热炉设计中要考虑的几个重要基本点。
步进式加热炉
步进式加热炉
步进式加热炉是一种加热设备,通常用于进行热处理、退火、煅烧等工艺过程。
它采用步进式升温方式,即逐渐增加加热温度,一步步完成加热过程。
步进式加热炉通常由加热室、加热元件、温度控制系统、传送装置等组成。
加热室通常由耐高温材料(如陶瓷、金属等)制成,能够承受高温环境。
加热元件主要包括电阻丝、加热管等,能够提供所需的加热功率。
温度控制系统通常由温度传感器和控制器组成,能够实时监测和控制加热室的温度。
传送装置可以是传送带、转盘等,用于将待加工的物品从初始温度逐步送入加热室,并在完成加热过程后取出。
步进式加热炉的加热过程通常分为多个步骤,每个步骤的升温速率和保温时间可以根据具体工艺要求进行调整。
这种加热方式可以确保材料在加热过程中均匀受热,避免不均匀加热引起的热应力和变形问题。
同时,步进式加热炉具有良好的温度控制性能,能够准确控制加热温度,满足工艺要求。
总之,步进式加热炉是一种常用的加热设备,可用于多种热处理工艺,具有均匀加热、温度控制精度高等特点。
步进梁式加热炉技术

◎ Conventional walking beam reheating furnace for large slab ◎ Regeneration and preheating combined walking beam
reheating furnace for large slab ◎ Walking beam reheating furnace for special steel bars and
and wire rods
大型板坯常规步进梁式加热炉
Conventional walking beam reheating furnace for large slab
首钢迁钢2160mm热轧250t/h×4加热炉 4x250t/h Reheating Furnaces for Shougang Qiangang 2160mm Hot Strip Mill
quality wire rods ◎ Regeneration walking beam reheating furnace for steel bars
and wire rods ◎ Conventional walking beam reheating furnace for steel bars
◎ 采用长行程装钢机装料,调节加热炉产量和出钢节奏,起到匹配连铸和热轧节奏及缓冲生产的 作用,生产组织灵活
◎ 烧嘴采用间拔控制技术,提高坯料加热质量 ◎ 配备完善的一、二级自动控制系统,实现炼钢、连铸、热轧生产一体化管理 ◎ Adopt long-stroke slab charging machine for charging, as well as to regulate throughput
BSIET is a High-Tech Enterprise approved by the Ministry of Science and Technology, having the Engineering Design Integrated Qualification Class A issued by the State. It is the first unit of Beijing municipal enterprises awarded this Qualification and is able to undertake engineering design for all industries and all grades. Meanwhile, it can provide technical services such as planning consultation, equipment integration and general contracting. BSIET owns unique technology and rich practical experience in overall design of iron and steel plants, individual design for iron making, steel making, steel rolling, sintering, pelletizing, coking, industrial furnace, environment protection and integration of metallurgical equipment.
课题_步进式加热炉液压系统设计
步进式加热炉液压系统设计摘要:结合步进梁的运动工况,分析了步进梁式加热炉液压系统的工作原理及其缺陷,并对原液压系统进行了优化设计,优化后的液压系统不但能满足系统的工况要求,还大幅提高了系统的可靠性和稳定性。
关键字:步进梁;加热炉;液压系统;优化设计中图分类号:TH137.3The Optimization Design of Hydraulic System about Walking BeamHeating FurnaceZHANG An-long,JIE Le-biao,WANG Fei-peng, YANG Wen-yan, LI Sheng-zhou(International Economic and Trading Corporation, WISCO,Wuhan,430081,China)Abstract: Combined with the working condition of walking beam, the principle of work and the defects of hydraulic system about walking beam heating furnace were analyzed, and then the hydraulic system was optimized, which could meet the challenge the system asked not only, but also improve the reliability and the stability of the system.Keywords: walking beam; heating furnace; hydraulic system; optimization design1 概述现代化的钢坯加热炉不断向大型化、高度自动化的方向发展,在低耗能、环保等方面也提出了更高的要求。
步进式加热炉

Materials and Manufacturing Processes ,22:607–614,2007Copyright ©Taylor &Francis Group,LLCISSN:1042-6914print/1532-2475onlineDOI:10.1080/10426910701323243A Paradigm for the Scheduling of a Continuous Walking BeamReheat Furnace Using a Modified Genetic AlgorithmJonathan S.Broughton 1,Mahdi Mahfouf 2,and Derek A.Linkens 21Department of Long Product Rolling,CORUS-UK Ltd.,Swinden Technology Centre,Moorgate,Rotherham,South Yorkshire,UK2Department of Automatic Control and Systems Engineering,Institute for Microstructural and Mechanical Process Engineering,The University of Sheffield (IMMPETUS),Sheffield,UKThe paper discusses the application of a paradigm for creating scheduling systems for steel reheating furnaces.The proposed paradigm utilizes a modified version of a Genetic Algorithm (GA)to optimize such schedules via new ways of realizing the crossover and mutation operations.The work was conducted in collaboration with the Thrybergh Combination Mill owned by CORUS-Sheffield (UK).The outcome of this research work is a novel scheduling system which links together the scheduling and furnace controls and is also able to accept new and already established mill heuristics.The proposed methodology is ‘flexible’as well as ‘generic’as it can be augmented easily in order to suit other industrial set-ups.Keywords Genetic algorithms;Optimization;Reheat furnace;Scheduling;Simulation;Time-delay.1.IntroductionThe reheat furnace performs a fundamental role in steel mills and is the primary mechanism for heating steel to the temperatures required for subsequent rolling and forming.Typically the reheat furnace is a refractory lined steel shell,with burners located along the furnace length to provide the necessary heat input.A stock movement mechanism is used to allow the steel to progress from the beginning of the furnace to the discharge end.Cold stock is reheated to meet the rolling demand,however the problem is highly constrained.Steel stock items of different metallurgical grades,lengths,and cross-sectional areas (CSA)may be in the furnace at any one time and each of these different variations has specific heating requirements so as not to damage the stock or the subsequent rolling and forming equipment.In addition to this,the reheat furnace has to accommodate the different processing rates for certain material types,rolling mill demand,and unforeseen delays.The present method of forming schedules for the furnace involves the application of heuristics,knowledge passing between different mill stages and experience.Whilst this method continues to be used successfully,its scope is limited to achieving product quality,and financial implications are not explicitly considered.This paper discusses a reheat furnace scheduling paradigm that was developed through a research project [1]on the Thrybergh Combination Mill owned by CORUS-UK Ltd.The purpose of the paradigm is to aid the development of framework furnace scheduling systems which consider both product quality and process costs.Received March 20,2006;Accepted August 4,2006Address correspondence to Mahdi Mahfouf,Department of AutomaticControl and Systems Engineering,Institute for Microstructuraland Mechanical Process Engineering,The University of Sheffield(IMMPETUS),Mappin Street,Sheffield S13JD,UK;E-mail:m.mahfouf@sheffi This paper is organized as follows:Section 2summarizes a selection of schedule optimization activities undertaken in steel processing environment.Section 3reviews the rationale and details of the scheduling paradigm,while Sections 4–7outline the ideas behind the 4tasks which form the Achilles’heel of this scheduling paradigm,namely,the development of the optimizer,pre-processing of the orders,post-processing of the schedules,and managing the process interfaces.Results of the application of these paradigms are also presented and discussed.Finally,in Section 8conclusions in relation to this overall study are drawn with landmarks for future exploitation of this new vision of scheduling clearly outlined.2.A selection of scheduling techniques applied to steel processes The optimization of schedules for processes represents a direct way of improving the productivity associated with them.Materials manufacturing companies have undertaken many schedule optimization projects,however,these have primarily considered continuous casting machines and soaking pits.The most plausible reason for the lack of literature in the area of reheat furnaces is the tendency by manufacturers to use well-understood heuristics to form production schedules,with the main purpose of the heuristics being the avoidance of problems in the rolling mill.Hence,the optimization of schedules for continuous reheat furnaces is an area that deserves greater study.Linkens and Yang [2],developed a simulation model for an ingot based hot steel mill which can be used for production scheduling and optimization.An interesting point in this research is that the simulation model considers the complexities of the heat transfer,and hence the quality of heating is also considered in the subsequent schedule optimization as well as the processing time.Deb and Chakraborti [3]and Charkraborti et al.[4]developed a hypothetical model of a bloom reheating furnace for the607608J.S.BROUGHTON ET AL.optimization of furnace design and operational parameters, i.e.,burner locations and bloom speed.However,due to the hypothetical nature of the work,the model was not validated by comparison with a real furnace.Pal et al.[5] used a computationally efficient neural network version of a comprehensive model which describes the heat transfer, phase transformation,and microstructural evolution of a batch annealing process to optimize the coil dimensions via genetic algorithms in order to improve productivity. Fogarty[6]applied genetic algorithms to optimize the combustion process in multiple-burner furnaces and boiler lly and Biegler[7]used a Mixed Integer Linear Programming(MILP)approach to model the operation of a melt shop and a continuous caster.In this work,the number and positioning of gaps between the casting of different batches of molten steel(known as a“heat”)are optimized to synchronize the melting and casting processes, thus improving productivity and hence reducing costs.A larger castor-scheduling project is discussed in[8].In this approach,heuristics are used to group orders into sets to be processed continuously between necessary castor stoppages.The formation of groups is based upon the available facility capacities,maintenance schedules,etc.An initial feasible schedule is then generated by arranging the orders in the group to give the smallest castor downtime possible without breaking any of the specified constraints. Subsequently,the schedule optimization is performed by using a Travelling Salesman Problem(TSP)optimization technique.The research is interesting in that it takes advantage of the several similarities between the TSP and castor scheduling to produce an optimization system without reinventing the wheel.The article is useful for stimulating ideas,but since it does not contain definitions for constraints or the TSP-based optimizer,it is not possible to directly implement this research in other projects.An overview of the scheduling techniques applied to the continuous casting process can be found in[9].The reheat furnace scheduling problem is tackled in [10]for a plate/sheet rolling mill.In this research,the optimization of the processing time of the furnace and the fuel consumption are considered within the specified manufacturing constraints,and the sequencing of the slabs for the reheat furnace is posed as a constrained combinatorial optimization problem.A branch-and-bound technique is used tofind schedules in an iterative manner, and an upper cost bound is determined and updated during each cost evaluation stage of the tree.Models of the rolling mill,the reheat furnace,and slab charging heat loss are used by a total cost model which determines the totalfinal cost based on the amount of fuel used and the production time taken.However,it is unclear what type of model is used for the reheat furnace and whether validation has been performed to ensure that the behavior of the model is comparable to that of the real furnace.Therefore,it is also unclear whether the quality of the heating was considered in this research.A batch annealing furnace simulator which has been validated with process data is described by Sahay[11].A validated furnace model is a necessary step in producing any furnace operation optimization system since it gives a degree of confidence in the optimization process being able to produce results that can be obtained in practice.In this work the author optimizes the diameters of coils of wire to maximize throughput while still achieving the required mechanical properties.A wide variety of improvement activities either undertaken by the materials manufacturing community or aimed at this latter have been performed.However,there is no approach in the literature which directly considers the optimization of furnace schedules while considering the ability of the furnace to process those schedules.This is achieved in this work by including the performance of the supervisory furnace control system and its embedded processing constraints into the optimization process.3.The reheat furnace scheduling paradigm The paradigm consists of the following4tasks:(i)Incorporate the ability of the furnace control into aschedule optimization system.The general aim of a process control system is to regulate variable(s)around an operating point,e.g.,a reheat furnace control system which aims to satisfy the desired discharge temperature of the steel within it.Hence,ideally,schedules should be formed which cause as few obstacles as possible to the aims of the control system.An accurate way of achieving this is to incorporate the actual process control into the optimization system.Therefore,the performance of the control can be compared for different schedules and an optimization procedure can be initiated tofind schedules that give improved performance with respect to the controlled variables.Furthermore,since the control system,and hence the model within it,have been thoroughly tested,both the industrial partners and the individual researchers can be satisfied that the outputs of the system are reliable.Hence,the control variable values obtained from simulations that encompass the process control are also accurate in relation to those obtained during the normal operation of the process.In this research,the controlled variables were the Mean Bulk Temperature (MBT)1and the Min–Max Temperature2error.(ii)Pre-process the orders using the established mill practice heuristics.All manufacturing facilities are governed by constraints,which can be imposed by the item being manufactured or the manufacturing processes themselves.Through years of experience, rules of‘good practice’have been developed which aim to reduce the onset of problems and/or limit the impact of necessary technicalities.For the optimization of schedules to be successful,it is necessary that the original orders be processed to comply with the established mill practices.Note that the established mill heuristics can also be incorporated into the optimization process.1MBT—The average temperature of a stock item formed by considering all nodal temperatures calculated by the Finite Difference (FD)model.2Min–Max Temperature—The difference between the highest and lowest nodal temperature calculated by the FD model.CONTINUOUS WALKING BEAM REHEAT FURNACE609(iii)Post-process the schedules with the established mill practice heuristics and the heuristics derived from the analysis of production data.After the sequential optimization of the schedules has occurred,it is necessary to add further information to them to form practically realizable schedules.Although the optimized sequences of the orders have been formed, additional processing heuristics in the form of delays must be added.For the reheat furnace these can be known as delay heuristics,or process data extracted heuristics.The importance of these heuristics cannot be overstated since not only will they inform the individual scheduler in charge of the process as to what delays are required,but they will also improve the throughput estimates and therefore allow improved coordination with upstream and downstream processes. (iv)Manage the process interfaces using a throughput adjustment mechanism.There will always remain some uncertainty in any manufacturing environment,e.g., system failures.The formation of schedules that are tolerant to throughput changes is essential since in a serial production line the throughput rate will vary at each stage of the processing.However,there will be situations that occur as a result of unpredictable events that require direct actions to be taken.For example,increasing trends in the MBT error of the discharged stock items from the reheat furnace will require correctional action.Situations often arise due to the rolling process outstripping the processing capacity of the reheat furnace.Therefore,it is necessary to provide a mechanism by which a process can react to unpredictable events but without making unrealistic demands on the‘downstream’processes.This can be accomplished by a throughput adjustment mechanism which monitors the corresponding control variables and reduces the throughput in relation to the magnitude of the errors.By following the above paradigm,the schedule optimization systems can be formed for serial processing environments.The remainder of this paper is concerned with a description of the application of the paradigm on the Thrybergh Combination Mill.4.Paradigm task1:Development of theschedule optimizerThe formation of a validated schedule optimizer is the most difficult and time-consuming part of forming a complete furnace schedule generation system.However,the process is simplified byfirst stating the overall purposes and of the schedule optimizer and then considering what are the prerequisites for an optimization system.Indeed, the schedule optimizer should form the schedules that are optimal with respect to the product quality,and as a result the prerequisites for the optimization can be summarized as follows:•A method for comparing the optimality of the schedules such as a validated process model.•A generic optimizer for refining the schedules.4.1.A Validated Process ModelIt is rarely the case that an‘off-the-shelf’validated process model is immediately available,instead models are generally developed using process knowledge and experience,and then validated by comparison with known data.However,recent trends in furnace control upgrades [12–14]have led to installation of mathematical model-based supervisory control systems,as was the case at the Thrybergh Combination Mill.Such control systems have a validated furnace model embedded within their structure, which can simulate the heating of stock items as they pass through the furnace.Hence,a validated model can be obtained through the analysis of the existing process control.Overview of the furnace control.The furnace control divides the length of the furnace into three control zones known as the preheat,heating,and soak zones as shown in Fig.4.1.Each zone has specific control strategies associated with it.The control utilizes a calibrated2-dimensionalfinite difference heat transfer model for calculating the temperature distributions of the stock as they pass through the furnace.Furnace temperatures and stock positions are obtained through communication with the Supervisory Control and Data Acquisition(SCADA)and Material Tracking System(MTS),respectively.A forward prediction of thefinal discharge temperature distribution is made using the model,the current zonal temperature set-points,and the zonal temperature increase/decrease capabilities of the furnace.For each stock item on which the prediction is performed,a set of ideal furnace set-points is generated. Consideration is then given to all the stock’s ideal set-points to select an actual set of furnace set-points.A new set of furnace set-points is selected at every model iteration.4.2.Development and Validation of a Furnace Simulator Since the furnace simulator is part of an optimization system,it must operate faster than in real-time.The original software,called INFERNO,was multi-threaded and designed to run on Microsoft Windows NT™,a general-purpose operating system with a limited timing resolution for the scheduling of the threads.To this end,the furnace control software and SCADA/MTS emulation software provided by CORUS UK Ltd.were reverse-engineered and were transformed into a fast furnace simulator,which still contained the functionality of the original control but operated at a speed which was dictated by the power oftheFigure1.—The control zones of the furnace.610J.S.BROUGHTON ETAL.Figure 2.—Comparison of the head stock items Mean Bulk Temperature vs.time for the original furnace control and furnace simulator.computer system and not by the timing resolution of the operating system.The validation of the furnace simulator was performed by comparing its operation with the original control and SCADA/MTS emulation software.A sample schedule was processed on both systems and the temperature data associated with the first item in the furnace was logged at every model iteration (20s)until the head item in the furnace was discharged.The recorded temperature data are listed in Fig.2.Figures 2and 3illustrate the similarity of the furnace simulator to mimic the behavior of the original control.Based on these results,the operation of the furnace simulator was considered representative of the original control.A generic optimizer.The purpose of the optimizer is to form schedules which will result in lower stock temperature errors at discharge.The general outline of the optimization system is shown in Fig.4.2.Genetic algorithms (GA)[15]are generic optimizers that can be tailored to many different situations and have been widely applied to scheduling problems.For example,GAs have been used to schedule flowshops [16,17],jobshops [18],water supplies [19],university class timetabling [20],and nurse working shifts [21].A thorough introduction to GAs is given by Goldberg [22].Essentially GAs arepopulation-based Figure 3.—Comparison of the Min–Max Temperature difference measured across the cross-section of the head stock item vs.time for the original furnace control and furnacesimulator.Figure 4.—Outline of the furnace schedule optimization scheme.stochastic sampling mechanisms which start with an initial population of solutions and iteratively refines the population based on set performance criteria.However,GAs belong to the Evolutionary Computation family of techniques and operate on the basis of natural evolution where there is a greater tendency for higher performing solutions to persist into future generations.For the purpose of this research,a problem specific GA was developed to form the main optimization mechanism,although other evolutionary or classical techniques could be used if desired.The furnace simulator provided the data which was used by the GA to assess each schedules performance with respect to the quality of the heating.The problem specific operators of the GA (crossover and mutation)were then used to form a new population of schedules,to be processed by the furnace simulator.Modifying the GA.In the proposed schedule optimization system the GA modifies the sequence of a fixed set of stock orders.Hence,the ‘standard’GA operations could not have been used since infeasible schedules would have been produced.The problem with regards to single point crossover for a schedule consisting of 10orders is illustrated in Fig.5.To be consistent with mill practice,‘crossover’should operate on an order and not an individual stock item.From Fig.5it can be seen that the standard crossover operation has produced two new schedules that are both invalid since neither contains a full compliment of the original 10orders.A modified mutation operatorwas Figure 5.—Illustration of the formation of an infeasible schedule with standard single point crossover.CONTINUOUS WALKING BEAM REHEAT FURNACE611Figure 6.—Illustration of the mutation operator for the scheduling problem.devised,for example,two orders can be selected and their positions switched as shown in Fig.6.The specifications of the GA are as follows:•Population size 30;•Maximum generations 150;•Number of optimum parameters (orders)9;•Chromosome length assigned to each parameter 4;•Number of offspring 2,12,18,24;•Single point crossover;•Stochastic selection;•Ranking;•Steady-state population breeding method.Each of the 9optimum parameters is an order consisting of a number of items of a particular material type and CSA.These items also have specified ideal discharge temperatures and allowable temperature errors.The preliminary objective function uses the aggregate sum of the MBT deviations and the Min–Max distribution temperatures upon discharge,weighted in favour of the MBT as shown in Eq.(1).This equation was used in ‘INFERNO’for the determination of ideal setpoints for the individual stock items and is based on the MBT being the primary control variable since an unsatisfactory discharge MBT could result in the material being scrapped or damage to the rolling mill.Objective Function = Min.Error −Max.Error+ 4×MBT deviations (1)The optimization cycle continued upto a maximum of 150generations although satisfactory performance was typically achieved within 100generations.10runs were performed for each set of parameters to ensure repeatability of the results and Fig.7shows the typical generational improvementsobtained.Figure 7.—The best individuals MBT errors and Min–Max temperature errorsper generation.The benefit of this approach to schedule optimization lies in the fact that the performance of each schedule is judged on the performance of the control system to process that schedule efficiently and to provide the desired output temperatures.Therefore,scheduling and control are no longer separate activities and the schedules are generated which augment the capabilities of the furnace control.5.Paradigm task 2:pre-process the orders using the established mill practice heuristics The furnace-scheduling problem is essentially a combinatorial problem,however a given set of orders cannot be arranged into any sequence and be processed by the mill.Each manufacturing facility has its own process constraints imposed upon it and the optimization system must take these into account if it is to be successful.Typically,constraints specify that certain material types cannot be processed concurrently or that orders must be processed in groups based on product/stock dimensions.In the Thrybergh Combination Mill,the orders are sorted into bar/billet size groups and then processed.This operation consists of first sorting the orders into groups based on the finished bar size ranges,and then further dividing these groups based on the CSA of the stock which is used to make the bar.A graphical representation of this is shown in Fig.5.The processing of items in bar/billet size groups not only reduces the number of mill set-ups,i.e.,necessary technicalities,but also helps smooth the throughput rate which in turn aids the operation of the control to achieve the desired stock discharge temperatures,i.e.,reduces the onset of problems.The order pre-processing stage splits the original orders into smaller groups.In this case the schedule optimization process consists of the summation of the smaller group optimizations.6.Paradigm task 3:post-process the schedules with the established mill practice heuristics and the heuristics derived from the analysis of production data The purpose of applying the post-process heuristics is to convert the optimized sequences of ordersformed Figure 8.—The sorting of the bar/billet size groups.612J.S.BROUGHTON ETAL.Figure9.—Addition of a post-process delay.using Tasks1and2of the paradigm into practically realizable schedules.Established delay heuristics are used at the Thrybergh bar Mill to aid the reheating process or subsequent rolling process.Typically,the heuristics specify the addition of delays or extra distances between stock items of different material type or CSA.Figure6illustrates the process of applying post process delays.It is possible to incorporate these heuristics into the optimization phase,however,there are advantages to be obtained from incorporating delay heuristics after the schedule optimization procedure is completed rather than before.Indeed,the inclusion of the delays prior to optimizationfirst increases the time required to simulate the processing of a schedule and hence the time required for the optimization to complete.Secondly,since such delays are used to smooth certain transitions,e.g.,from one CSA size to another,they can obscure the difficulty which the process control system canfind in making such transitions. When the schedule optimization is performed without the delays being present,the process control is faced with the worst-case scenarios and the difficulty associated with each transition is clear.The optimization process is then driven towards minimizing the effect of these transitions and the end result is the formation of schedules that are robust with respect to the fast throughput rates.In addition to the established mill heuristics,further rules can be developed from analyzing process data and hence integrated within the system.In a typical month,the Thrybergh Combination Mill is inactive for a proportion of the available production time.While this is due in part to the‘planned’delays,i.e.,changes to the rolling mill to produce different size bars,the‘unplanned’delays remain the main cause.The purpose of the analysis was to gain a better understanding of the planned and the unplanned delays and determine whether there exist any correlation between the known processing changes and the delays.A systematic analysis of the process data was performed which considered what effects changes in CSA and material type in a production schedule had upon the discharge properties of the stock.From the analysis,a set of recommended planned delays was proposed based on the expected delays associated with changes in CSA.Furthermore,the analysis of two types of planned delays was performed,stop delays and gap charge delays.For a stop delay,no movement of the stock occurs for a preset period,but for a gap charge delay stock is moved at the present throughput rate butnoFigure10.—Illustrations of the gap and stop delay strategies.stock is input for a preset period.Figure6demonstrates the two types of planned delays.The analysis was concerned with the furnace temperatures set-points and stock discharge errors obtained when using stop and gap charge delays.The following general conclusions were drawn:•The gap charging strategy provides the best MBT error performance in the face of multiple material changes and hence is a good choice when accurate ideal MBT attainment is critical.•The stop delay strategy is the most efficient with respect to the lowering of furnace zone temperatures and hence is a good choice for maximizing productivity and minimizing cost on less critical grades of steel. Finally,after collating the pre-processing and post-processing rules,the optimization system can be deemed to be complete.7.Paradigm task4:managing the process interfacesusing a throughput adjustment mechanism Fluctuating production rates cause increasing and decreasing trends in stock discharge temperature errors. Also unpredictable events result in changes to the production rate.While it is not possible to eliminate these unpredictable events,efforts can be made to improve the control of the furnace-rolling mill interface.This in turn will inevitably lead to adjustments in the throughput rate to force the furnace set-point temperatures up or down when the MBT and/or the Min–Max temperature errors are seen to be moving out of the acceptable limits.This is a corrective measure that operates by monitoring the discharge temperatures of the stock items at the discharge and reacting to the observed trends.A strategy was implemented which consisted of reducing the walk-rate if the MBT error of a newly discharged stock item fell within specified ranges.Since the prediction mechanism in the control calculates the heating requirements of stock items based on the calculated throughput rates,reducing this rate reduces the heat input per unit time.The mechanismfirst determines if the。
加热炉毕业设计文献综述
一.文献综述1.1加热炉的概述在冶金,化工、机械制造等工业部门中,加热炉是指加热炉是将物料或工件加热的设备。
按热源划分有燃料加热炉、电阻加热炉、感应加热炉、微波加热炉等。
它以燃料燃烧的火焰魏热源,在炉膛内火焰通常是与物料直接接触的。
在有些情况下,为防止物料(工件)的氧化,将火焰与物料隔开,火焰的热量通过隔墙简介传给物料。
被加热的物料在炉内基本不发生物态变化和化学反应。
1.2对炉子的基本要求炉子是完成某一工艺过程的热工设备,在满足工艺要求的前提下还应满足下列要求:(1)炉子生产率要高;在保证质量的前提下,物料加热速度越快越好,这样可以提高加热炉的生产率,减少炉子座数或缩小炉子尺寸。
快速加热还能降低金属的烧伤和单位燃料消耗,节约维护费用。
1.3加热炉的一般组成部分加热炉是一个复杂的热工设备,它由以下几个基本部分构成:炉膛与炉衬、燃料系统、供风系统、排烟系统、冷却系统、余热利用装置、装出料设备、检测及调节装置、电子计算机控制系统等。
其中炉子的工作室(炉膛)、供热系统(油泵、管道、燃烧装置等)、排烟系统(烟道、烟闸、排烟机等)以及冷却系统等构了炉子的热工工艺系统,它是火焰炉最基本的组成部分。
下面仅对热工工艺系统中的主要组成部分加以介绍。
1.3.1炉膛(工作室)炉膛一般是由炉墙、炉顶和炉底围成的一个近乎六面体的空间,是对钢坯进行加热的地方。
炉墙、炉顶和炉底通称为炉衬,炉衬是加热炉的一个关键技术条件。
在加热炉的运行过程中,不仅要求炉衬能够在高温和荷载条件下保持足够的强度和稳定性,要求炉衬能够耐受炉气的冲刷和炉渣的侵蚀,而且要求有足够的绝热保温和气密性能。
为此,炉衬通常由耐火层、保温层、防护层和钢结构几部分组成,以保证炉子的正常工作。
炉墙炉子四周的围墙称为炉墙。
加热炉都采用直立的炉墙,分为侧墙和端墙,沿炉子长度方向上的炉墙称为侧墙,炉子两端的炉墙称为端墙。
侧墙的厚度通常为1.5 ~2倍砖长(464~580mm ),端墙的厚度根据烧嘴、孔道的尺寸而定,一般为2~3倍砖长。
一种步进式加热炉顺序控制功能的介绍

822022年1月上 第01期 总第373期工艺设计改造及检测检修China Science & Technology Overview收稿日期:2021-11-09作者简介:刘颖杰(1995―),男,满族,河北唐山人,本科,助理工程师,研究方向:热轧卷板自动化控制。
一种步进式加热炉顺序控制功能的介绍刘颖杰(唐山钢铁集团有限责任公司,河北唐山 063000)摘 要:加热炉是热轧生产线的第一道工艺,通过板坯库辊道和装料辊道,将连铸铸坯通过热送或板坯库存放的坯料,按照生产计划依次运送到炉前辊道,然后装钢机将坯料装进炉内。
通过步进梁的上升、前进、下降、后退的步进动作把炉内板坯移送到出料端,待坯料加热到适合的轧制温度后,出钢机将坯料取出放在出料辊道上,由辊道运送到轧线进行轧制。
关键词:辊道;装钢机;步进梁;出钢机图1 加热炉工艺流程图工艺设计改造及检测检修China Science & Technology Overview间距离为L1,板坯库测长辊道上装有增量型编码器PLG。
编码器用于计算板坯行走的距离,冷金属检测器是用来检测板坯的头部和尾部所在的位置。
板坯沿着辊道由CMD1向CMD2方向运动,当板坯的头部经过CMD2时,编码器的高速计数模板采集的脉冲数就会被清零,这样随着板坯的持续通过,板坯的长度增长与采集的脉冲数成正比,当CMD1检测到板坯尾部位置时记下编码器读数P1,通过收集的脉冲数就可计算板坯的长度为:L=L1+P1*K1,其中,L为板坯长度,L1为冷热金属检测器CMD1和CMD2之间的距离,P1为增量型编码器PLG的计数值,K1为脉冲折算系数,可以由辊径、脉冲数、减速比计算,也可以实际测算。
板坯的测宽方法,主要依靠板坯库辊道两侧的激光测距仪来完成的[1]。
板坯到达装料辊道后,如果冷金属检测器检测到炉前没有板坯,且装钢机在原位,则装料辊道启动,继续将板坯运往炉侧。
到达炉侧以后,将启动炉前定位功能,通过冷金属检测器CMD和增量型编码器PLG的组合,根据二级下发的坯料长度数据L1,当金属检测器CMD检测到板坯尾部时,增量型编码器PLG开始计数,同时辊道开始减速,待到板坯定位完成后,辊道完全停止,L2=(L‒L1)/2+L0,其中,L为加热炉炉内的宽度,L0为冷金属检测器CMD到炉子炉墙墙的距离,L1为坯料的长度,L2为冷金属检测器CMD到坯料尾部的距离。
步进式加热炉

一、步进式加热炉的起源与发展步进式加热炉是机械化炉底加热炉中使用较为广泛的一种,是取代推钢式加热炉的主要炉型。
步进式加热炉始建于20世纪60年代中期,这种炉子已存在多年,因受耐热钢使用温度的限制,开始只用在温度较低的地方,适用范围有一定的局限性。
随着轧钢工业的发展,对加热产品质量、产量、自动化和机械化操作计算机控制等方面的日益提高,在生产中要求在产量和加热时间上有更大的灵活性,这就要求与之相适应的炉子机构也应具有很大的灵活性,以适应生产的需要,基于上述原因,传统的推钢式加热炉已难于满足要求.而与传统的推钢式加热炉相比,步进式加热炉具有加热质量好、热工控制与操作灵活、劳动环境好等优点,特别是炉长不受推钢长度的限制,可以提高炉子的容量和产量,更适应当代轧机向大型化、高速化与现代化发展的需要。
经过改造后的步进炉结构,采用了步进床耐火材料炉底或水冷步进梁的措施,已能应用于高温加热。
目前,合金钢的板坯、方坯、管坯甚至钢锭等轧制前的加热已有不少采用步进炉加热,使用效果较好。
它的炉长不受推钢比的限制,大型步进炉生产率高达420万吨/年。
70年代以来,国内外新建的许多大型加热炉大都采用了步进式加热炉,不少中小型加热炉也常采用这种炉型.现在新建的具有经济规模的各类轧钢厂基本上都选用了步进式加热炉;一些老厂如美国底特律钢厂热轧车间、法国索拉克和恩西俄厂的热轧车间、日本和歌山热连轧厂与鹿岛厚板厂以及加拿大汉密尔顿的多发斯科厂等,在改建或扩建中都选用了步进式加热炉替代原有的推钢式加热炉。
但当前轧钢加热炉,特别是中小型轧钢厂推钢式加热炉仍较多,这与中国的原燃料条件等多种因素有关。
步进式加热炉的炉底基本由活动部分和固定部分构成。
按其构造不同又有步进梁式、步进底式和步进梁、底组合式加热炉之分。
一般坯料断面大于(120×120)mm2多采用步进梁式加热炉,钢坯断面小于(100×100)mm2多采用步进底式加热炉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 introduction1.1 Step into the furnace1.1.1 Step into the furnace overviewAs western capitalist society in the 18 th century since the industrial revolution, the development of the society entered a new speed. According to the statistics in the industrial revolution in the world before the usage of the per capita steel is less than 5 kg. However, now of the social development to the ownership for 418 kg per capita steel. More and more steel structure appear in socialist construction. So steel has been now the main material of social development. And even once the shortage of supply. This prompted the steel industry is growing rapidly. To the year 2007, the world GangTieLiang has reached nearly nine hundred million tons. But because technology Co., LTD, add people to use more widely, steel emergence of steel more demand. So the steel and iron the smelting technology constantly improved.The first step in 1967 a beam furnace put into production. China 1979 years of production walking beam furnace is 32.5 meters long, production capacity of 270 tons per hour. Walking beam furnace stove than push steel have many advantages, thus become the first choice of rolling mills new furnace type. The scale of the steel rolling broadband is large development, walking beam furnace is one of the characteristics of furnace long from push steel, and can adapt to limit the length of mill production growth hour of the situation. Beijing steel design research institute nearly 20 years design of production more than 40 buildings stepping furnace, already pervaded strip, finances, great wire, strip steel, seamless tube, KaiPi, forging and other steel and steel belt factory, in 1994 have put in taigang, meishan strip factory of walking beam furnace rated output, respectively for 180 t/h and 280 t/h, chongqing iron and steel institute of design for pangang during the 1450 factory design walking beam furnace, rated output for 150 t/h, also put into production in 1992.Early heating furnace interior is a continuous type push with steel machine, it is the role of ingot or billet in turn push in charging. In the end the material, the furnace of steel machine can push will heating good from the other end of the billet reheating furnace out. In side out of the furnace of material, push the steel billet machine will be launched to the material position, again by the steel ingot machine will be out; Now most use is stepping type mobile device. Step into the furnace heating temperature even, heating time fast, high output, and big production flexibility and may, when necessary, will furnace empty blank. Heated, the blank of the surface of the water pipes under small black imprint, blank temperature even, heating efficiency is high. Heating special steel is, can be met on the surface quality of the blank (oxidation, decarburization, scratch, etc) height requirements; Heating large panel, as the slab temperature even, to reduce the thickness different rolling. So now stepping typefurnace in the hot rolled strip workshop and small and medium-sized steel rolling workshop have been widely used.From the 1950 s due to step into the furnace and the emergence of the mobile devices to mature, in many steel plate and small steel production are a good application. As a modern metallurgy industry is generally used a furnace, and his advantage worth learning.Step into the structure of the furnaceA, furnace bottom structureFrom the structure of the stove, see the step furnace is divided into heating stepping type furnace, heating up and down the step type furnace, double walking beam stepping type furnace, etc.On the step heating furnace heating device upside has only just as its name implies, fixed beam and mobile leung is heat-resistant metal production, fixed furnace bottom is refractory lining. The stove is basically no water-cooling elements, so the heat consumption is low. The stove can only single heating, general for a thin billet heating.And pushed steel as furnace, in order to meet the need of the billet heating big, stepping type furnace is also gradually development under the heating of the heat of the up and down, appeared to step into the furnace. The stove is equivalent to push steel type furnace of furnace bottom water pipe into a fixed beam and mobile beam. Fixed beam and mobile beam with water-cooled stand pipe support. By water cooling tube beam also form, with refractory plasticity bandage, outside a heat resistant alloy above the saddle type slippery course, similar to the guide on pusher-type reheating furnace of furnace bottom longitudinal pipe. Furnace bottom is of built on stilts, can realize double heating (step type furnace and billet is not close to the billet together, and there is a gap, can think is heated) all. Heating under general can only use side burner, because pillar blocking the end burner flame direction, if want to the burner, the need to change the structure of the pillar type. Heat can be used on axial end burner, you can also use the burner or top burner heating. Considering the axial burner flame along the length direction the temperature distribution and the control of the temperature, some each large step type furnace in each of the boundary between the heating furnace roof are clearly under pressure, and heating under paragraphs with between wall, in order to avoid the interference between each temperature; So this step type furnace stove temperature control along the length of the more flexibility, if the stove is larger, the flame length and width of the relatively short time, can be installed on the roof in flat flame burner.B, a transmission mechanismStepping type furnace is the key equipment moving beam transmission mechanism. The transmission way points mechanical transmission and hydraulic pressure drive two kinds. So far as the widely used hydraulic transmission way. Modern large-scale furnace mobile beam and the above billet weighs hundreds of tons, use hydraulic transmission mechanism, stable operation, the structure is simple, the operation speed control is accurate, cover an area of an area small, equipment, light weight, than the mechanical transmission has obvious advantages. Hydraulictransmission mechanism as shown in figure 2 to 12 as shown. Figure 2 to 12 b, figure 2 to 12 c, figure 2 to 12 d three structural type is now more common. Our country to apply more common for figure 2 to 12 c shows the inclined piece of slippery wheel. To the piece of slippery wheel as an example of the action principle: walking beam (mobile beam by lifting the use under) walking beam and the crust with a beam of two parts. Crust beam through the roll wheel, the next step into the role the beam, the next step beam by tilting the slider bearing in the roll. Fluctuation walking beam respectively by two hydraulic oil cylinder driving, beginning crust beam stationary, and rising hydraulic cylinder drive walking beam along the slider cant drive up, finish up movement. Then rises hydraulic cylinder makes the next step beam stationary, and level hydraulic cylinder will affect beam along horizontal direction, forward trip ends, in the same way down the action of a back and finish, ending a movement cycle.In order to avoid in the process of lifting vibration and impact, in the up and down and accept billet, walking beam should slow down among. When a start and stop the level should be considered a buffer to slow down, to ensure the smooth movement of the beam, avoid the beam slab wipe move. Way is to change the flow of variable speed pump to adjust walking beam operation speed. Due to step into type furnace is very long, excessive temperature difference fluctuation two sides, the different linear expansion will cause the beam bending and uplift. In order to solve this problem, the beam will present some into segments, paragraphs with the expansion of the gap between certain deformation, though, but can't avoid bending degree is reduced greatly, and not affect the normal work of the stove.C, seal institutionsIn order to guarantee the step furnace activities (bed) can beam normal unimpeded movement in activities, (bed) and beam fixed beam (bed) to have enough between the gap, gap is commonly 25 mm or 30 mm, the step for the beam supporting beams is (or conduit) through the furnace bottom part is that it sports large enough the holes. Those cracks or although the existence of hole is necessary, but also easy to inhaled air cooling, heating quality and reduce the influence fuel efficiency, also may cause furnace gas to escape and harm the furnace of steel rolling equipment, under to step into the oven with sealing problem must be considered, there are two sealing structure, a slide type is a water seal, is, the former seal is bad, especially when a skateboard heated deformation after sealing function, couldn't be more water is the most used structure, sealed effect is better, the water seal water and water to seal groove by the sword of two parts, the separation of type and closed two kinds of structure, type structure have move bed and fixed bed double sword for clear water, slag; Closed structure only move water bed knife, take up the space is little, the advantages of compact. Move the width of the slot water bed end to ensure that more than moving bed the length of the water level, the trip has set a slag, open by a crack in the furnace bottom dropped oxidized scale with flow out regularly.Have to mention here, are used only in the 1950 s (relatively) steel industry, for steel because of the special hydraulic drive itself that made its develop very slowly. To the 20 th century hydraulic transmission technology from theory to practice of using just basic mature. In the 21 st century hydraulic technology application willmark a national base level of industrial development. In step furnace mobile device hydraulic transmission systems, hydraulic transmission as providing dynamic beam the power source of the sports plays a vital role. How to design and high quality hydraulic device is directly affect the quality of a billet sintering.Early heating furnace interior is a continuous type push with steel machine, it is the role of ingot or billet in turn push in charging. In the end the material, the furnace of steel machine can push will heating good from the other end of the billet reheating furnace out. In side out of the furnace of material, push the steel billet machine will be launched to the material position, again by the steel ingot machine will be out; Now most use is stepping type mobile device. Step into the furnace heating temperature even, heating time fast, high output, and big production flexibility and may, when necessary, will furnace empty blank. Heated, the blank of the surface of the water pipes under small black imprint, blank temperature even, heating efficiency is high. Heating special steel is, can be met on the surface quality of the blank (oxidation, decarburization, scratch, etc) height requirements; Heating large panel, as the slab temperature even, to reduce the thickness different rolling. So now stepping type furnace in the hot rolled strip workshop and small and medium-sized steel rolling workshop have been widely used.Heating furnace stepping type mobile device hydraulic transmission system is mainly composed of dynamic and static beam of beam. When billet reheating furnace was pushed it in the static beam, this time the billet heating temperature began to be. Heating furnace of steel rolling industry is must be equipped with heat treatment equipment. With the continuous development of industrial automation technology, modern rolling mills shall be equipped with large, highly automated walking beam furnace, the production should be consistent with high yield, good quality and low consumption, energy saving, pollution-free, and production automatic operation process requirement, in order to improve the quality of its products, enhance the market competitiveness of products. The heating furnace of steel rolling industry in our country, which has pushed steel type furnace and step into the furnace two kinds, but pushed steel type furnace is short, low yield of length, the burning of the big, improper operation will stick by the problem on the steel production to realize the automation management. Due to push steel type furnace is difficult to overcome shortcomings, and walking beam furnace is special stepping on organization, in furnace rectangular steel pipe to do exercise to leave space between, steel pipe, steel tube and can be walking beam no friction between steel pipe, come out by over to completely eliminate the device slippery course scratching, steel tube heating section temperature difference is small, even heating furnace, long is not limited, high output, and production operation is flexible and other characteristics, its production meet high yield, high quality, and low consumption, energy saving, pollution-free, and production automatic operation process requirement. The continuous, full automatic step furnace.1.1.2 To choose a backgroundIn the hot rolling steel rolling mills, need on billet heating. In order to better ensure steel surface quality, make the billet is heated evenly, using a step heating mode.Billet heating process goes forward in the movement for rectangular; That activity, from rising beam slab fixed beam raise; Activities, before the forward beam slab step one time. Activities, will be put down beam slab fixed beam; Beam back to the original position activities to complete a work cycle.Step heating overcome transductive billet heating surface and support beam (fixed beam) produced by the mobile friction surface wear; At the same time, overcome the transductive of interactions between the billet close, can make the billet away through the bottom of the oven, be helpful for billet heating. Because of the advantages of the unique step heating, so that in the modern metallurgical plant a wide range of applications. Step into the billet reheating furnace type products of good quality and high thermal efficiency, flexible operation, apply to DuoZhong profiles of the blank continuous type heat.Stepping type continuous reheating furnace by furnace bottom or metal beams of the rising water cooling down, forward, backward, the action of the material base step by step forward to the continuous reheating furnace. The stove has fixed furnace bottom and step into the bottom of the oven, or have fixed beam and walking beam. The former is called stepping bottom type furnace, the latter is called walking beam furnace.The furnace by fixed bed beam and walking beam composition. Walking beam to more than double round by the axis, the support frame go by lifting cylinder driving wheel, which makes walking beam rise or fall for sport. The upper roller directly and hold walking beam, and walking beam directly by another hydraulic cylinder driving, can be in roller on back and forward movement, which makes walking beam back and forward for sport.Through the operation of the cylinder, walking beam do mark movement, paragraphs rectangular forms of movement can adjust and operation method can continuously or manual operation. The same hydraulic oil source provide walking beam transmission, can also or alternating movement; And can reverse movement, used as a empty furnace of billet with.Hydraulic transmission has its irreplaceable superiority, mainly displays in:A, can get A output force or torque, and structure is not complex;B, can reach large range of stepless speed regulation, and in operation of direct regulation;C, easy to realize the overload protection;D, action quick, start, stop, and the reversing of fast response, the impact is small;E, the lubrication performance is good;F, easy to realize the generalization, the series and standardization, design assembly short cycle;G, easy to realize the automation and intelligent and numerical control technology combined.This topic design content is to design a step into the furnace roof up synchronous hydraulic system.1.1.4 Design schemeStep into the oven mechanical structure of the roller type is the slope of hydraulic drive. Level and movements are made by moving the hydraulic cylinder driving, step below the roller along the framework and inclined mesa.This structure has two layers framework, and the lower layer is to promote the framework. The upper level for mobile frame. In the ascension of the frame above and below are Ann, each wheel under a roller on the mesa, roller translation framework for the mobile use, mobile cylinder through the crank connecting and rotary joints with the framework connection, ascension cylinder by rotary joints under direct and framework connection. With the framework for guidance, with the roller framework level guidance. RollThe heating furnace step institutions and hydraulic system mainly by the double step into the frame, hydraulic cylinder, hydraulic pump and various valve parts is composed. As shown in figure: a layer to the next layer, marching framework for lifting frame. Travel by support roller and framework is fall in lifting frame on the table, lifting frame also through the back-up roller and roller falls on basis. When lifting frame in lifting the hydraulic cylinder driving in along the inclined rail left lifting movement, walking beam and travel with a framework for the vertical direction, lifting movement in the translation of the hydraulic cylinder of drive, in a horizontal direction for a movement, thus completing the whole cycle action.Hydraulic system improvementThe original system in lifting the hydraulic cylinder level pull move up part of the beam, can change it to the hydraulic cylinder placed in furnace bottom, while rising and the hydraulic cylinder roller cant keep the same Angle. This effectively solve the tension, hydraulic cylinder cavity push rod no stem cavity movement power do, also reduced the size of the hydraulic cylinder, easy to design and installation.Walking beam action as shown in figure 1 shows:Figure 1 walking beam action schemesWalking beam and move the peace all use electrohydraulic proportional valve to control, its advantage is flexible and convenient adjustment control, work smoothly. In the design process, should consider stepping liangping move may cause a lot of inertial impact, achieve accelerated, slowing down, constant speed, so as to realize the beam to characterize the dynamic thermal light, light, and has put by adding, deceleration effectively reduce the move motion inertia caused by the beam mechanical impact, falls on its own weight down.Through the PLC programming and deceleration curve, both set to avoid the impact of the damage the equipment, and improve the system of the positioning accuracy, through the PLC control synchronization roof up accuracy.。